Déclaration de conformité CE
Conformément à la directive sur les machines 2006/42/CE, annexe II partie B, et à ses
amendements.
Fabricant : Otto Ganter GmbH & Co. KG, Triberger Str. 3, 78120 Furtwangen (Allemagne).
Par la présente, nous déclarons que la quasi-machine, désignation de produit Dispositifs
de serrage GN 864/GN 865/GN 866, dans sa conception et son mode de construction,
ainsi que dans la version commercialisée, est conforme aux exigences de sécurité et de
santé élémentaires de la directive sur les machines 2006/42/CE.
En outre, nous déclarons que les documentations techniques spéciales pour cette
machine incomplète ont été rédigées conformément à l’annexe VII partie B et nous
engageons à les transmettre aux organismes de surveillance du marché sur demande.
Les normes harmonisées suivantes ont été utilisées :
EN 12100-1, EN 12100-2, EN 14121-1
La mise en service de la quasi-machine est interdite tant que celle-ci n’a pas été
intégrée dans une machine et que cette machine n’est pas conforme aux
dispositions de la directive sur les machines CE, et que la déclaration de conformité
CE conforme à l’annexe II A n’est pas établie.
Dichiarazione CE di incorporazione
In ottemperanza alla Direttiva Macchine 2006/42/CE, Allegato II B e seguenti modifiche.
Produttore: Otto Ganter GmbH & Co. KG, Triberger Str. 3, 78120 Furtwangen.
Con la presente dichiariamo che la quasi-macchina con denominazione generica morsa
di potenza GN 864/GN 865/GN 866 - per quanto riguarda la sua progettazione e
realizzazione e nella versione da noi messa in commercio - è conforme ai requisiti di
sicurezza e igiene specificati nella Direttiva Macchine CE 2006/42/CE.
Inoltre dichiariamo che la documentazione tecnica speciale per questa quasi-macchina è
stata realizzata in base all’Allegato VII parte B e ci impegniamo di trasmetterle alle autorità
di monitoraggio dei mercati, se richiesto.
Sono state adottate le seguenti norme armonizzate:
EN ISO 12100-1, EN 12100 , EN 14121-1,
La messa in servizio della quasi-macchina è vietata finché la quasi-macchina è
stata installata in una macchina e questa soddisfa le disposizioni della Direttiva
Macchina CE ed è conforme alla dichiarazione di conformità CE in base all’Allegato
II A.
Mandataire chargé d’établir la documentation de conformité :
Persona autorizzata alla redazione della documentazione di conformità:
Otto Ganter GmbH & Co. KG
Furtwangen, 02.11.2017
Stefan Ganter, Directeur général / Amministratore
Nom, fonction et signature de la personne responsable
Nome, funzione e firma del responsabile
Les textes et exemples de la présente documentation ont été établis avec le plus grand
soin. Il ne peut cependant pas être totalement exclu qu’ils puissent présenter des erreurs.
La société Otto Ganter GmbH & Co. KG décline toute responsabilité juridique ou de toute
autre nature pour les données manquantes ou erronées éventuelles et leurs
conséquences. La société Otto Ganter GmbH & Co. KG se réserve le droit de modifier ou
d’améliorer sans avis préalable ces produits ou des parties de ces produits ainsi que les
imprimés ou des parties des imprimés inclus dans la livraison.
I testi e gli esempi sono stati preparati con la massima cura. Ciò nonostante non è
sempre possibile escludere errori. L’azienda Otto Ganter GmbH & Co. KG non può
assumersi responsabilità per informazioni mancanti o erronee e le conseguenze che ne
derivano né responsabilità giuridica o di qualsiasi altro tipo. L’azienda Otto Ganter GmbH
& Co.KG si riserva il diritto di apportare modifiche alle morse a cuneo o a parti di esse
nonché alle istruzioni cartacee a corredo o a parti di esse.
