SteelMax SM-BM-21S User manual


Contents
1. GENERAL INFORMATION............................................................................................... 3
1.1. Application................................................................................................................. 3
1.2. Technical data............................................................................................................ 3
1.3. Equipment included ................................................................................................... 4
2. SAFETY PRECAUTIONS.................................................................................................. 5
3. STARTUP AND OPERATION........................................................................................... 7
3.1. Preparing................................................................................................................... 7
3.1.1. Adjusting the bevel width and angle................................................................. 7
3.1.2. Using cutting fluid............................................................................................ 8
3.2. Operating................................................................................................................... 9
3.3. Beveling pipes...........................................................................................................11
3.4. Beveling larger pipes (only for optional equipment)...................................................13
3.5. Replacing the cutting inserts.....................................................................................13
3.6. Replacing the milling head........................................................................................15
4. WIRING DIAGRAM..........................................................................................................16
5. SPARE AND WEARING PARTS......................................................................................17
6. EXPLODED DRAWINGS AND PARTS LIST....................................................................18
7. DECLARATION OF CONFORMITY.................................................................................22
8. QUALITY CERTIFICATE..................................................................................................23
9. WARRANTY CARD..........................................................................................................24

SM-BM-21S
1. GENERAL INFORMATION
1.1. Application
The BM-21S Beveling Machine is designed to mill edges of plates and pipes made of
stainless steel. The machine allows beveling sheet edges and edges of pipes with
diameters from 150 mm (6’’) to 300 mm (12’’) at the angle of 0 to 60° and with the
maximum bevel width of 21 mm (13/16’’). The machine contains dampers to reduce
vibrations.
When equipped with an optional guide, the machine allows working on pipes with
diameters over 300 mm (12’’).
1.2. Technical data
Voltage
1~ 220–240 V, 50–60 Hz
1~ 110–120 V, 50–60 Hz
Power
1600 W (for 50 Hz)
1800 W (for 60 Hz)
Rotational speed
1360–1630 rpm (at 230 V)
1300–1560 rpm (at 115 V)
Protection level
IP 20
Protection class
I
Milling speed
270 m/min (900 ft/min, for 50 Hz)
320 m/min (1050 ft/min, for 60 Hz)
Maximum bevel width
b ≈ 21 mm (13/16’’, Fig. 1, Tab. 1)
Bevel angle range
0° ≤ ß ≤ 60° (Fig. 1)
Weight
23 kg (51 lbs)
Fig. 1. Bevel dimensions
β
0°
30°
45°
60°
b
21 mm
18.5 mm
21 mm
18.5 mm
Tab. 1. Maximum bevel width depending on the angle
SM-BM-21 Operator’s Manual
3

SM-BM-21S
1.3. Equipment included
The BM-21S Beveling Machine is supplied in a metal box with complete standard
equipment. The included equipment consists of:
Beveling machine with
a set of cutting inserts
1 unit
Metal box
1 unit
8 mm hex wrench
1 unit
6 mm hex wrench
1 unit
4 mm hex wrench
1 unit
12 mm flat wrench
1 unit
T15 torx screwdriver
1 unit
Oil for stainless steel
1 unit
Grease for screws
1 unit
Operator’s Manual
1 unit
441 mm (17.4’’)
339 mm (13.4’’)
366 mm (14.4’’)
SM-BM-21 Operator’s Manual
4

SM-BM-21S
2. SAFETY PRECAUTIONS
1. Before beginning, read this Operator’s Manual and complete proper occupational
safety and health training.
2. The machine must be used only in applications specified in this Operator’s Manual.
3. The machine must be complete and all parts must be genuine and fully operational.
4. Theelectricalsupplyspecificationsmustconformtothose specifiedontheratingplate.
5. The machine must be plugged into a properly grounded (earthed) socket-outlet.
6. Never pull the power cord as this may damage it and result in electric shock.
7. Untrained bystanders must not be present in the vicinity of the machine.
8. Before beginning, check the condition of the machine and electrical installation,
including power cord, plug, control panel components, and milling tools.
9. Keep the machine dry. Exposure to rain, snow, or frost is prohibited.
10. Keep work area well lit, clean, and free of obstacles.
11. Never use the machine in the vicinity of flammable liquids or gases, or in explosive
environments.
12. Never use dull or damaged tools.
13. Use only tools specified in this Operator’s Manual.
14. Mount the cutting inserts and the milling head securely. Remove adjusting keys
and wrenches from the work area before connecting the plug to the power outlet.
15. If the cutting edge of an insert is worn, rotate the insert in the socket by 90° or, if
all edges are worn, replace with new insert specified in this Operator’s Manual.
Always replace or rotate all inserts at the same time.
16. Before every use, inspect the machine to ensure it is not damaged. Check whether
any part is cracked or improperly fitted. Make sure to maintain proper conditions
that may affect the operation of the machine.
17. Always use eye and hearing protection, respiratory protective devices, non-skid
footwear, gloves, and protective clothing during operation. Do not wear loose
clothing.
18. Do not touch moving parts or metal chips formed during milling. Prevent objects
from being caught in moving parts.
19. After every use, remove metal chips from the machine, especially from the milling
head. Never remove metal chips with bare hands. Clean the machine with a cotton
cloth without using any agents.
SM-BM-21 Operator’s Manual
5

SM-BM-21S
20. Maintain the machine and tools with care. Cover steel parts with a thin grease
layer to protect them against rust when not in use for any extended period.
