Thank you for purchasing a Sealey Welder. Manufactured to a high standard this product will, if used according to these instructions and properly maintained, give
you years of trouble free performance.
IMPORTANT: BEFORE USING THIS PRODUCT, PLEASE READ THE INSTRUCTIONS CAREFULLY. MAKE CAREFUL NOTE OF SAFETY INSTRUCTIONS,
WARNINGS AND CAUTIONS. THIS PRODUCT SHOULD ONLY BE USED FOR ITS INTENDED PURPOSE. FAILURE TO DO SO MAY CAUSE DAMAGE
AND/OR PERSONAL INJURY AND WILL INVALIDATE THE WARRANTY. RETAIN THESE INSTRUCTIONS FOR FUTURE USE.
1. SAFETY INSTRUCTIONS
1.1 ELECTRICAL SAFETY.
WARNING! It is the user’s responsibility to check the following: You must check all electrical equipment and appliances to ensure they are safe before
using. You must inspect power supply leads, plugs and all electrical connections for wear and damage. You must ensure the risk of electric shock is minimised by
the installation of appropriate safety devices. An RCCB (Residual Current Circuit Breaker) should be incorporated in the main distribution board. We recommend
that an RCD (Residual Current Device) is used with all electrical products. It is particularly important to use an RCD together with portable products that are
plugged into an electrical supply not protected by an RCCB. If in doubt consult a qualified electrician. You may obtain a Residual Current Device by contacting your
Sealey dealer. You must also read and understand the following instructions concerning electrical safety.
1.1.1 The Electricity At Work Act 1989 requires all portable electrical appliances, if used on business premises, to be tested by a qualified person at least
once a year by using a Portable Appliance Tester (PAT).
1.1.2 The Health & Safety at Work Act 1974 makes owners of electrical appliances responsible for the safe condition of the appliance, and the safety
of the appliance operator. If in any doubt about electrical safety, contact a qualified electrician.
1.1.3 Ensure the insulation on all cables and product itself is safe before connecting to mains power supply. See 1.1.1. use a (PAT).
1.1.4 Ensure that cables are always protected against short circuit and overload.
1.1.5 Regularly check power supply, leads, plugs and all electrical connections for wear or damage, especially power connections to ensure none is loose.
1.1.6 Check the voltage marked on the product is the same as the electrical power supply to be used. Check fused plugs are fitted with correct capacity fuse.
1.1.7 DO NOT pull or carry the powered appliance by its power supply lead. Products such as inverters must not be pulled or carried by their output cables.
1.1.8 DO NOT pull power plugs from sockets by the power cable.
1.1.9 DO NOT use worn or damage leads, plugs or connections. Immediately replace or have repaired by qualified persons. In case of damage, cut off and fit a
new plug according to the following instructions.
1.1.10 NO plug is fitted to this machine. Whilst it is possible to perform TIG welding at lower power settings using a 13Amp mains source, ordinary
ARC welding (without gas) and TIG welding at higher power settings will require the machine to be connected to a 30Amp supply either by
direct wiring into your mains circuit or by fitting an industrial round pin plug & socket for more flexible usage. In either case we recommend you
contact a qualified electrician to assess your existing wiring installation and follow his recommendations in full. Particular attention should be
paid to the provision of adequate fuses on the mains circuit and to the earthing of the machine.
If a 13Amp power source is used wire the plug as shown to the right.
a) WARNING! Ensure the unit is correctly earthed via a three-pin plug.
b) Connect the Yellow/Green earth wire to the earth terminal ‘E’.
c) Connect the Brown live wire to live terminal ‘L’.
d) Connect the Blue neutral wire to the neutral terminal ‘N’.
WARNING! Be very cautious if using a generator to power the Inverter. The generator must be self regulating
and stable with regard to voltage, waveform and frequency. The output must be greater than the power
consumption of the Inverter. If any of these requirements is not met the electronics within the Inverter may be
affected.
NOTE:The use of an unregulated generator may be dangerous and will invalidate the warranty on the Inverter.