COPYRIGHT©
Otto Ganter GmbH & Co. KG
Mode d’emploi
Istruzioni per l’uso
Système de serrage de force
Morsa di potenza
GN 864/865/866
Édition · Edizione · 11/2017
N° art. · Cod. art. · BT-864-V1-11.17
Otto Ganter GmbH & Co. KG
Normelemente
Triberger Straße 3
D-78120 Furtwangen
Telefon +49 7723 6507-0
Telefax +49 7723 4659
Internet www.ganter-griff.de
Traduction du mode d‘emploi original (de)
1. Consignes de sécurité
Le présent mode d‘emploi pour les systèmes de serrage de force de la gamme GN
864/865/866 est destiné aux constructeurs et aux projeteurs d‘installations et de
machines, ainsi qu‘au personnel de mon-tage et de maintenance.
1.1 Définition des mises en garde
Avertissement : indique une situation potentiellement dangereuse.
Le non-respect des consignes de sécurité peut occasionner des dégâts matériels
ou des lésions corporelles.
1.2 Mises en garde générales
Avertissement : appliquer le présent mode d‘emploi lors de tous les travaux de
montage, de démontage ou de réparation !
Avertissement : les dispositifs de serrage de force de la gamme GN
864/865/866 doivent être protégés à l‘aide de mesures de sécurité externes
(grille de protection, barrières lumineuses, etc.).
Avertissement : à l‘état fermé, le dispositif de serrage de force génère une force de
serrage élevée, qui est également présente suite à un verrouillage mécanique en cas
d‘interruption de l‘alimenta-tion en air comprimé.
1.3 Utilisation conforme, domaine d‘utilisation
Les dispositifs de serrage de force à actionnement pneumatique de la gamme GN
864/865/866 sont destinés à une utilisation dans des dispositifs et systèmes de manuten-
tion. Ils servent à serrer, maintenir, saisir et positionner des pièces usinées.
Avertissement : avant la mise en service des dispositifs de serrage de force
(gamme GN 864/865/866), il convient de s‘assurer que l‘utilisation conforme est
respectée en termes de domaine d‘utili-sation (dispositifs de sécurité, personnel
formé, alimentation en air comprimé).
1.4 Description du produit
Les dispositifs de serrage GN 864/865/866 sont fabriqués dans les tailles 20, 32, 40 et 50.
La taille fait référence au diamètre de piston du vérin pneumatique commandé. Le disposi-
tif de serrage de force se compose d‘un vérin pneumatique, d‘un boîtier métallique avec
différentes possibilités de fixation et d‘un ou deux bras de serrage.
Lors de l‘opération de serrage, le vérin pneumatique agit sur un mécanisme courbe intégré
afin d‘amplifier la force et de déclencher un mouvement de pivotement des bras de
serrage. Une fois la rotation terminée, un verrouillage mécanique se produit. Les statuts de
fonctionnement et de commutation peuvent être affichés par le biais d‘interrupteurs de
proximité.
2. Sécurité
Avertissement : les dispositifs de serrage de force ne sont pas dotés d‘un système
de sécurité propre. Il existe donc un risque d‘écrasement !
En cas de défauts, cesser d‘utiliser le dispositif de serrage de force. Les travaux de
maintenance doivent exclusivement être effectués lorsque l‘appareil est à l‘arrêt et
dépressurisé. Une fois les travaux de maintenance terminés, tous les dispositifs de
protection doivent être replacés en parfait état.
