Index
1Summary..................................................................................................................................4
1.1 Product Advantages...............................................................................................................4
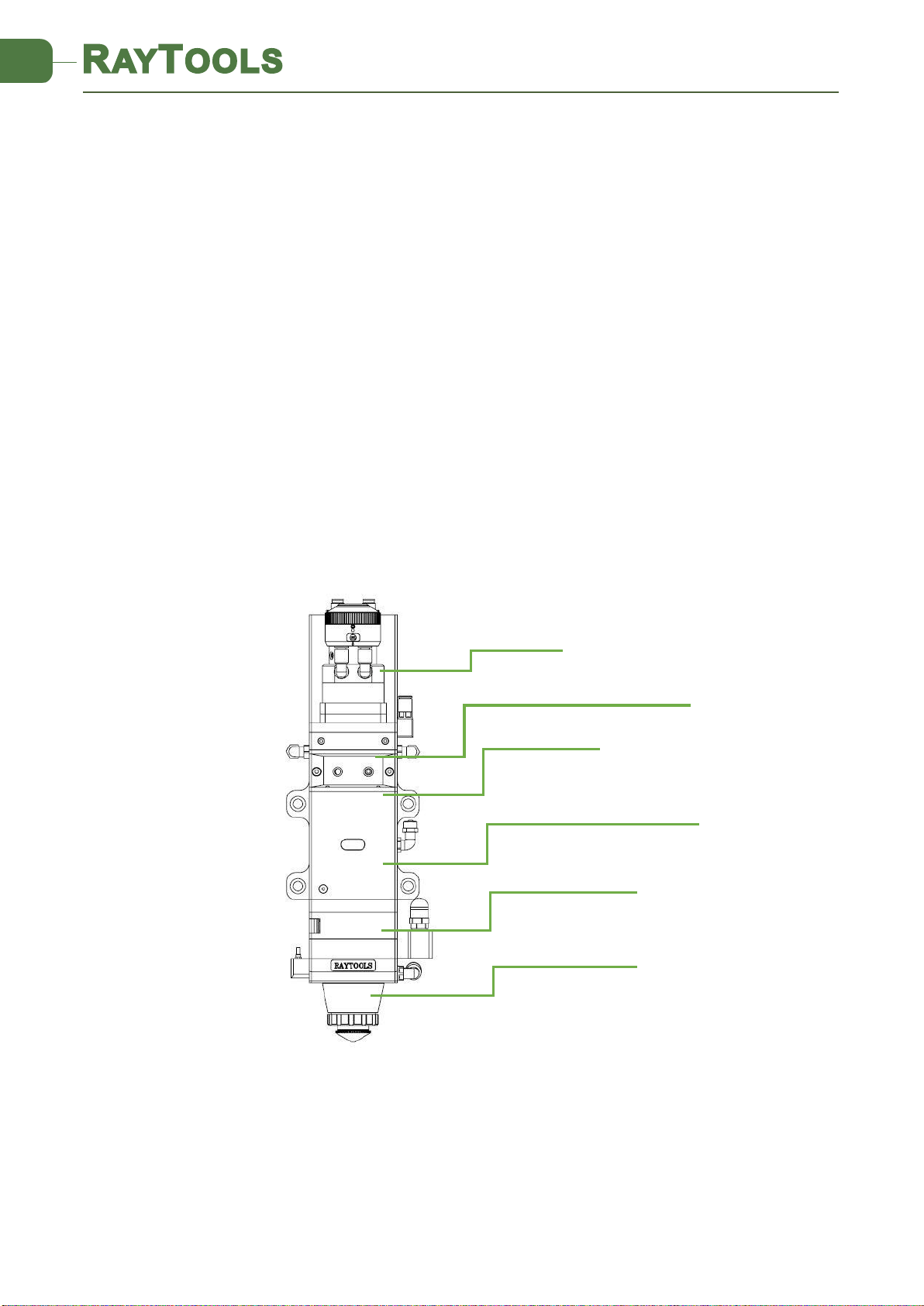
1.2 Structure & Function .............................................................................................................5
2Machinery Installation .............................................................................................................6
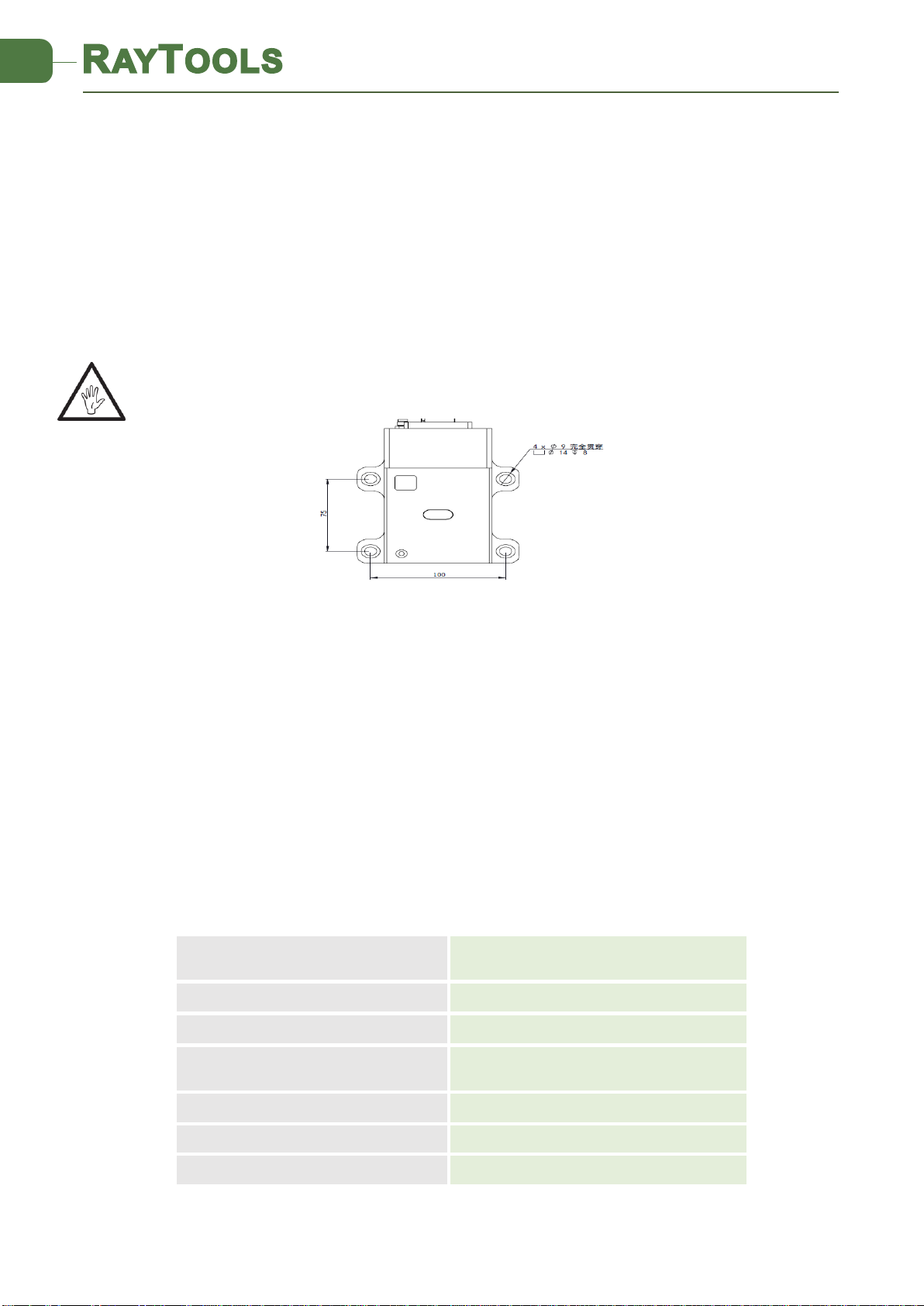
2.1 Mounting ...............................................................................................................................6
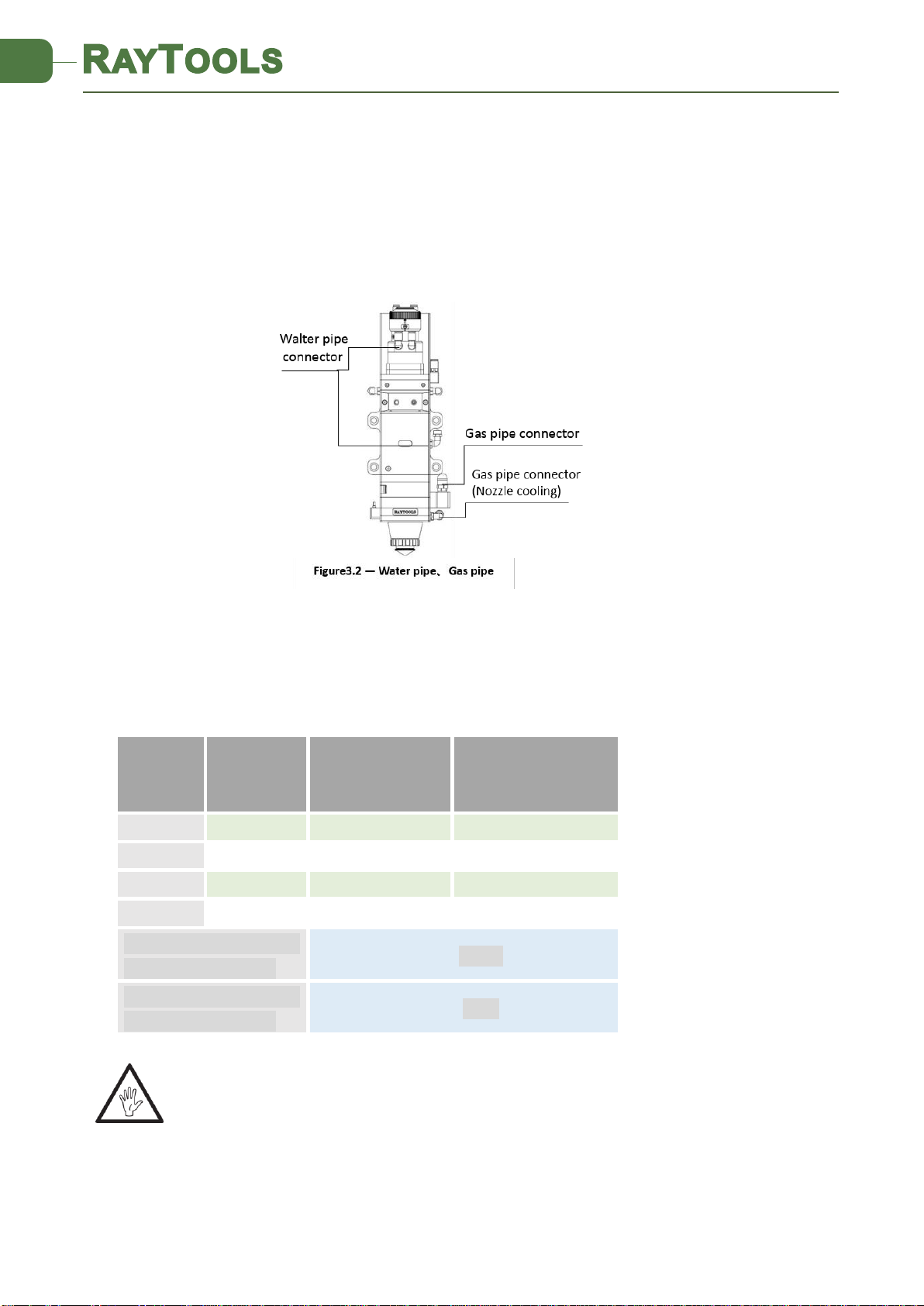
2.2 Connection of Water Pipe and Gas Pipe ...............................................................................6
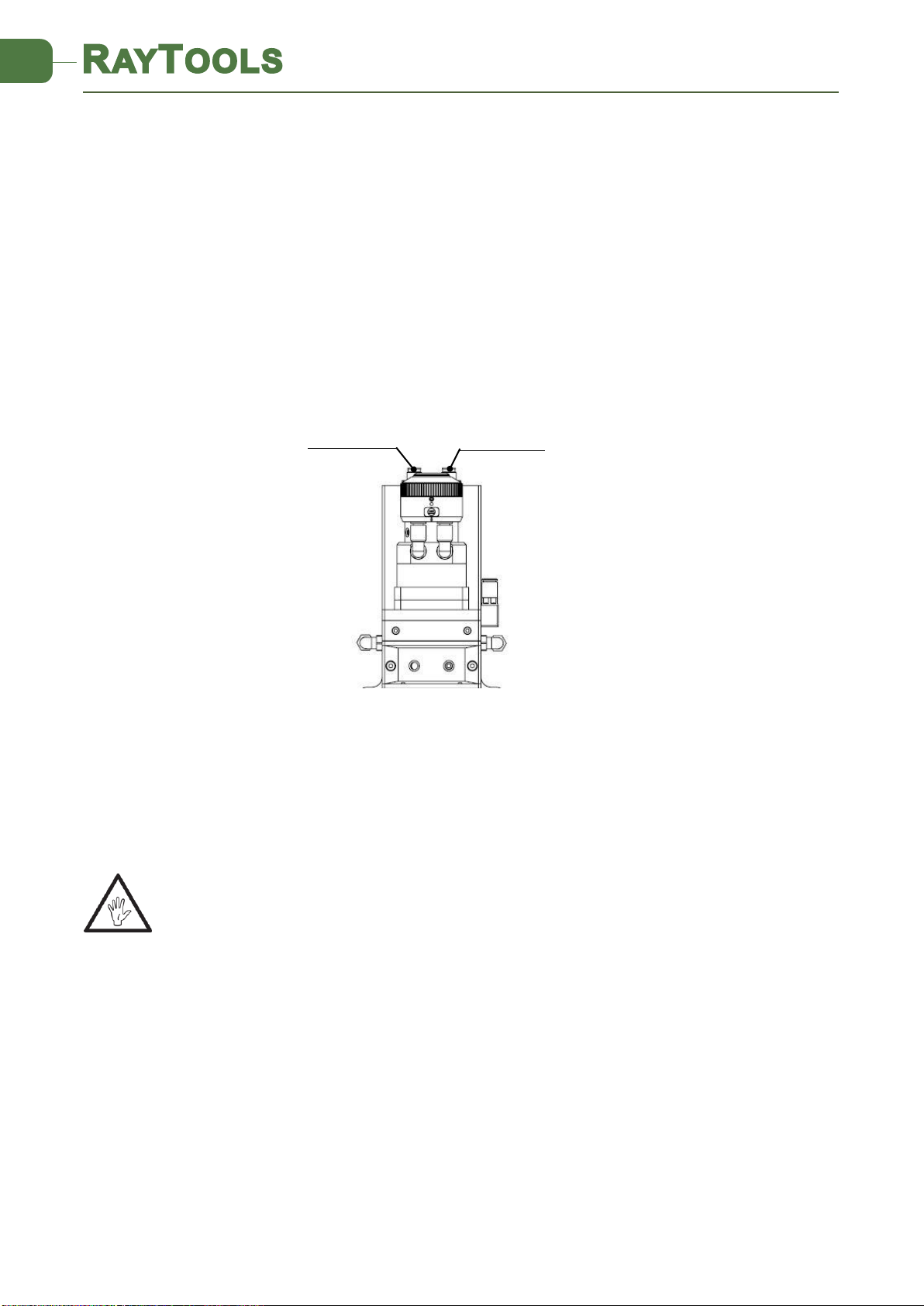
2.2.1 Water-cooled interface.........................................................................................6
2.2.2 Assist gas interface ...............................................................................................7