WARNING! The Inverter may produce voltage surges in the mains supply which can damage other sensitive
equipment (e.g. computers). To avoid this happening it is recommended that the Inverter is connected to a power supply that does not feed any
sensitive equipment.
1.2 GENERAL SAFETY
DANGER! Unplug the inverter from the mains power supply before connecting or disconnecting cables or performing maintenance or service.
Direct contact with the inverter circuit is dangerous.
Keep the inverter and cables in good working order and condition. (Take immediate action to repair or replace damaged parts).
Use genuine parts and accessories only. (Non recommended parts may be dangerous and will invalidate the warranty).
Locate inverter in an adequate working area for its function. Ensure area has adequate ventilation as welding fumes are harmful.
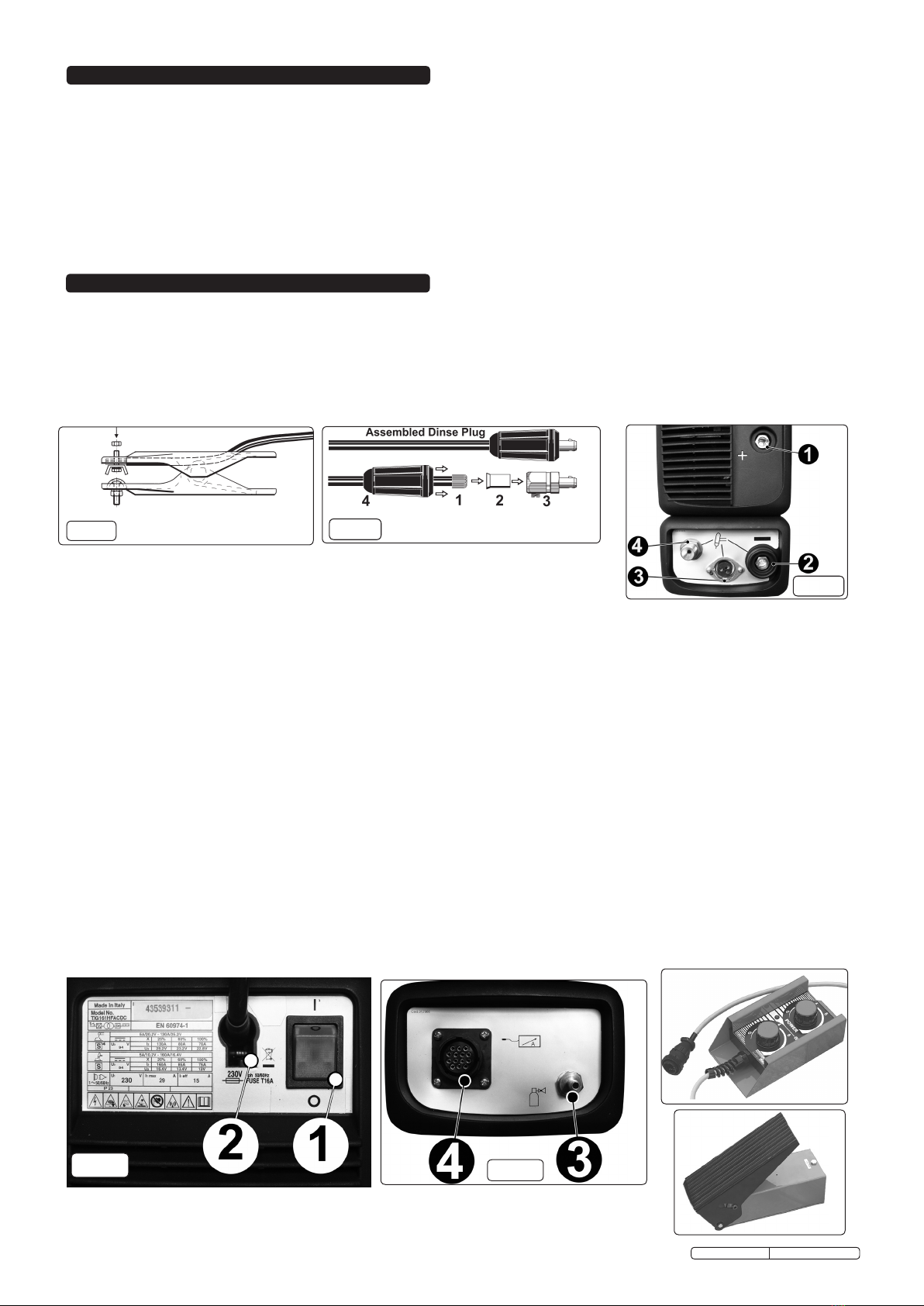
WARNING! If it is necessary for you to assemble the work clamp cable, ensure that sufficient copper strands are exposed and turned back to make
full contact within the dinse plug to ensure a good electrical contact. Loose connection will cause overheating, rapid deterioration and loss in efficiency.