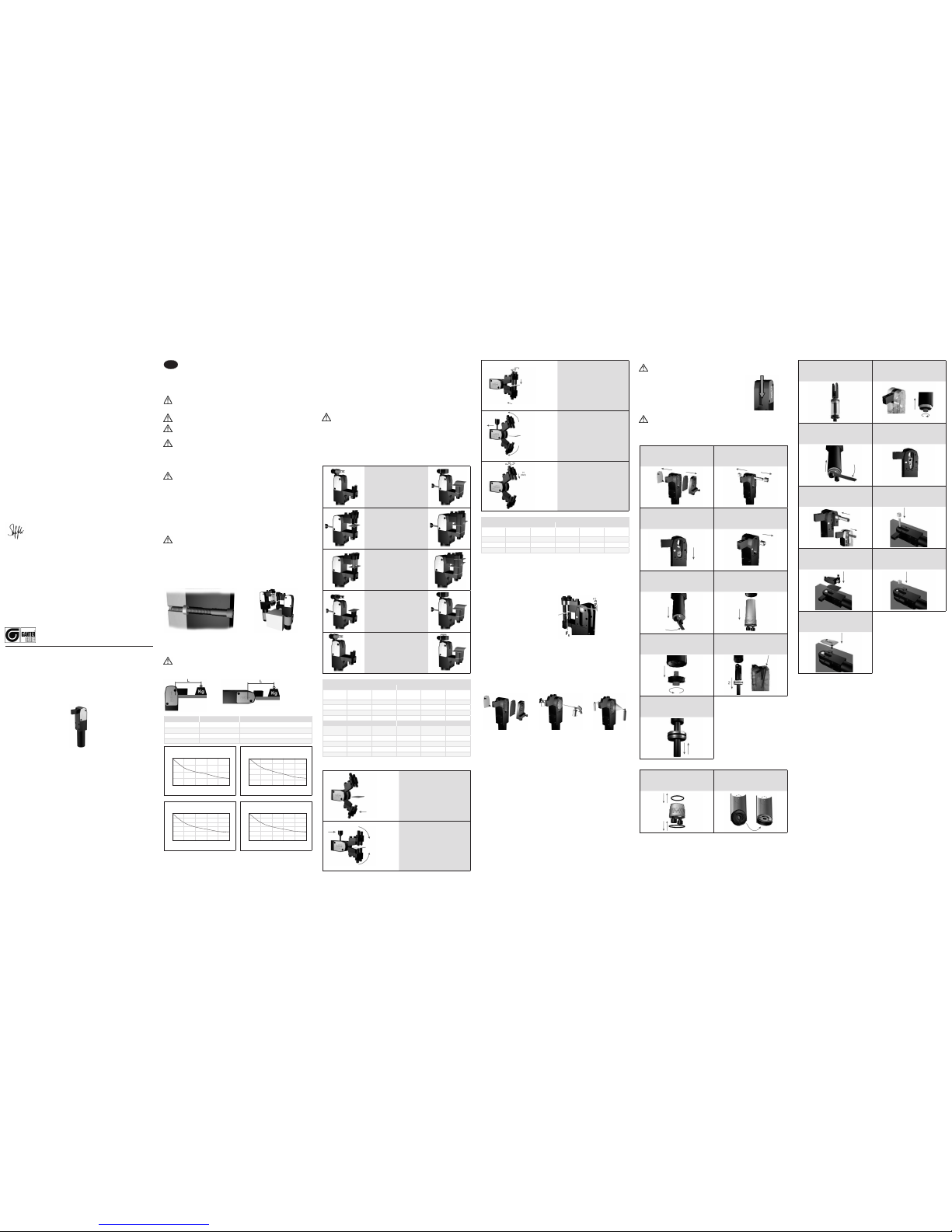
3. Montage et mise en service
Le montage ou l‘ajout est effectué à l‘aide de vis à tête cylindrique et de douilles de
centrage (voir fig. 1). Le dispositif de serrage peut également être bridé directement au
niveau du vérin par le biais d‘un porte-outil à serrage mécanique (fig. 2). Les surfaces de
vissage doivent être planes et propres, et toutes les vis doivent être serrées au couple qui
convient.
La conduite d‘alimentation d‘air comprimé est reliée au dispositif de serrage de force à
l‘aide d‘un raccord vissé approprié. Le raccord identifié par le signe + ferme le dispositif de
serrage ; le raccord identifié par - l‘ouvre.
