5
1 AVVERTENZE
Prima di iniziare qualsiasi operazione siate sicuri di
aver ben letto e compreso questo manuale.
Non apportate modifiche e non eseguite manuten-
zioni non descritte.
Il produttore non si fa carico di danni a persone o cose, occorsi
per incuria nella lettura o nella messa in pratica di quanto scritto
in questo manuale.
Per ogni dubbio o problema circa l’utilizzo dell’im-
pianto, anche se qui non descritto, consultare per-
sonale qualificato.
1.1 Ambiente di utilizzo
Ogni impianto deve essere utilizzato esclusivamente per le
operazioni per cui è stato progettato, nei modi e nei campi
previsti in targa dati e/o in questo manuale, secondo le diret-
tive nazionali e internazionali relative alla sicurezza.
Un utilizzo diverso da quello espressamente dichiarato dal
costruttore è da considerarsi totalmente inappropriato e peri-
coloso e in tal caso il costruttore declina ogni responsabilità.
Questo apparecchio deve essere usato solo a scopo professio-
nale in un ambiente industriale.
Il costruttore non risponderà di danni provocati dall'uso del-
l'impianto in ambienti domestici.
L'impianto deve essere utilizzato in ambienti con temperatura
compresa tra i -10°C e i +40°C (tra i +14°F e i +104°F).
L'impianto deve essere trasportato e immagazzinato in
ambienti con temperatura compresa tra i -25°C e i +55°C (tra
i -13°F e i 131°F).
L'impianto deve essere utilizzato in ambienti privi di polvere,
acidi, gas o altre sostanze corrosive.
L'impianto deve essere utilizzato in ambienti con umidità relati-
va non superiore al 50% a 40°C (104°F).
L'impianto deve essere utilizzato in ambienti con umidità relati-
va non superiore al 90% a 20°C (68°F).
L'impianto deve essere utilizzato ad una altitudine massima sul
livello del mare di 2000m (6500 piedi).
1.2 Protezione personale e di terzi
Il processo di saldatura (taglio) è fonte nociva di
radiazioni, rumore, calore ed esalazioni gassose.
Indossare indumenti di protezione per proteggere
la pelle dai raggi dell’arco e dalle scintille o dal
metallo incandescente.
Gli indumenti utilizzati devono coprire tutto il
corpo e devono essere:
- integri e in buono stato
- ignifughi
- isolanti e asciutti
- aderenti al corpo e privi di risvolti
Utilizzare sempre calzature a normativa, resistenti e
in grado di garantire l'isolamento dall'acqua.
Utilizzare sempre guanti a normativa, in grado di
garantire l'isolamento elettrico e termico.
Sistemare una parete divisoria ignifuga per proteg-
gere la zona di saldatura (taglio) da raggi, scintille e
scorie incandescenti.
Avvertire le eventuali terze persone di non fissare
con lo sguardo la saldatura (taglio) e di proteggersi
dai raggi dell’arco o del metallo incandescente.
Utilizzare maschere con protezioni laterali per il
viso e filtro di protezione idoneo (almeno NR10 o
maggiore) per gli occhi.
Indossare sempre occhiali di sicurezza con schermi
laterali specialmente nell’operazione manuale o
meccanica di rimozione delle scorie di saldatura
(taglio).
Non utilizzare lenti a contatto!!!
Utilizzare cuffie antirumore se il processo di saldatu-
ra (taglio) diviene fonte di rumorosità pericolosa.
Se il livello di rumorosità supera i limiti di legge,
delimitare la zona di lavoro ed accertarsi che le
persone che vi accedono siano protette con cuffie
o auricolari.
L'impianto non deve essere sottoposto ad alcun tipo di modifica.
L'esclusione dei dispositivi di protezione sulle unità di avanza-
mento del filo è estremamente pericoloso e solleva il costrut-
tore da ogni responsabilità su danni a cose e persone.
Tenere sempre i pannelli laterali chiusi durante le operazioni
di saldatura (taglio).