Ensure there is no obstruction to the flow of clean cool air through the ventilation apertures and ensure there are no conductive dusts, corrosive vapours or
humidity which could enter the inverter and cause serious damage.
Keep working area clean and tidy and free from unrelated materials. Also ensure the working area has adequate lighting.
WARNING! Use welding head shield to protect eyes and avoid exposing skin to ultraviolet rays given off by electric arc. Wear safety welding gauntlets.
Remove ill fitting clothing, remove ties, watches, rings, and other loose jewellery, and contain long hair.
Ensure the workpiece is correctly secured before operating the inverter.
Avoid unintentional contact with workpiece. Accidental or uncontrolled switching on of the torch may be dangerous and will cause the nozzle to wear.
Keep unauthorised persons away from the working area, and any persons working within the area must wear the same protective items as the user.
Operators must receive adequate training before using the inverter. The inverter must only be operated under supervision.
Stand correctly keeping a good footing and balance, ensure the floor is not slippery, and wear non-slip shoes.
WARNING! When unit is switched off wait for 15 seconds whilst capacitors discharge before opening the case.
Turn voltage switch to "0" (off) when not in use.
DO NOT operate the inverter if it or its cables are damaged.
DO NOT use welding cables over 10m in length. (Cables should be as short as possible).
DO NOT attempt to fit any non genuine torches, components, or parts to the inverter unit. To do so may cause damage and will invalidate your warranty.