21. Maintain the machine and replace parts and tools only with the power cord
unplugged from the power outlet.
22. Repair only in a service center appointed by the seller.
23. If the machine falls on a hard surface, from height, is wet, or has other damage
that could affect the technical state of the machine, stop the operation and
immediately send the machine to the service center for inspection and repair.
SM-BM-21 Operator’s Manual
6
SM-BM-21S
3. STARTUP AND OPERATION
3.1. Preparing
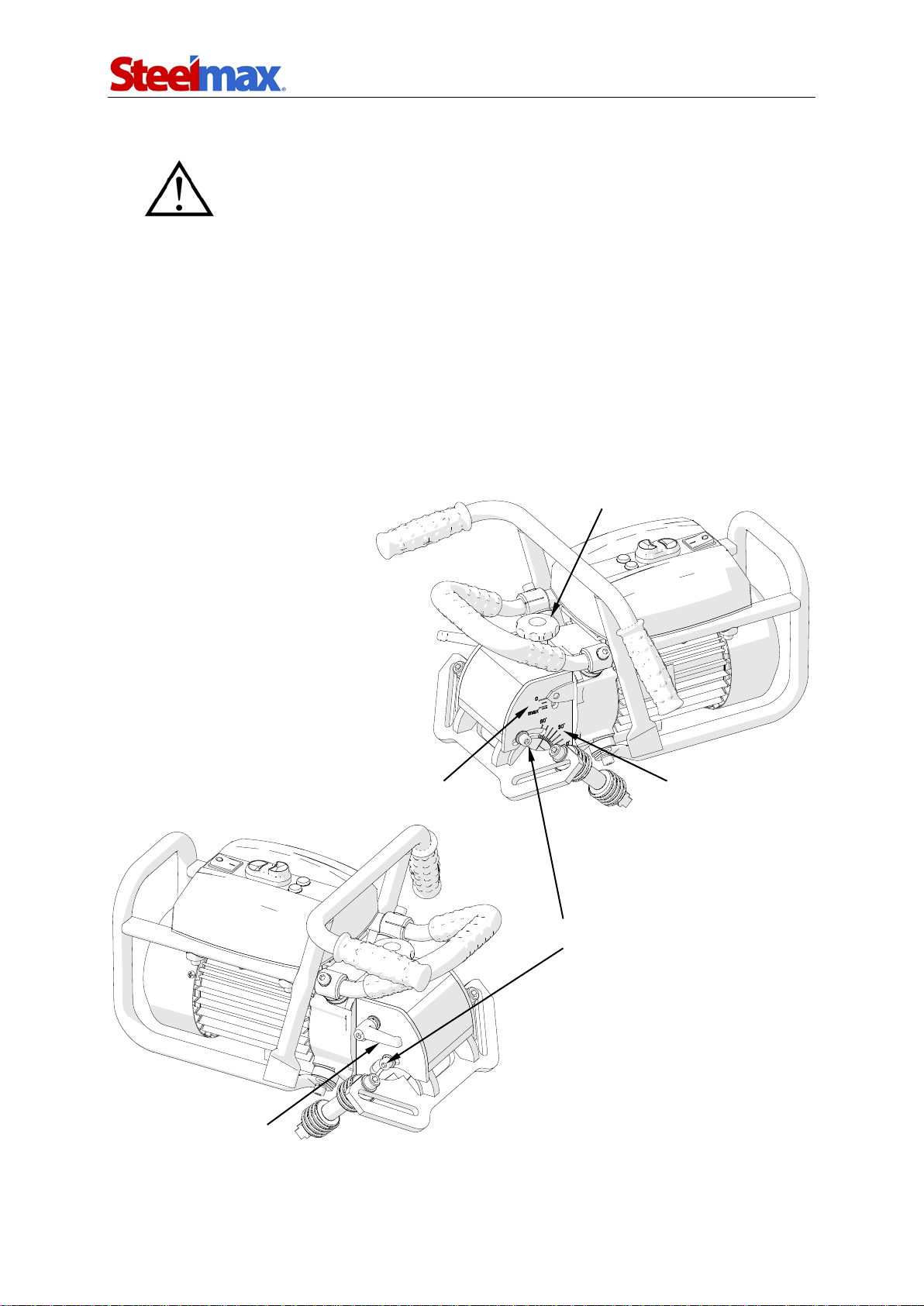
3.1.1. Adjusting the bevel width and angle
Before starting, set required bevel width and angle. First, with power cord unplugged
from the power outlet, set the milling head penetration to zero. To do this, loosen the
lever (Fig. 2) and rotate the adjusting knob to decrease the penetration of the milling
head into the workpiece by setting the indication ‘0’ on the width pitch.
Fig. 2. Adjusting the bevel width and angle
All safety precautions must be closely observed.
bevel width pitch
adjusting knob
screws locking the guide
securing lever
bevel angle pitch
SM-BM-21 Operator’s Manual
7
SM-BM-21S
To change the angle of the bevel, use the supplied 6 mm hex wrench to loosen
two side screws. Then, turn the guide in a way to set the required angle on the angle
pitch and tighten the screws afterward.
To adjust the bevel width, use the adjusting knob, proceeding as described before.
