Page 6
When you return the torch to the holster, the welder will start its automatic cooldown pro-
cess. The air pump remains on to cool the heating element. You will see the temperature
reduce. Once it returns to 100°C (212°F), the air pump will automatically turn o. The LCD
screen will return to showing three dashes and the words “HOT AIR”, indicating that the
torch is ready to use once you pick it up from the holster.
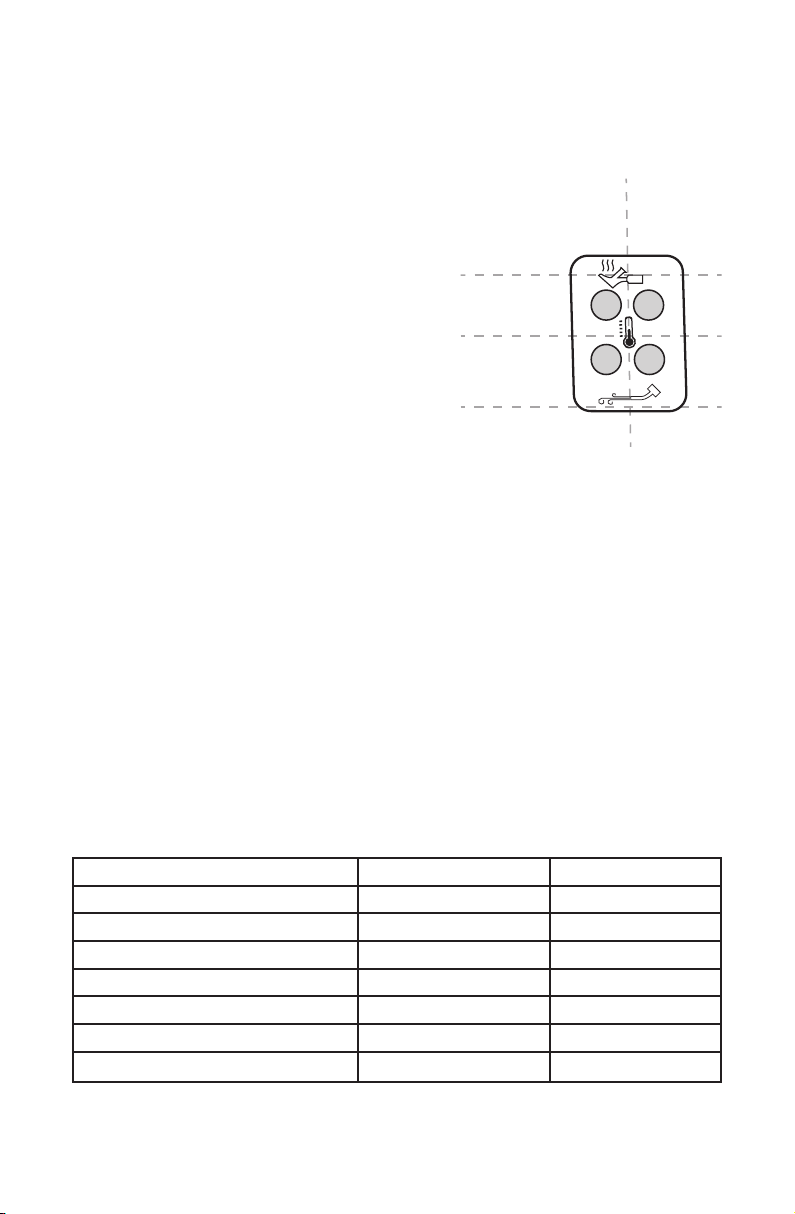
6.2.1 Adjusting Welder Temperature - To adjust the
welder temperature, push the appropriate buttons on
the control panel as shown in the image to the right.
6.2.2 Adjusting Hot Air Welder Airow - Rotate the
airow control knob clockwise to increase ow and
counterclockwise to reduce ow. The graphic on the
LCD screen gives a visual indication of the relative
ow rate. The ow rate may be adjusted to suit the
thickness of plastic being welded. Typically, thicker
plastics will need higher ow and thinner plastics will
need lower ow.
6.2.3 Toggling Hot Air Welder Power - Pushing the
airow control knob will toggle power to the hot air
torch. Push the knob once and you will see the words “HOT AIR” on the LCD screen turn
o and you will see the temperature readout start to come down. The air pump will remain
on until the heating element is cooled down. Push the knob again and the words “HOT AIR”
on the LCD screen will turn on and the temperature will start to rise toward the setpoint.
Returning the torch to the holster will start the automatic cooldown process, so toggling the
power with the knob is not needed in most situations.
7.0 SETTING MEMORY BUTTONS
You may save your preferred welder settings with one of the three memory buttons, labeled
M1, M2, and M3. To save preferred welder settings, adjust the welder’s parameters (airow,
hot air welder temperature, airless welder temperature, and C°/F°) to the settings you want
to save. Press and hold the memory button to which you would like to save these settings
for two seconds, until you hear a beep. These settings are now saved to that button.
Airow setting depends on the thickness of the plastic you are welding. Reduce airow
when welding thin plastics. Increase airow when welding thick plastics.
Temperature setting depends on the type of plastic you are welding. Use the settings in the
below table as a guide for welding various common plastics. Adjust up or down as neces-
sary to suit your need.
Plastic Type Hot Air Temp. Setting Airless Temp. Setting
ABS - acrylonitrile butadiene styrene 325°C / 620 °F 325°C / 620 °F
HDPE – high density polyethylene 400°C / 750 °F 400°C / 750 °F
LDPE – low density polyethylene 375°C / 700 °F 375°C / 700 °F
PA – polyamide (nylon) 450°C / 840 °F 450°C / 840 °F
PC - polycarbonate 350°C / 660 °F 350°C / 660 °F
PP – polypropylene 400°C / 750 °F 400°C / 750 °F
PUR - polyurethane (do not use hot air on PUR) 290°C / 550°F
-+
Hot Air
Airless
-+
irless welder
temperature
adjustment buttons
Hot air welder
temperature
adjustment buttons
Press left
button to
reduce
temperature
Press right
button to
increase
temperature