Avertissement : le dispositif de serrage de force dispose d‘un amortissement de
position de fin de course intégré pour la course en marche avant. Mais pas pour la
marche arrière. Par conséquent, le couple du bras de serrage admissible doit être
respecté (voir tableau). Si les valeurs recommandées pour le poids maximal du bras
de serrage sont dépassées, un amortissement de position de fin de course réglable
doit être utilisé.
Type Ø vérin Couple max. admissible
864/865/866 20 1,00 Nm
864/865/866 32 1,25 Nm
864/865/866 40 1,50 Nm
864/865 50 3,00 Nm
Fig. 1 Fig. 2
Poids
(kg) GN 864-20-BI/BL Poids
(kg) GN 864-32-BI/BL
2
1,5
1
0,5
050 75 100 125 150 175
2,5
2
1,5
1
0,5
050 75 100 125 150 175
Longueur (mm) Longueur (mm)
Poids
(kg) GN 864-40-BI/BL Poids
(kg) GN 864-50-BI/BL
3
2,5
2
1,5
1
0,5
050 75 100 125 150 175
6
5
4
3
2
1
050 75 100 125 150 175
longueur (mm) longueur (mm)
4. Interrogation du statut de fonctionnement et de commutation
Un interrupteur de proximité externe (capteur inductif GN 893.1/893.2/893.3) est prévu
pour les interrogations du statut de fonctionnement et de commutation. Il est vissé sur le
côté du boîtier du dispositif de serrage de force et la prise est reliée au circuit électrique.
Le fonctionnement avec une tension erronée ou trop élevée peut entraîner un court-circuit
et des lésions corporelles. Pour garantir un fonctionnement parfait, la température
ambiante max. de 80 °C ne doit pas être dépassée. Si elle est supérieure à cette valeur, un
capteur spécial doit être utilisé.
4.1 Affichage DEL
vert = tension de fonctionnement, rouge = statut de commutation fermé, jaune = statut de commuta-
tion ouvert
5. Réglage de la force de serrage
Avertissement : lors du réglage des bras de serrage, les doigts peuvent être
écrasés ou coupés. Il est interdit d‘intervenir dans la zone de serrage des bras de
serrage lorsque le dispositif de serrage est actionné. Si des travaux doivent être
réalisés sur l‘outil de serrage, l‘alimentation en air comprimé doit être coupée au
préalable.
La force de serrage est atteinte grâce à un mécanisme courbe spécial qui établit la
force de serrage maximale lorsque la position de serrage (0°) est atteinte. Dans cette
position, le dispositif de serrage est serré automatiquement. La force de serrage
obtenue est maintenue, même en cas de chute de pression.
5.1 Réglage de la force de serrage GN 864
· Couper l‘alimentation en air comprimé du dispositif de serrage
· Visser la pièce de contour ou la vis de compression sur le bras de serrage.
· Autres étapes de réglage conformément aux images suivantes :
·
1
Positionner.
2
Fermer le dispositif de serrage.
3
Régler les vis de compression ou
placer les plaquettes de réglage
dans le bras mobile jusqu‘à ce
que la pièce usinée soit en appui
(sans pression).
4
Ouvrir le dispositif de serrage
jusqu‘à ce que la position de fin
de course soit atteinte.
5
Serrer les vis de compression
conformément au tableau ou
positionner des plaquettes de
réglage.
Pression de fonctionnement de 6 bars
20 32
Rotation
(degrés°) Plaquettes
de régl. Force de
serrage (N) Rotation
(degrés°) Plaquettes
de régl. Force de
serrage (N)
0° 000° 0 0
149° 0.50 ~810 222° 0.90 ~1460
192° 0.70 ~1220 247° 1.00 ~2190
213° 0.80 ~1620 296° 1.20 ~2920
40 50
Rotation
(degrés°) Plaquettes
de régl. Force de
serrage (N) Rotation
(degrés°) Plaquettes
de régl. Force de
serrage (N)
0° 000° 0 0
224° 1.10 ~2810 262° 1,30 ~3250
274° 1.30 ~3880 324° 1,60 ~4880
324° 1.60 ~4960 401° 2,00 ~6510
5.2 Réglage de la force de serrage GN 866
1
Régler définitivement la vis de com-
pression inférieure.