The width pitch is only an estimate, because the bevel width varies with angle. For
example, for the angle of 10° the maximum width ‘b’ (Fig. 1) is approximately equal
18 mm (11/16’’), while the width pitch indicates 9 mm (6/16’’). Increasing the
penetration at this angle will distort the bevel. The maximum bevel width (b ≈21 mm,
13/16’’) is obtained for the angle of 45°. The demanded bevel width for the required
angle must be determined experimentally by gradually increasing the milling head
penetration into the workpiece.
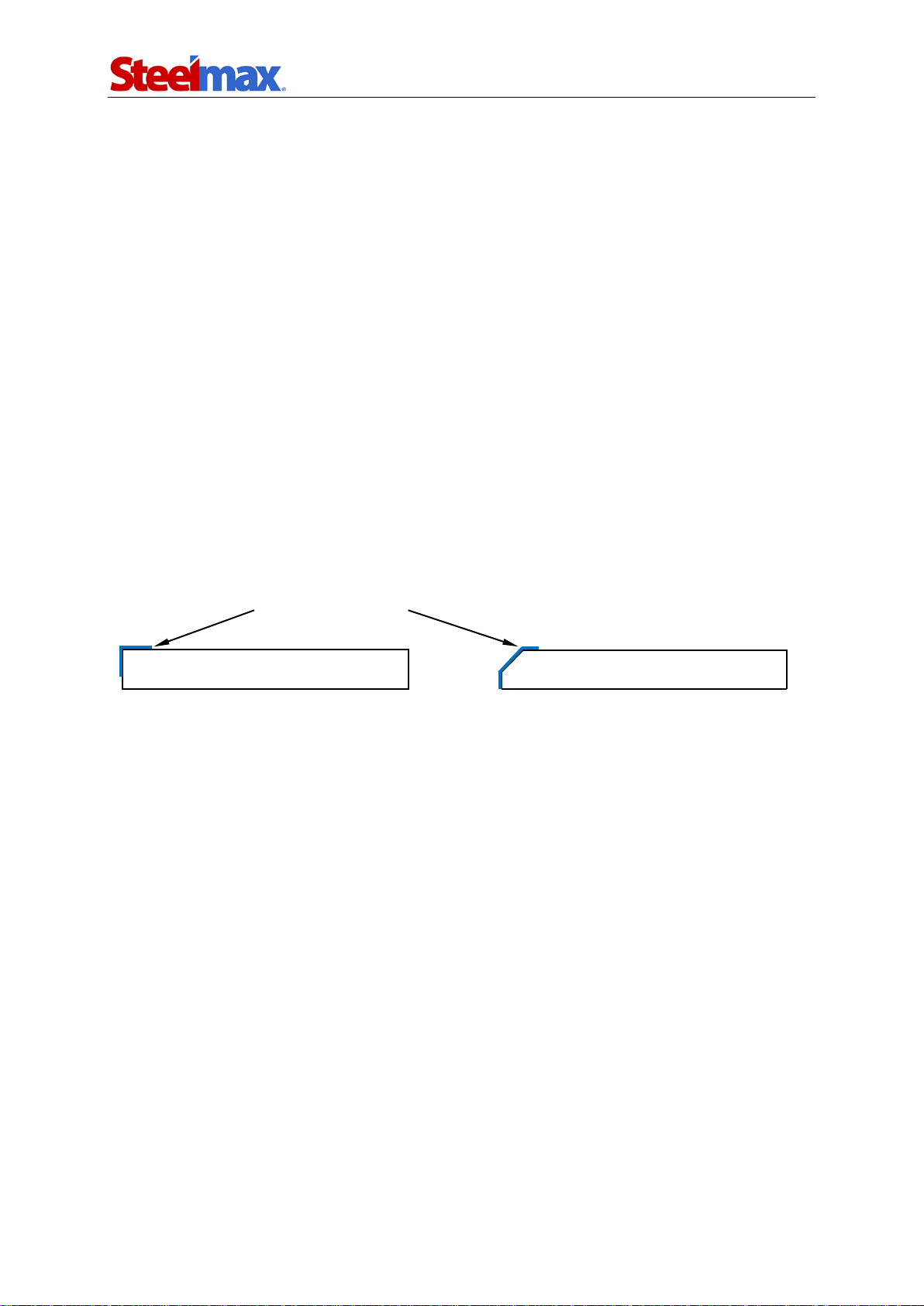
3.1.2. Using cutting fluid
Before beveling stainless steel, cover the edges of the workpiece with the supplied oil
in the manner shown in Fig. 3.