DO NOT use any metallic structure which is not part of the work piece as a substitute for the return cable. This may jeopardise results and may
be dangerous. Exception: Metallic work bench, but connect as near to weld as possible.
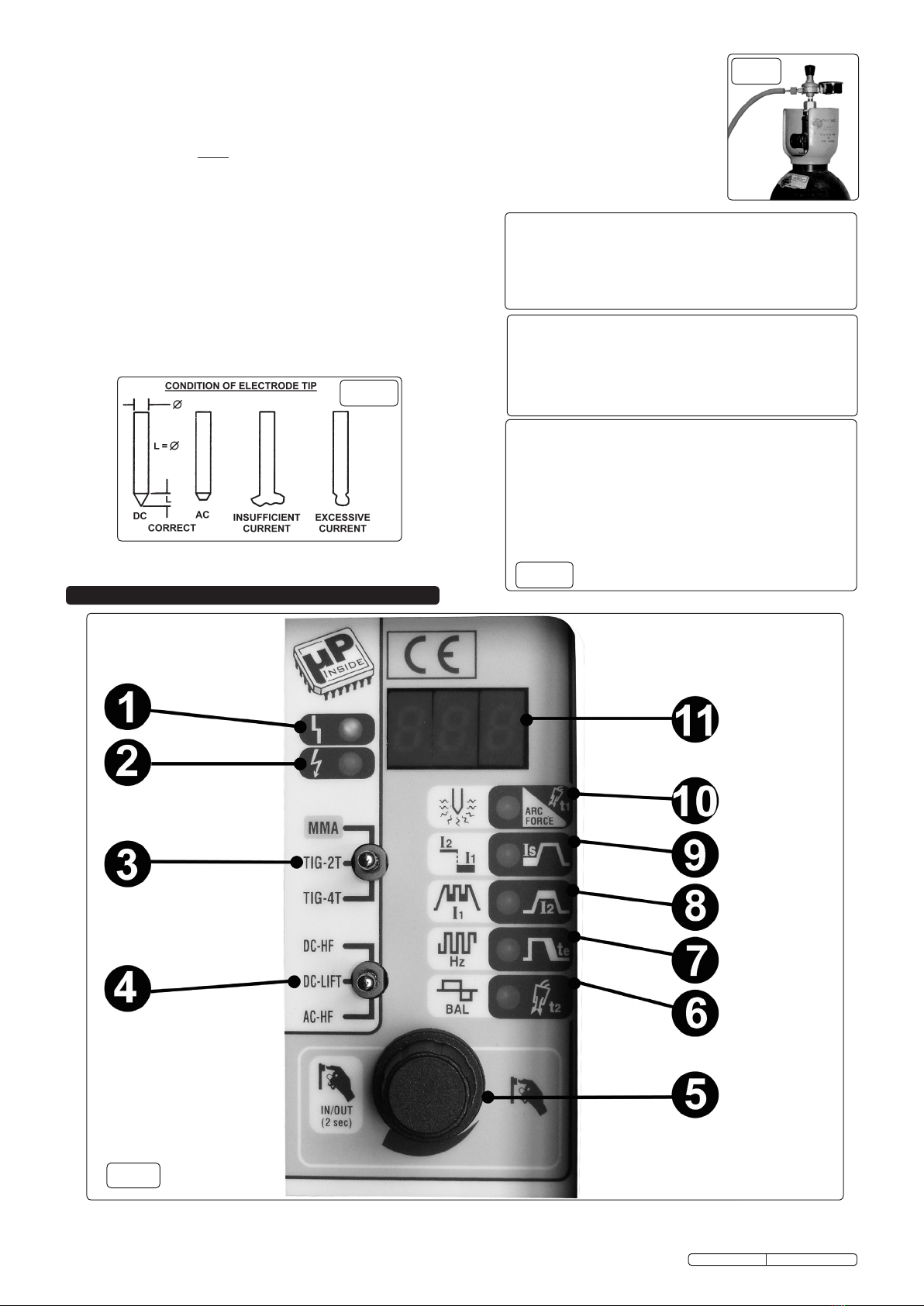
DO NOT hit the electrode on the workpiece, this may damage the electrode and make strike-up difficult.
DO NOT get inverter wet or use in damp or wet locations or areas where there is condensation.
DANGER! DO NOT weld near inflammable materials, solids, liquids, or gases.
DO NOT weld containers or pipes which have held flammable materials or gases, liquids or solids. Avoid operating on materials cleaned with chlorinated
solvents or near such solvents.
DO NOT pull the inverter by the cable, or the torch, and DO NOT bend or strain cables, protect from sharp or abrasive items, and DO NOT stand on cables or
leads. Protect from heat. Long lengths of slack must be gathered & neatly coiled. DO NOT place cables where they may endanger others.
DO NOT touch the workpiece close to the weld as it will be very hot. Allow to cool.
DO NOT touch the torch immediately after use. Allow the torch to cool.
DO NOT operate inverter while under the influence of drugs, alcohol or intoxicating medication, or if fatigued.
When not in use store the inverter in a safe, dry, childproof area.
Brown
Live
wire
FUSE RATING13AMP BUT
TO GAIN MAXIMUM OUTPUT THE
INVERTER MUST BE CONNECTED
TO A 30AMP SUPPLY
Blue
Neutral
wire
Yellow &
Green
Earth wire
Original Language Version
INSTRUCTIONS FOR:
TIG/MMA HF ACDC INVERTER
WELDER 160AMP 230V
Model No. TIG161HFACDC
TIG161HFACDC Issue: 1 - 03/11/11