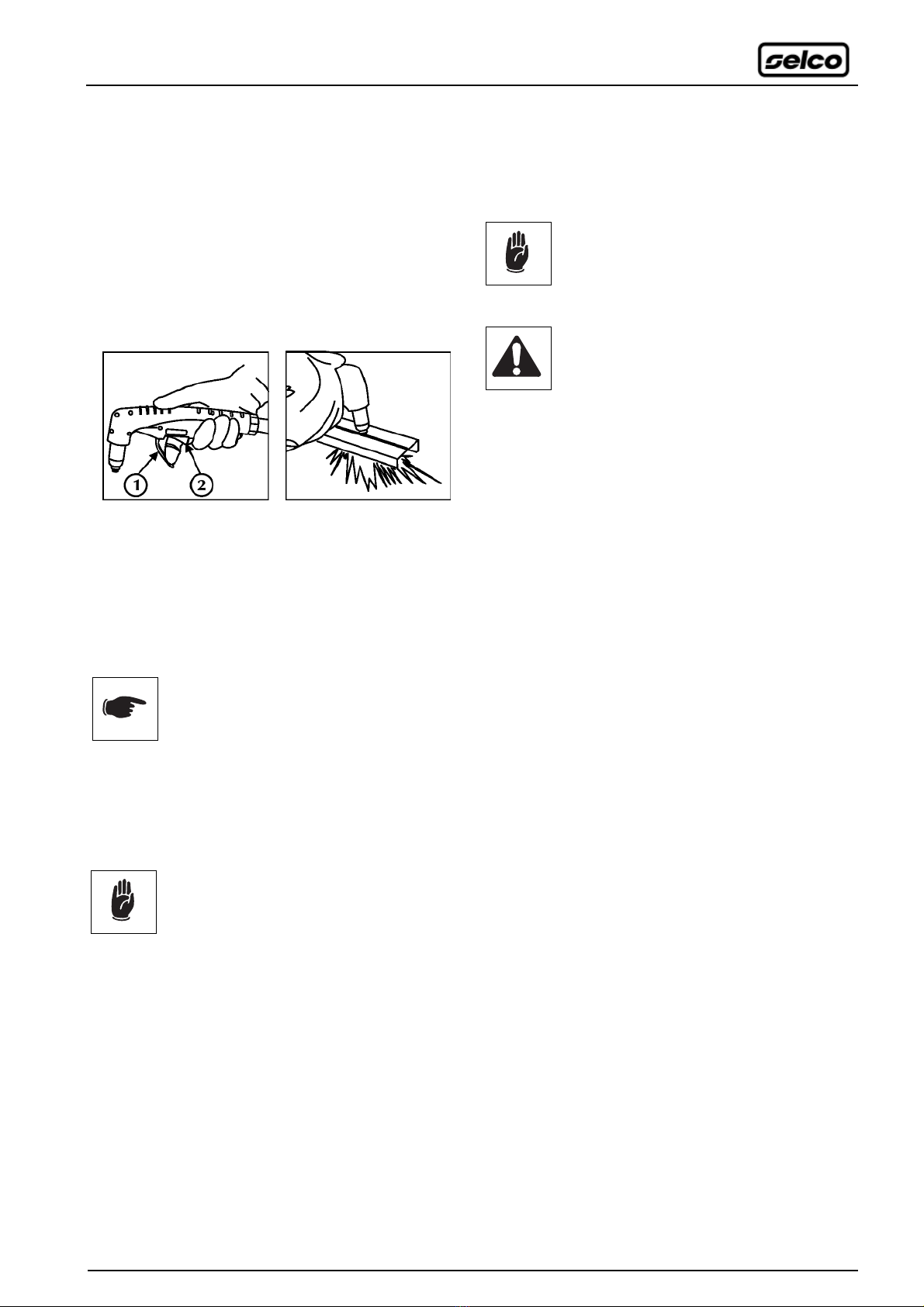
Tenere la testa lontano dalla torica PLASMA. Il flus-
so di corrente in uscita può provocare seri danni
alle mani, al viso e agli occhi.
Evitare di toccare i pezzi appena saldati, l'elevato
calore potrebbe causare gravi ustioni o scottature.
Mantenere tutte le precauzioni precedentemente descritte
anche nelle lavorazioni post saldatura in quanto, dai pezzi lavo-
rati che si stanno raffreddando, potrebbero staccarsi scorie.
Assicurarsi che la torcia si sia raffreddata prima di eseguire
lavorazioni o manutenzioni.
Provvedere ad un’attrezzatura di pronto soccorso.
Non sottovalutare scottature o ferite.
Prima di lasciare il posto di lavoro, porre in sicu-
rezza l'area di competenza in modo da impedire
danni accidentali a cose o persone.