Fig. 3. Preparing the edges for beveling stainless steel
oil for stainless steel
SM-BM-21 Operator’s Manual
8
SM-BM-21S
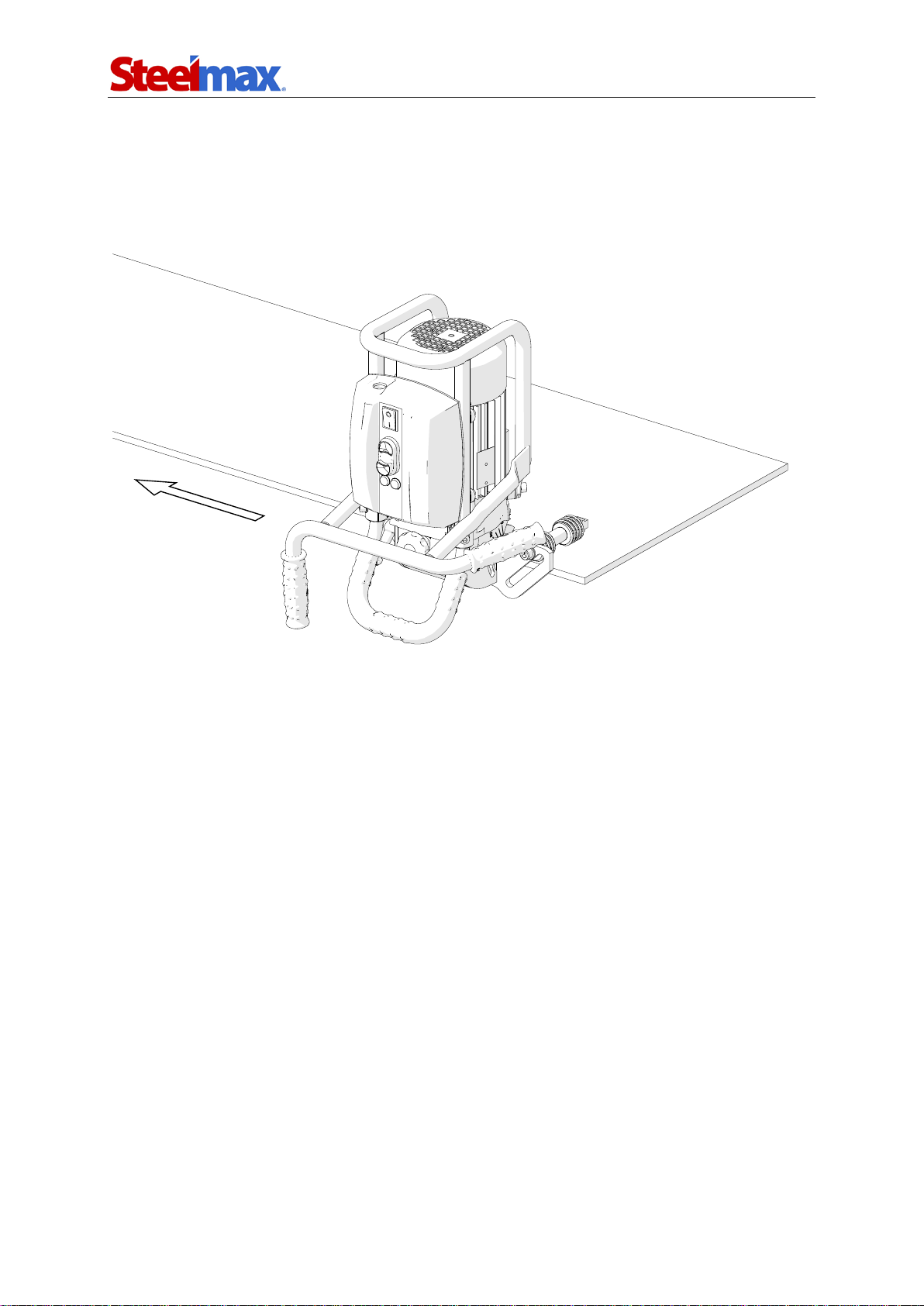
3.2. Operating
After setting the bevel width and angle, plug the machine into a properly grounded
power outlet. Then, place the machine vertically on the right side of the workpiece as
shown in Fig. 4 in a way that the milling head does not touch the working edge.
Fig. 4. Machine prepared for work on metal plates
Turn on the power, which will illuminate the power switch (Fig. 5). Then, turn on
the motor using the motor ON switch, press the guide to the plate, and slowly move
the machine close to the edge. Bevel by sliding the machine to the left. Beveling is
performed according to the counter-rotation. The proper feed direction is shown in
Fig. 4. The direction of the milling head rotation is indicated on the motor disk under
the milling head cover.
feed direction
SM-BM-21 Operator’s Manual
9

SM-BM-21S
Fig. 5. View of the control panel
The feed rate will depend on the profile and composition of the workpiece. You
can bevel the majority of steels capable of being welded in just one pass.
It is recommended that bevels wider than 12 mm (1/2’’) be accomplished in at
least two or three passes. In this case you use less effort and the process takes less
total time than for beveling in single pass.
To obtain the maximum bevel width (21 mm, 13/16’’) in two passes, the first pass
should be 14 mm wide (9/16’’), whereas for three passes the first one should be
12 mm wide (1/2’’) and the second one 16 mm wide (5/8’’).
If the feed is too fast, the red overload lamp illuminates, indicating motor overload.
Further increasing of the load will trigger the safety circuit and shut down the motor.
In this case, move the tool away from the beveled edge, toggle power switch to
position ‘0’, and after the red lamp turns off, turn on the power again. Operating with
the maximum permitted load (the red lamp flashing) is allowed, but the motor
temperature must not exceed 85°C (185°F). This type of motor can work under high
temperatures, but long-lasting overheating can permanently damage motor windings.
Therefore, after longer working under full load (up to 1 hour), stop the motor to cool it
for 10–15 minutes. Do not cool the motor by running it without load as it will become
heated even faster than when working with load.
power switch
motor ON switch
motor OFF switch
overload lamp
lamp indicating motor
operation
SM-BM-21 Operator’s Manual
10

SM-BM-21S
Once the work is finished, press the motor OFF switch to stop the motor, and
toggle the power switch to position ‘0’ to turn off the power. Use petroleum ether to
clean the oil remainder from the workpiece.
Clean the machine with a cotton cloth without using any agents.
