Page 2 Page 3
1. Most bumper repair can be done using the factory pre-set temperature set-
tings with the air/nitrogen ow set at 12 LPM, however the chart above may be
used to ne-tune the nitrogen welder for use on dierent materials.
Note: Going outside the range on the chart is generally not needed, nor
recommended unless you are welding unusually thin or thick material or if
the material you are welding has an unusually high or low melting point. It’s
important to note that when increasing the temperature without increasing the
airow, the heating element can be over-heated easily, causing a dramatic re-
duction in the life-span of the element. Over-heating is indicated by a glowing
outer steel torch barrel. If this happens, immediately turn down the tempera-
ture and turn up the air and nitrogen ow. If an over-heat condition continues
uncorrected for any length of time, a re hazard will result, the heating ele-
ment will eventually burn out, and the handle of the torch may be destroyed by
the excessive heat.
2. Changing the airow from air to nitrogen is automatic when the torch is
removed from the holster.
3. Once the welder has warmed up, welding is accomplished by directing the
heated nitrogen at the intersection of the area to be repaired on the base ma-
terial and the welding rod. The welding rod should be applied perpendicular to
the base material with the welder aimed at approximately a 45° angle between
the two.
4. The substrate should begin to gloss over in 3 to 5 seconds after applying
the heat. At this point, begin pressing the rod downward onto the surface, roll-
ing it towards the heat. Be sure the surface of the rod and the surface of the
substrate are both melted when pushing the two materials together.
For more information on welding plastic, please watch the instructional videos
found at www.polyvance.com.
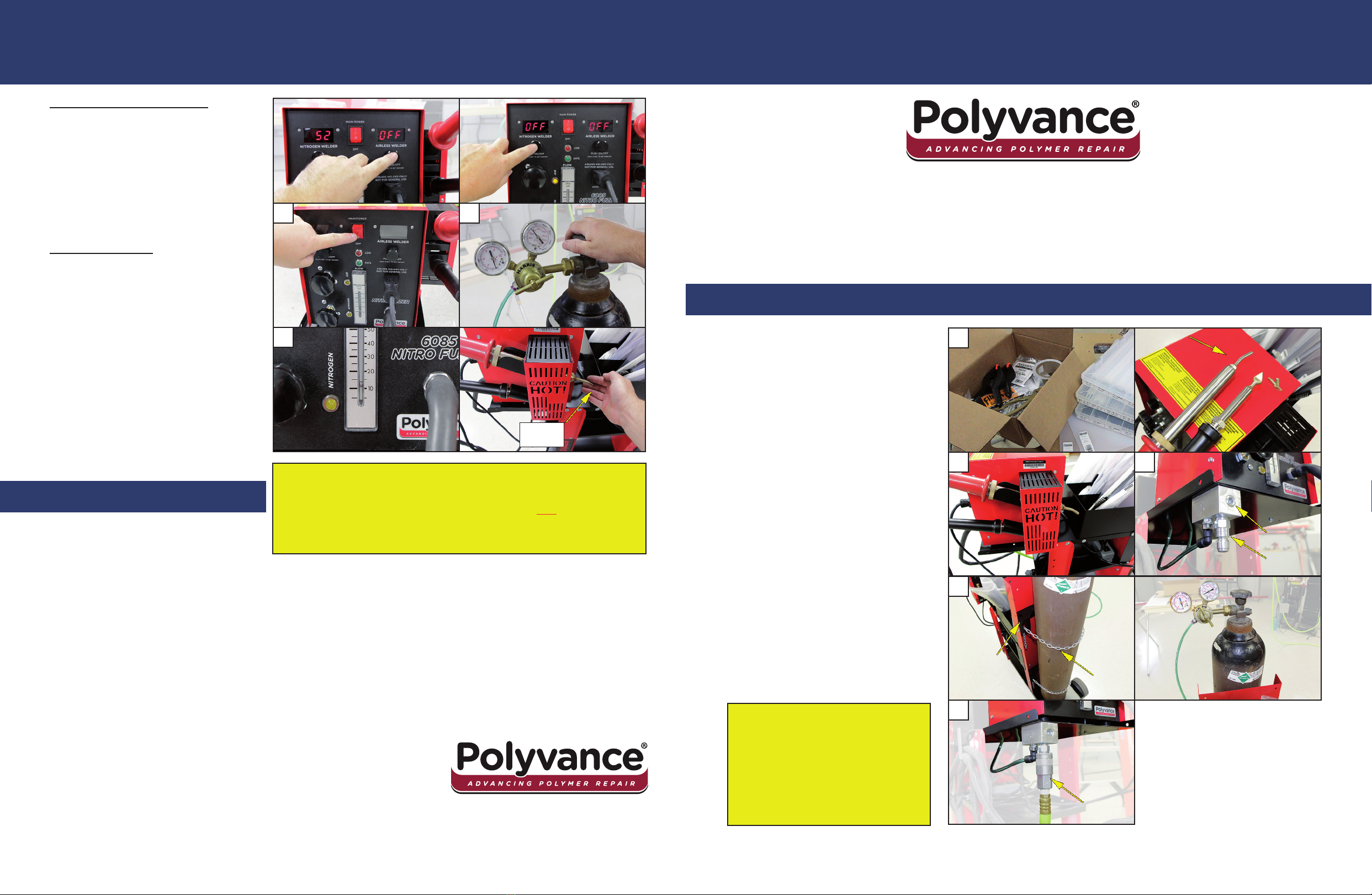
6. Adjust the nitrogen regulator on the
nitrogen bottle to read between 20 - 50 psi.
