2
Contents
How this type of printer Works ............................................................................................................. 3
Safety Warnings And Guiding ............................................................................................................... 3
Package Contents ...................................................................................................................................... 4
Product Overview ...................................................................................................................................... 4
Connect ......................................................................................................................................................... 5
Auto Calibration ......................................................................................................................................... 5
Using The Menu System.......................................................................................................................... 5
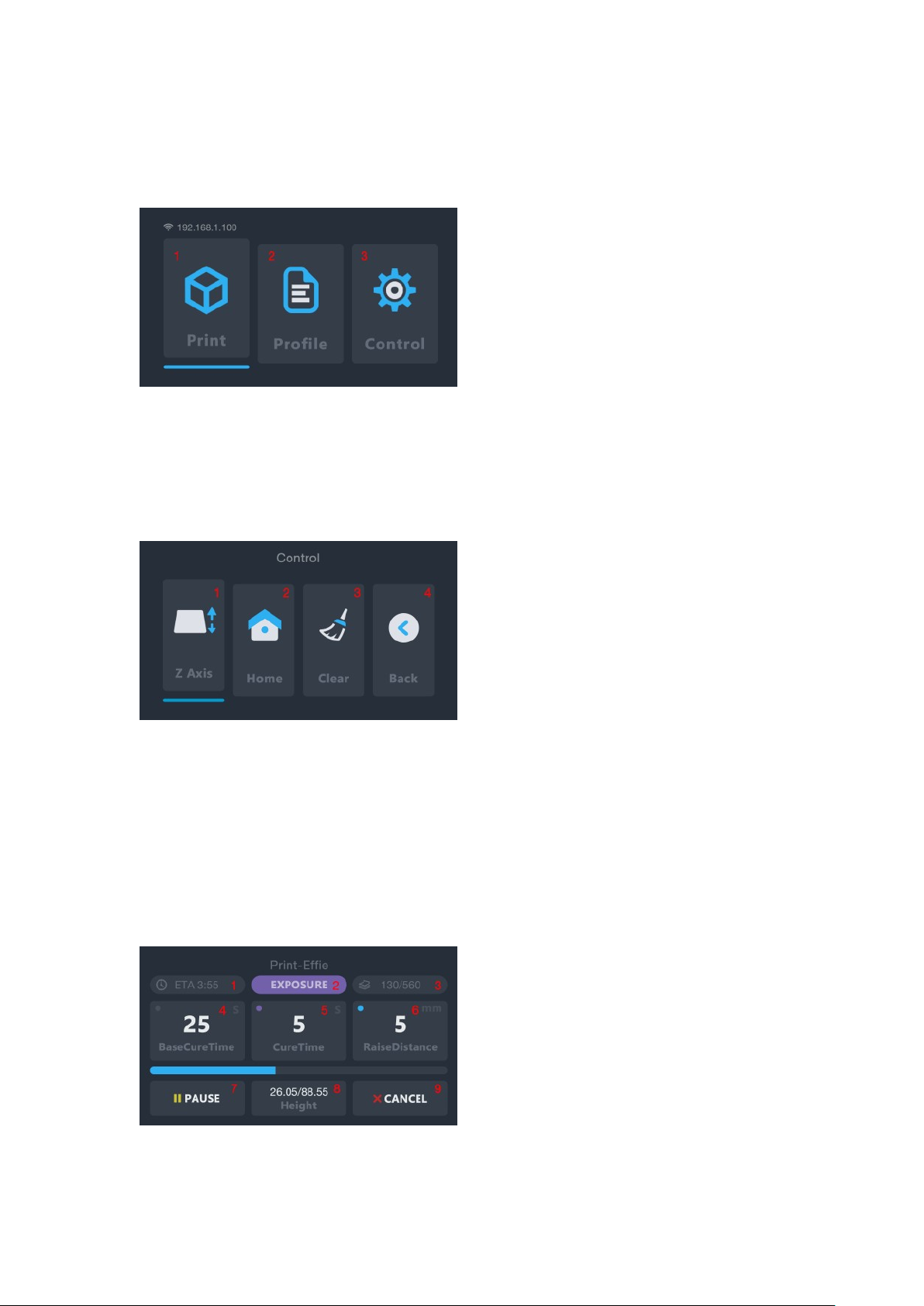