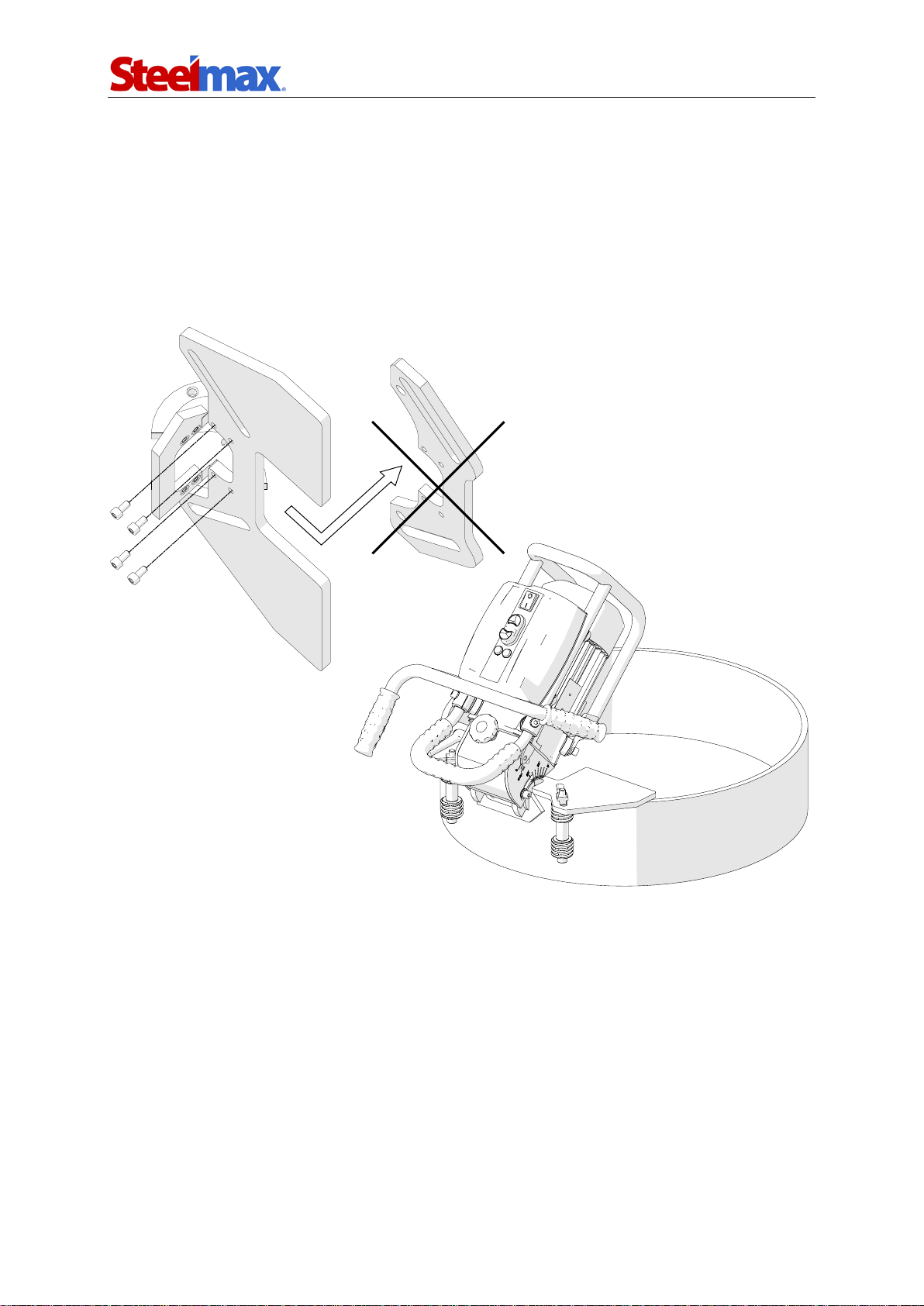
3.3. Beveling pipes
The guide with rollers supplied in standard equipment allows beveling pipes with
diameters of 150–300 mm (6–12’’).
To prepare the machine for work on pipes, use the supplied 6 mm hex wrench to
unscrew two screws locking the guide (Fig. 6). Then, take out the guide set, rotate it
by 180° around the vertical axis, mount again, and secure with the screws.
Fig. 6. Preparing the machine for work on pipes
Use the supplied 8 mm hex wrench and the 12 mm flat wrench to unscrew the
screws securing the rollers. Then, move rollers from the opening (Fig. 7a) to the slot
(Fig. 7b) by placing the T-nut into the slot.
2
1
3
4
5
SM-BM-21 Operator’s Manual
11

SM-BM-21S
Fig. 7. Moving the rollers from the opening to the slot
Use the adjusting knob to set the indication ‘0’ on the width pitch. Move the
rollers away from each other and place the machine as shown in Fig. 8, with the
guide touching the pipe. Then, move the rollers symmetrically to touch the pipe,
secure with the screws in this position, and set the required bevel width and angle.
Fig. 8. Machine prepared for work on smaller pipes (∅150–300 mm, 6–12’’)
screw securing
the roller
a)
b)
SM-BM-21 Operator’s Manual
12
SM-BM-21S
3.4. Beveling larger pipes (only for optional equipment)
An optional guide allows beveling larger pipes with diameters from 260 mm to 600 mm
(10–24’’). To prepare the machine for work on larger pipes, disassemble the guide set
as shown in Fig. 6. Use the supplied 4 mm hex wrench to unscrew the standard guide
and mount the guide for larger pipes (Fig. 9), then screw in the screws and mount the
rollers as shown in Fig. 7b.