7. Turn on the main power switch to the
welder. Both welders will show “OFF.” Do
not turn them on until the air/nitrogen ow
is set correctly.
8. Adjust the ow of the AIR using the top
regulator on the front of the welder so the
ow gauge reads 12 LPM. At this setting,
the ball will oat halfway between the
10 and 15 LPM lines. (Note: if the main
power is OFF, compressed air will continue
to ow through the welder.)
9. No power is owing to the heating
elements yet, but the indicator light
showing “AIR” is owing should be on.
To make nitrogen ow, remove the hot
air welder from the holster. The indicator
light will switch to “NITROGEN” and an
electronically controlled valve inside the
welder will switch the ow from “AIR” to
”NITROGEN”. With the “NITROGEN”
light illuminated, use the lower regulator
on the front of the welder to adjust the
nitrogen ow to the same setting as the air
ow (12 LPM), then place the welder back
into the holster. The indicator light will
automatically change back to “AIR.” To see
if both of your ow setting match, toggle
the “AIR” and “NITROGEN” ows by lifting
the welder from the holster and setting it
back in. The oating ball should remain at
12 LPM regardless of which air supply is
indicated.
10. Turn on the nitrogen and airless
welders by pushing their respective control
knob once. The nitrogen welder is preset
to 52 and the airless welder is preset to
100. These temperature settings are
suitable for most polypropylene welding
with the air ow set at 12 LPM.
11. Check to make sure the green “SAFE”
light is on. If it does NOT illuminate
when the airow is over 10 LPM, contact
Polyvance tech support for adjustment
procedure.
12. With the green light on, allow the
welders to warm up completely (5 to 10
minutes) before welding. Note: the airless
welder’s heat is not dependent on the
green “Safe” light.
Type of Plastic Melting Temp. Series of
Welding Rod
Recommended Temperature
Setting on Nitrogen Welder Air Flow
Polyurethane (RIM, PUR) N.A. R01 70-100 (AIRLESS WELDER ONLY) N.A.
Polypropylene (PP) 160-166 °C (320 -331 °F) R02 52-60 12
ABS 105 (221°F) R03 44-52 12
Polyethylene (LDPE) 105-115 °C (221-239 °F) R04 44-52 12
TPO 177°C (350°F) R05 52-60 12
Nylon (PA) 269°C (516°F) R06 60-68 12
Polycarbonate (PC) 155°C (311°F) R07 44-52 12
PVC 177°C (350°F) R09 44-52 12
Polyethylene (HDPE) 190°C (375°F) R12 56-64 12
PET 254°C (490°F) R13 56-64 12
ASA 220°C (428°F) R14 44-52 12
GTX 275-300°C (527-572°F) R15 60-68 12
Temperature Setting Suggestions*
* Most welding operations will be at the recommended settings. Welding outside the
recommended range may be needed if the plastic being welded is very thin or thick or
if a higher or lower airow is used. Extreme care must be taken to avoid overheating
the element.
Welding Basics:
CAUTION: A LWAYS maintain airow through the welder
while it is hot or the power is on. Failure to do so will burn
out your heang element. Polyvance DOES NOT WARRANT
the heang element because its life is completely under
YOUR control.
1
2
3
4
76
8
9
10
11
12 LPM
Set between 20
and 50 psi
12 LPM