User Interface .............................................................................................................................................. 6
Main Menu .............................................................................................................................................. 6
Control Interface
.................................................................................................................................. 6
Printing Interface
................................................................................................................................. 6
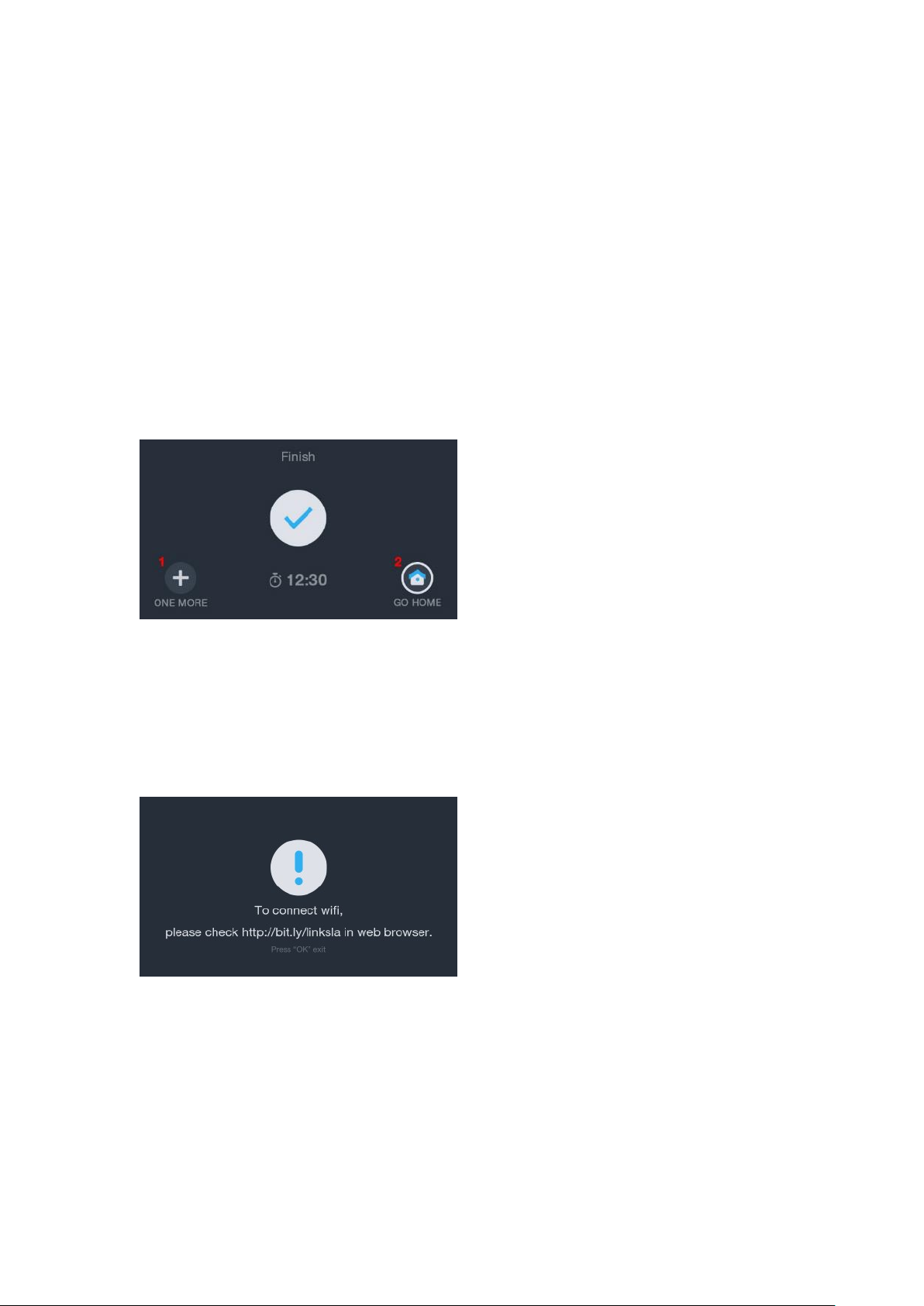
Finish Screen ........................................................................................................................................... 7
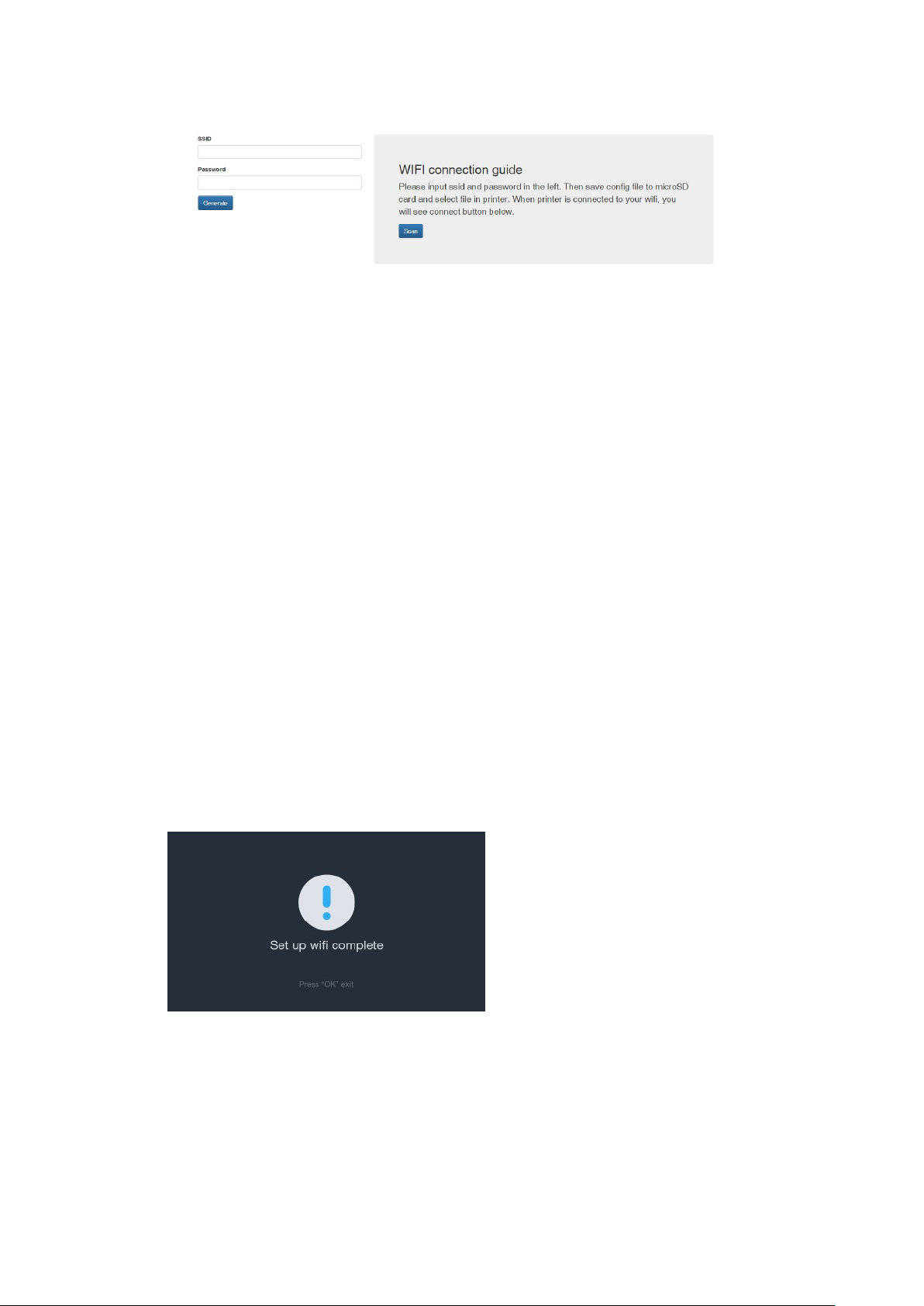
WIFI Setup .................................................................................................................................................... 7
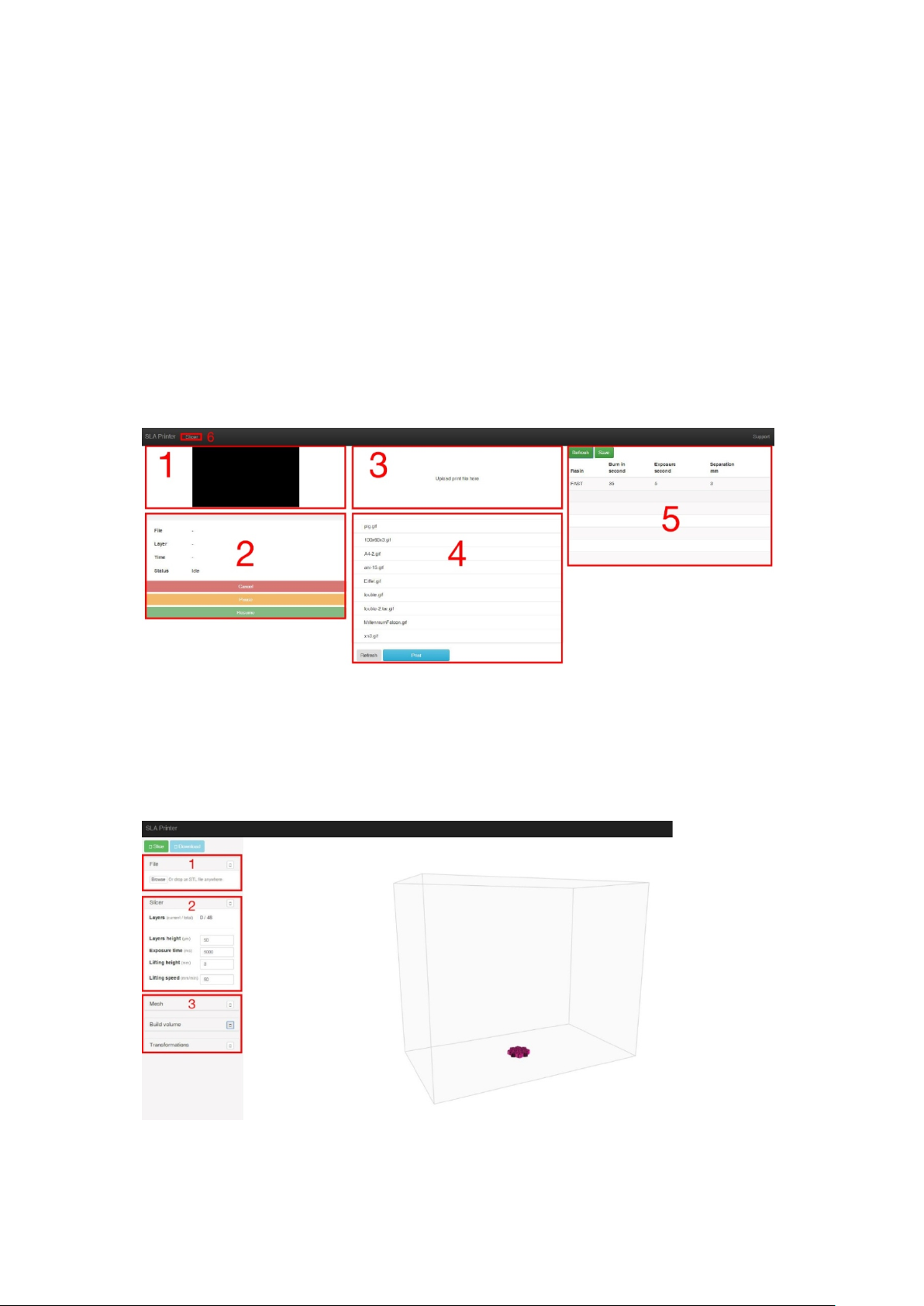
WEB UI........................................................................................................................................................... 9
Troubleshooting ....................................................................................................................................... 11
Model Cleaning ........................................................................................................................................ 12
About Resins ............................................................................................................................................. 13
Resin storage ........................................................................................................................................ 13
Resin operation .................................................................................................................................... 13
Safety and Resin .................................................................................................................................. 13
Transferring Resin to Storage ......................................................................................................... 13
Discarding Resin .................................................................................................................................. 13
Tips ............................................................................................................................................................... 14
WEB Slicer .................................................................................................................................................. 14
Creation Workshop Tutorial ................................................................................................................. 15
Model Slicing Steps ................................................................................................................................. 18
TECHNICAL SUPPORT ............................................................................................................................ 19
REGULATORY COMPLIANCE ............................................................................................................... 19
Notice for FCC ...................................................................................................................................... 19
Notice for Industry Canada.............................................................................................................. 20