Fig. 9. Machine prepared for work on larges pipes (∅260–600 mm, 10–24’’)
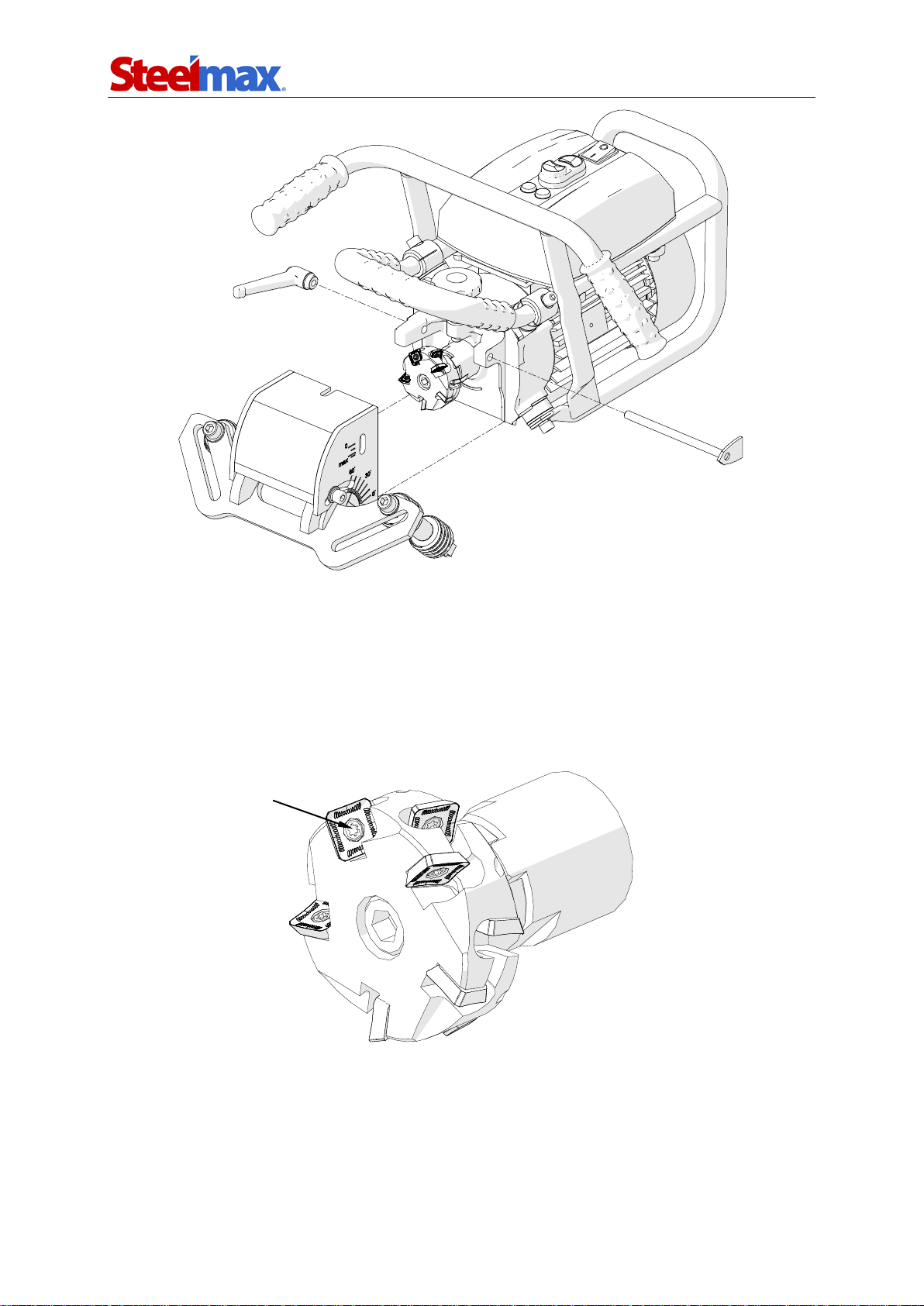
3.5. Replacing the cutting inserts
The machine is equipped with an uniform milling head that contains two insert rings,
each holding five cutting inserts made of carbide, for a total of 10 inserts. The inserts
can be replaced or rotated. Perform this work only with the power cord unplugged
from the power outlet. To replace or rotate an insert, unscrew the lever (Fig. 10),
remove the pitch, and take out the milling head cover.
Part number:
PRW-0505-03-00-00-0
SM-BM-21 Operator’s Manual
13
SM-BM-21S
Fig. 10. Dismantling the milling head cover
Use the supplied screwdriver to unscrew the set screw (Fig. 11), then remove the
external insert, and clean the socket. Next, place the rotated insert again or replace
with a new one if all four edges are worn out. To replace an insert from the internal
ring, remove the external insert first.