Puis, positionner la pièce
2
Amener les bras de serrage en posi-
tion de serrage (fermer le dispositif
de serrage de force) avec de l‘air
compri-mé ou à la main.
3
Serrer les deux vis de compression
du dispositif de serrage jusqu‘à ce
qu‘elles soient en contact avec la tôle
sans pression.
4
Ouvrir le dispositif de serrage avec de
l‘air comprimé ou manuellement,
jusqu‘à ce que la position de fin de
course soit atteinte.
5
Ajuster les vis de compression con-
formément à la cote H ou à l‘angle de
rotation.
Pression de fonctionnement de 6 bars
20 32
Rotation
(degrés°) H
(mm) Force de
serrage (N) Rotation
(degrés°) H
(mm) Force de
serrage (N)
0° 000° 0 0
236° 0,81 900 360° 1.50 1700
230° 0,93 1030 420° 1.75 2050
Après avoir réglé la force de serrage souhaitée conformément à la pression de travail
(6 bars), s‘assurer que le dispositif de serrage (voir point 5.3 Auto-serrage) est irré-
versible.
5.3 Auto-serrage
Une fois que la force de serrage souhaitée a été réglée, conformément à la pression de
travail minimale (tableau « Pression de fonctionnement »), l‘auto-serrage du dispositif doit
être contrôlé.
Contrôle de la distance des paliers :
· visser le couvercle latéral des
paliers sur le dispositif de serrage
· Si la position du bras de serrage (0°)
est atteinte, un auto-serrage existe
si
A=0,5 mm
+1
0
6. Maintenance
Les dispositifs de serrage sont conçus avec des paliers et roulements sans maintenance,
en vue de leur utilisation dans la production en grandes séries. Cependant, il est néces-
saire de dégager le dispositif des impuretés. L‘intervalle de maintenance est déterminé en
fonction des conditions ambiantes et de la fréquence d‘utilisation.
6.1 Nettoyage
· Dévisser le capot
· Souffler le dispositif de serrage des deux côtés
· Pulvériser un lubrifiant adapté aux paliers à aiguilles sur le mécanisme
· Revisser les capots
Le nettoyage avec un système haute pression, de la glace carbonique ou un dispositif
analogue peut endommager le dispositif de serrage !
Dans le cas d‘une utilisation dans des conditions ambiantes extrêmes (bavures de
soudage, corrosion, températures élevées, etc.), notamment en cas de soudage à l‘arc, le
dispositif de serrage doit être doté d‘un revêtement spécial (fluoropolymère).
Les dispositifs de serrage GN 865/866 ne sont pas adaptés à une utilisation pour du
soudage à l‘arc.
6.2 Air comprimé
· Il est recommandé d‘utiliser de l‘air comprimé préparé (filtré) afin d‘éviter une détério-
ration des composants intérieurs du dispositif de serrage due à des particules, comme
de la poussière, de l‘huile, etc.
· Dans le cas d‘un système d‘air comprimé avec lubrification à l‘huile, l‘huile employée
doit être une huile minérale ou synthétique, dans le but d‘éviter une incompatibilité
avec la graisse des joints.
6.3 Graisse lubrifiante pour joints
· La graisse commune AR 34-402 est utilisée sur tous les dispositifs de serrage stan-
dards. Dans le cas de modèles spéciaux, pour des températures élevées, utiliser de la
Barrierta L55/1. Les deux graisses sont des marques de la société Klüber Lubrication.
Pour de plus amples informations, veuillez vous adresser au fabricant.
6.4 Pression de fonctionnement
Avertissement : la pression de fonctionnement maximale ne doit pas dépasser 10bars
! La pression de travail normale est de 6 bars. Cela s‘applique à tous les formats.