2.3 Connection of Cutting Head Cable ........................................................................................8
2.3.1 Connection of Cutting Head and Cable ................................................................8
2.3.2 Cable connection and drive connection...............................................................8
2.4 Fiber Input Interface..............................................................................................................8
2.5 Fiber Insertion and Interface Direction Adjustment .............................................................9
3System Installation Commissioning .......................................................................................10
3.1 ETC_F100 Installation ..........................................................................................................10
3.1.1 Interface & Signal ...............................................................................................10
3.1.2 Wiring .................................................................................................................12
3.1.3 Dimension of ETC_F100......................................................................................13
1.1 Figure 4.3 —Overall size of ETC-F100 controller (unit: mm)...............................................13
3.1.4 Dimension of Drive.............................................................................................14
3.2 FSCUT (BC) with position mode...........................................................................................14
3.2.1 Wiring .................................................................................................................14
......................................................................................................................................15
3.2.2 Interface Operation ............................................................................................16
3.3 FSCUT (BC) with velocity mode ...........................................................................................16
3.3.1 Wiring .................................................................................................................16
3.3.2 Software settings................................................................................................17
3.3.3 Interface Operation ............................................................................................18
4Beam Adjustments and Focusing...........................................................................................18
4.1 Beam Adjustments (QBH interface) ....................................................................................18
4.2 The Focus Position Adjustment ...........................................................................................19
5Maintenance.......................................................................................................................... 20
5.1 Cleaning Lens.......................................................................................................................20
5.2 Removal and Installation of Lenses .....................................................................................20
5.2.1 Removal and Installation of Collimating Protective Lenses ...............................20
5.2.2 Removal and Installation of Collimating Lenses.................................................21
5.2.3 Removal and Installation of Collimating Lenses.................................................22
5.2.4 Removal and Installation of Focus Lenses..........................................................23