Fig. 11. Replacing the cutting inserts
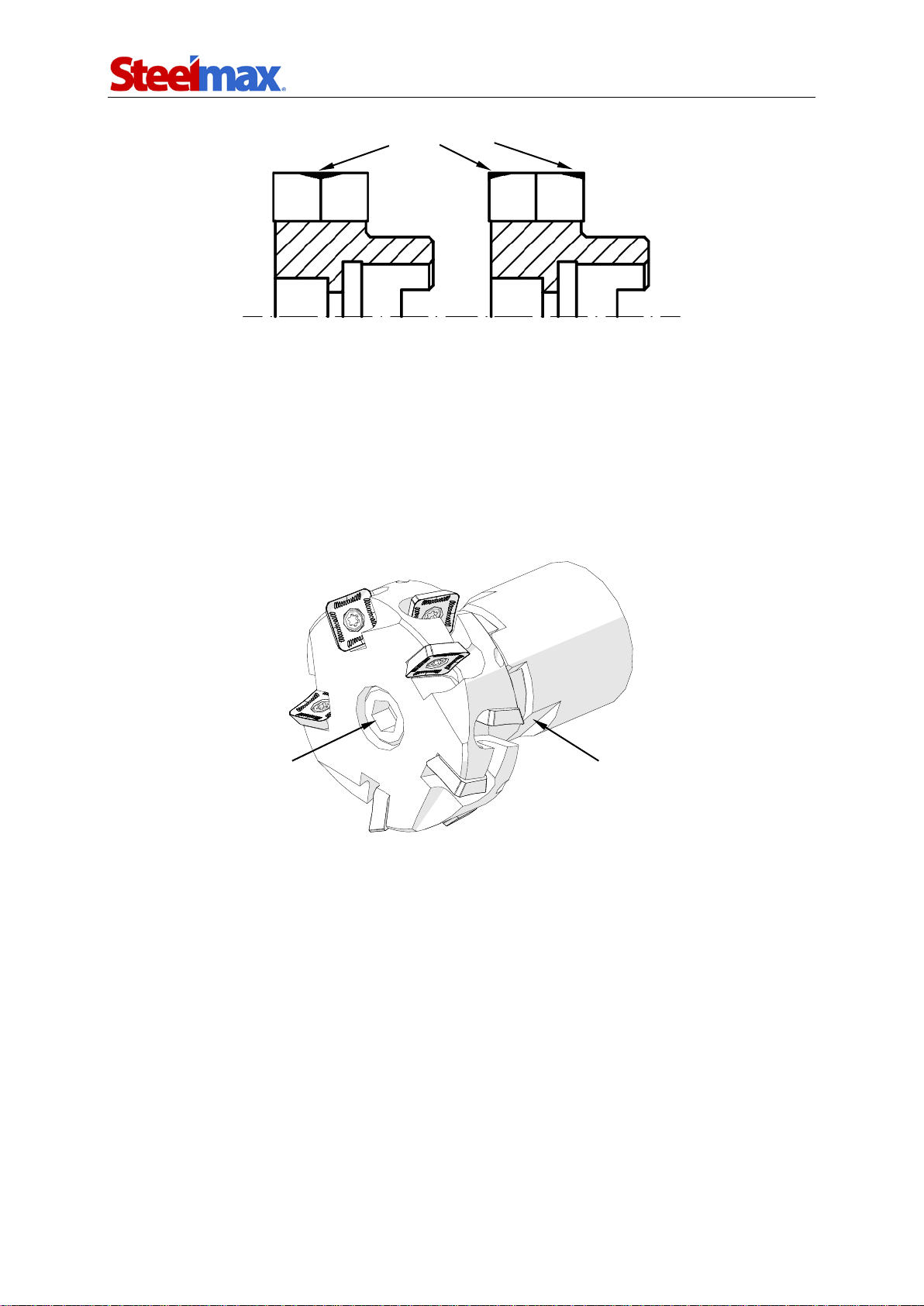
If the width of established bevels is low, the cutting inserts wear only on one, internal
corner. Then, the good action is to change the inserts between the rings (Fig. 12),
which will extend the life of the inserts.
2
1
3
set screw
SM-BM-21 Operator’s Manual
14
SM-BM-21S
Fig. 12. Changing the cutting inserts between rings
3.6. Replacing the milling head
To replace the milling head, remove its cover in the manner shown in Fig. 10. Then,
place the 32 mm flat wrench on the driving ring (Fig. 13) to lock the spindle rotation,
use the supplied 8 mm hex wrench to unscrew the screw, and remove the milling
head. The 32 mm flat wrench is not included in standard equipment.
