INHALT
1. VORWORT...................................................................................................................... 2
1.1. Produktvorstellung..................................................................................................... 2
1.2. Aufstellungsbedingungen .......................................................................................... 2
2. INBETRIEBNAHME........................................................................................................ 3
2.1. Netzanschluss ........................................................................................................... 3
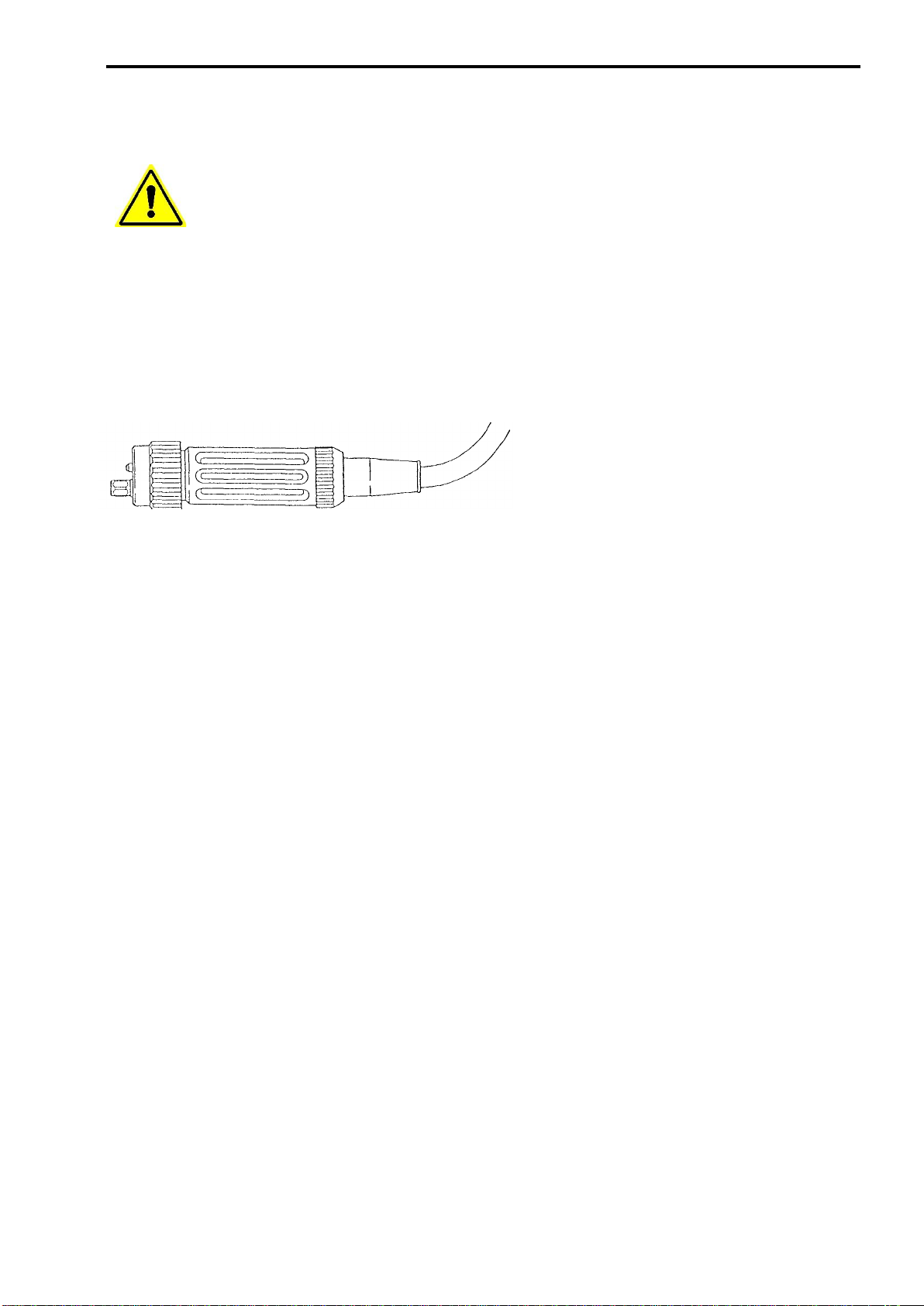
2.2. Anschließen des Brenners......................................................................................... 3
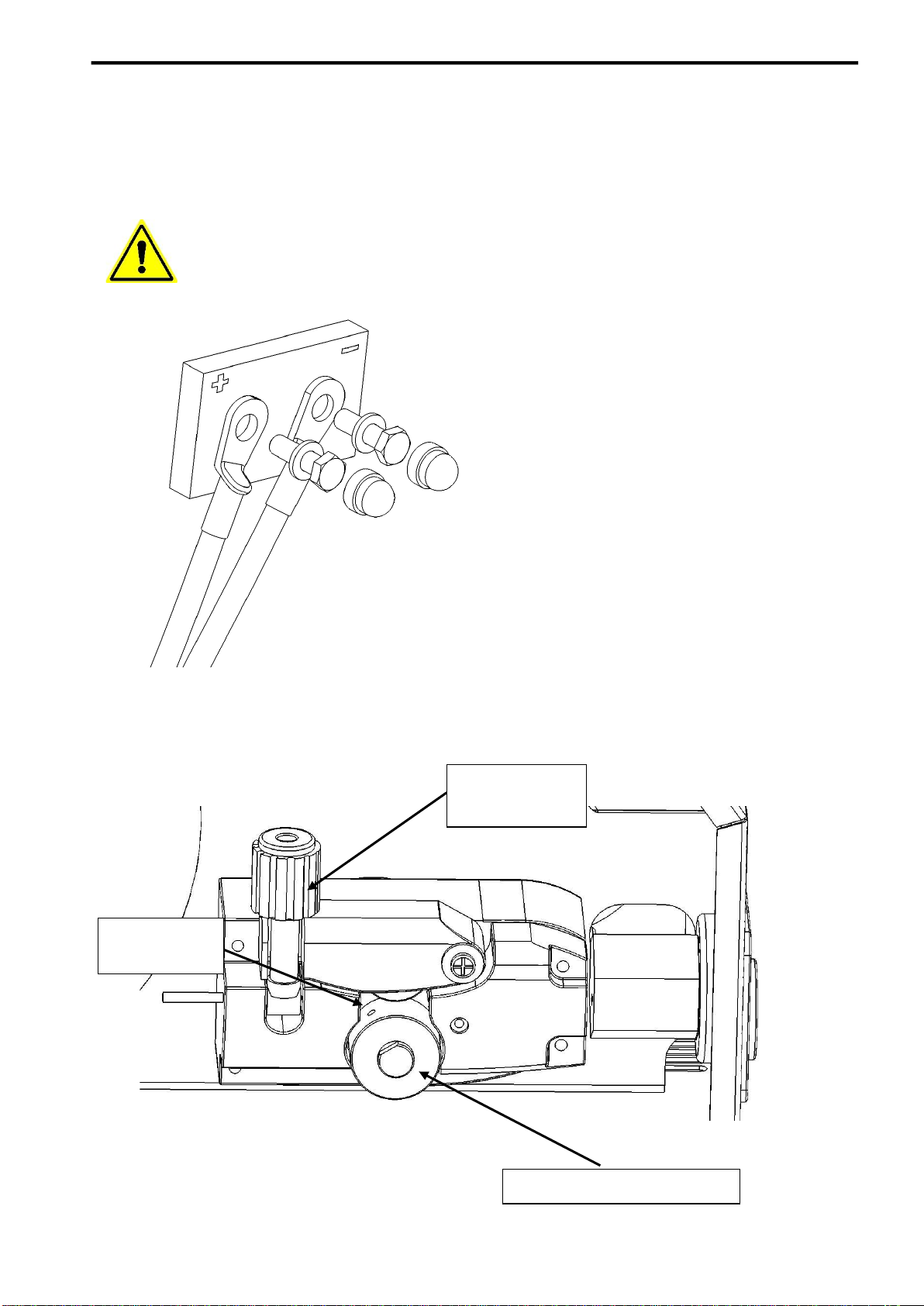
2.3. Polaritätswechsler...................................................................................................... 4
2.4. Teile der Drahtvorschubeinheit.................................................................................. 4
2.5. Anschluss der Schutzgasflasche............................................................................... 5
2.6. Anschluss des Werkstückes ...................................................................................... 5
2.7. Schweißnahtvorbereitung .......................................................................................... 5
3. HINWEISE ZUM ARBEITS UND BRANDSCHUTZ ........................................................ 6
3.1. Arbeitsschutz............................................................................................................. 6
3.2. Beseitigung von Brandgefahren................................................................................. 7
3.3. Umgang mit Gasflaschen .......................................................................................... 7
3.4. Schutz vor elektrischen Unfällen................................................................................ 8
3.5. Besondere Gefährdung durch Schweißarbeiten........................................................ 9