Déverrouillage du dispositif de serrage
Si le mécanisme de serrage se trouve au point mort haut, le
dispositif de serrage maintient sa force de serrage malgré la
chute de pression. Un déverrouillage peut uniquement être
effectué par un nouvel apport d‘air comprimé ou à la main.
Ce faisant, la tige de piston du dispositif de serrage doit être
abaissée (voir figure).
Avertissement risque d‘écrasement :
si le dispositif de serrage est déverrouillé manuellement, le bras de serrage peut s‘ou-
vrir d‘un seul coup. Par conséquent, ne jamais intervenir dans la zone de pivotement.
7. Démontage / Montage du kit pneumatique
Pour le démontage des joints, procéder comme suit :
1
Retirer l‘interrupteur de proximité + les
deux capots latéraux.
2
Retirer le palier et l‘arbre
3
Abaisser la tige. 4
Retirer le bras de serrage.
5
À l‘aide de deux vis à six pans creux et
d‘une clé à fourche, dévisser la tête.
6
Extraire le vérin du carter.
7
Desserrer et dévisser
le joint.
8
Extraire la tige de piston en la
tirant droit vers le bas.
9
Remplacer l‘ancien roulement par un
neuf.
Pour le montage des joints, procéder dans l‘ordre inverse.
10
Remplacer les joints (deux pièces). 11
Introduire le vérin et comprimer soi-
gneusement.
12
Préparer la tige avec la chemise de
cylindre et le joint conformément au
schéma.
13
Faire glisser la tige vers le haut en
direction du bras de serrage, puis
serrer la vis.
14
Serrer la tête à l‘aide d‘une clé à four-
che.
15
Faire glisser la tige vers le haut, jusqu‘à
la moitié du trou oblong.
16
Montage du manchon
à l‘aide du boulon.
17
Poser le dispositif de serrage sur le
côté et monter les boulons et le palier.
18
Replacer le capot latéral
sur le dispositif de serrage.
19
Tourner le dispositif de serrage et
remonter le palier du côté opposé.
20
Monter le capot latéral.
8. Test de fonctionnement / Test d‘étanchéité
Tous les dispositifs de serrage de force de la gamme GN 864/865/866 sont soumis à un
test de fonctionnement et à un test d‘étanchéité. Les tests suivants ont été réalisés pour
chaque dispositif de serrage de force.
8.1 Test de fonctionnement
Pour stabiliser les composants élastiques, les dispositifs de serrage sont soumis à une
pression maximale (10 bars) et exploités sur quelques cycles.
8.2 Test d‘étanchéité
Les compartiments du dispositif de serrage sont sollicités à la pression de travail (5 bars).
Ce faisant, la chute de pression pendant 8 secondes ne doit pas dépasser 1,5 mbar.
8.3 Test de friction
Le dispositif de serrage est soumis à une pression minimale sur quelques cycles. Ce
faisant, aucune altération fonctionnelle ne doit être constatée. Des bavures ou copeaux
non souhaités peuvent ainsi être décelés.
9. Garantie
9.1 Durée
Les dispositifs de serrage détaillés dans ce mode d‘emploi bénéficient d‘une période de
garantie de 12 mois à compter du transfert des risques.
9.2 Couverture de la garantie
La garantie couvre toutes les pièces défaillantes du système, ainsi que les réparations
nécessaires.
9.3 Limites de la garantie
· Sont exclus de la garantie :
· Les dommages ou défauts occasionnés par une manipulation incorrecte du système,
des négligences, une surcharge, un fonctionnement sans surveillance, une augmenta-
tion de pression, une installation défectueuse ou d‘autres conditions extrêmes.
· Toutes les réparations n‘ayant pas été réalisées par nos techniciens.
· Les pièces d‘usure
· Les éventuels dommages et défauts occasionnés par un arrêt de la machine.
Tableau des pièces de rechange, voir verso ›