Fig. 13. Replacing the milling head
worn out corners
screw securing the head
driving ring
SM-BM-21 Operator’s Manual
15

SM-BM-21S
4. WIRING DIAGRAM
SM-BM-21 Operator’s Manual
16

SM-BM-21S
5. SPARE AND WEARING PARTS
Name
Number
Milling head (including mounting screws,
screwdriver, and grease) GLW-0461-03-00-00-0
Cutting insert
PLY-000282
Mounting screw for inserts
SRB-000311
T15 torx screwdriver for mounting screws
WKT-000004
Grease for screws (5 g, 0.17 oz)
SMR-000005
Oil for stainless steel (0.5 kg, 1.1 lbs)
OLJ-000004
SM-BM-21 Operator’s Manual
17

SM-BM-21S
6. EXPLODED DRAWINGS AND PARTS LIST
46
59
36
58
51
47
32
35
49
53
13
38
40
38 52
43
43
1
46
28
38
16
29
57
45
15
44
49
56
14
3
38
17
19
23
18
21
22
60
48
5
4
30
31
37
41
39
20
34
54
12
50
11
8
50
12
24
7
9
38 33
10
34
55
6
SM-BM-21 Operator’s Manual
18

SM-BM-21S
ITEM PART NUMBER DESCRIPTION Qty
1
PWD-0461-17-00-00-0
POWER CORD 230V
1
1
PWD-0461-17-00-00-1
POWER CORD 115V
1
1
PWD-0461-17-00-00-2
POWER CORD 230V (AU)
1
3
SLN-0505-01-00-00-2
MOTOR ASSY 230V
1
3
SLN-0505-01-00-00-3
MOTOR ASSY 115V
1
4
ZBI-0461-02-00-00-0
DRIVING RING
1
5
PKT-0461-04-00-00-0
KNOB
1
6
OSL-0461-05-00-00-0
MILLING HEAD COVER
1
7
PRW-0505-02-01-00-0
VERTICAL GUIDE
1
8
PRW-0505-02-02-00-0
HORIZONTAL GUIDE
1
9
OBS-0461-06-03-00-1
GUIDE HOLDER I
1
10
OBS-0461-06-04-00-1
GUIDE HOLDER II
1
11
OSK-0461-06-05-00-0
PIVOT
2
12
RLK-0505-02-03-00-0
ROLLER
4
13
RMK-0461-07-00-00-0
FRAME
1
14
RKJ-0461-08-00-00-0
FRONT HANDLE
1
15
MDL-0461-09-02-00-0
ELECTRONIC MODULE ASSY 230V
1
15
MDL-0461-09-02-00-1
ELECTRONIC MODULE ASSY 115V
1
16
PLY-0461-09-03-00-0
BOTTOM PLATE
1
17
PKR-0461-09-04-00-0
CONTROLLER HOUSING COVER
1
18
KON-0461-09-10-00-0
RED LAMP
1
19
KON-0461-09-11-00-0
YELLOW LAMP
1
20
WSK-0461-11-00-00-0
PENETRATION INDICATOR
1
21
LCZ-0461-12-00-00-1
LINK
1
22
USZ-0461-13-00-00-0
RUBBER SEAL
1
23
WBR-0461-14-00-00-0
DAMPER
4
24
GLW-0461-03-00-00-0
MILLING HEAD WITH SCREWS
1
28
NKR-000014
HEX. NUT M4
2
29
NKR-000032
NUT SHORT M4
2
30
NKR-000082
T-NUT
2
31
NIT-000010
ROUND HEAD RIVET 2x6
2
32
PDK-000021
ROUND WASHER 6.4
4
33
PDK-000022
ROUND WASHER 8.4
3
34
PDK-000026
ROUND WASHER 10.5
4
35
PDK-000175
SADDLE WASHER
4
36
PDK-000060
EXTERNAL TOOTH SPRING WASHER 4.3
6
37
PDK-000052
SPRING WASHER 10.2
2
38
PDK-000051
SPRING WASHER 8.2
8
39
PLY-000282
CUTTING INSERT
10
40
RKJ-000010
HANDLEVER
1
41
SRB-000311
MOUNTING SCREW
10
43
WKR-000183
SCREW M4x10 PHCRMS
4
44
KND-000114
CAPACITOR 30uF 240V
1
44
KND-000115
CAPACITOR 80uF 110V
1
45
NKR-000040
STRAIN RELIEF NUT
1
46
PDK-000043
SPRING WASHER 4.1
6
47
PDK-000046
SPRING WASHER 6.1
4
48
PNK-000013
POWER SWITCH
1
SM-BM-21 Operator’s Manual
19

SM-BM-21S
ITEM PART NUMBER DESCRIPTION Qty
49
LCZ-000007
MOTOR ON/OFF SWITCH
1
50
SRB-000075
HEX SOCKET HEAD CAP SCREW M5x10
8
51
SRB-000124
HEX SOCKET HEAD CAP SCREW M6x40
4
52
SRB-000141
HEX SOCKET HEAD CAP SCREW M8x14
2
53
SRB-000156
HEX SOCKET HEAD CAP SCREW M8x35
2
54
SRB-000046
HEX SOCKET HEAD CAP SCREW M10x25
1
55
SRB-000309
HEX SOCKET HEAD CAP SCREW M10x120
2
56
SRB-000148
HEX SOCKET HEAD CAP SCREW M8x20
2
57
WZK-0461-09-07-00-0
STOP BUTTON WIRE SET
1
58
WZK-0461-09-08-00-0
CONTROLLER PLATE GROUNDING WIRE
1
59
WZK-0461-09-09-00-0
MOTOR GROUNDING WIRE
1
60
WKR-000446
CROSS RECESSED SCREW M4x20
2
61*
SKR-0461-15-00-00-0
METAL BOX
1
62*
KLC-000011
8 MM HEX WRENCH
1
65*
KLC-0461-16-00-00-0
6 MM HEX WRENCH – MODIFIED
1
66*
WKT-000004
TORX SCREWDRIVER T15x100
1
67*
KLC-000032
12 MM COMBINATION WRENCH
1
68*
KLC-000007
4 MM HEX WRENCH
1
69*
SMR-000005
GREASE FOR SCREWS
1
70*
OLJ-0505-05-00-00-0
OIL FOR STEEL
0.5 kg
71*
OLJ-0505-06-00-00-0
OIL FOR STEEL
1 kg
72*
OLJ-0505-07-00-00-0
OIL FOR STEEL
5 kg
73*
OLJ-0505-08-00-00-0
OIL FOR STEEL
30 kg
* not shown on the drawing
SM-BM-21 Operator’s Manual
20
Other manuals for SM-BM-21S
1
Table of contents
Other SteelMax Power Tools manuals