4. BEDIENUNG................................................................................................................. 10
4.1. Einschalten der Maschine........................................................................................ 10
4.1.1. Einschaltsequenz auf dem Eingabesystem....................................................... 10
4.2. Das Fronteingabesystem......................................................................................... 10
4.2.1. Auswahl des Fülldrahtmaterials ........................................................................ 11
4.2.2. Auswahl des Fülldrahtdurchmessers ................................................................ 11
4.3. Beschreibung der Anzeigen und Einstellungen ....................................................... 11
4.3.1. Synergy Modus................................................................................................. 11
4.3.2. Manueller Modus............................................................................................... 12
4.4. Schutzgas Einstellung ............................................................................................. 12
5. PFLEGE UND WARTUNG............................................................................................ 13
5.1. Entsorgung der Schweißmaschine.......................................................................... 13
6. TECHNISCHE DATEN.................................................................................................. 14
7. DURCHSCHNITTLICHE VERBRAUCHSWERTE BEIM SCHWEIßEN ........................ 14
7.1. Durchschnittlicher Drahtelektroden - Verbrauch beim MIG/MAG Schweißen.......... 14
7.1.1. Stahl Drahtelektrode ......................................................................................... 14
7.1.2. CrNi Drahtelektrode .......................................................................................... 14
7.1.3. Aluminium Drahtelektrode................................................................................. 15