Series 5 Weld Head User’s Manual 5
Weld Head
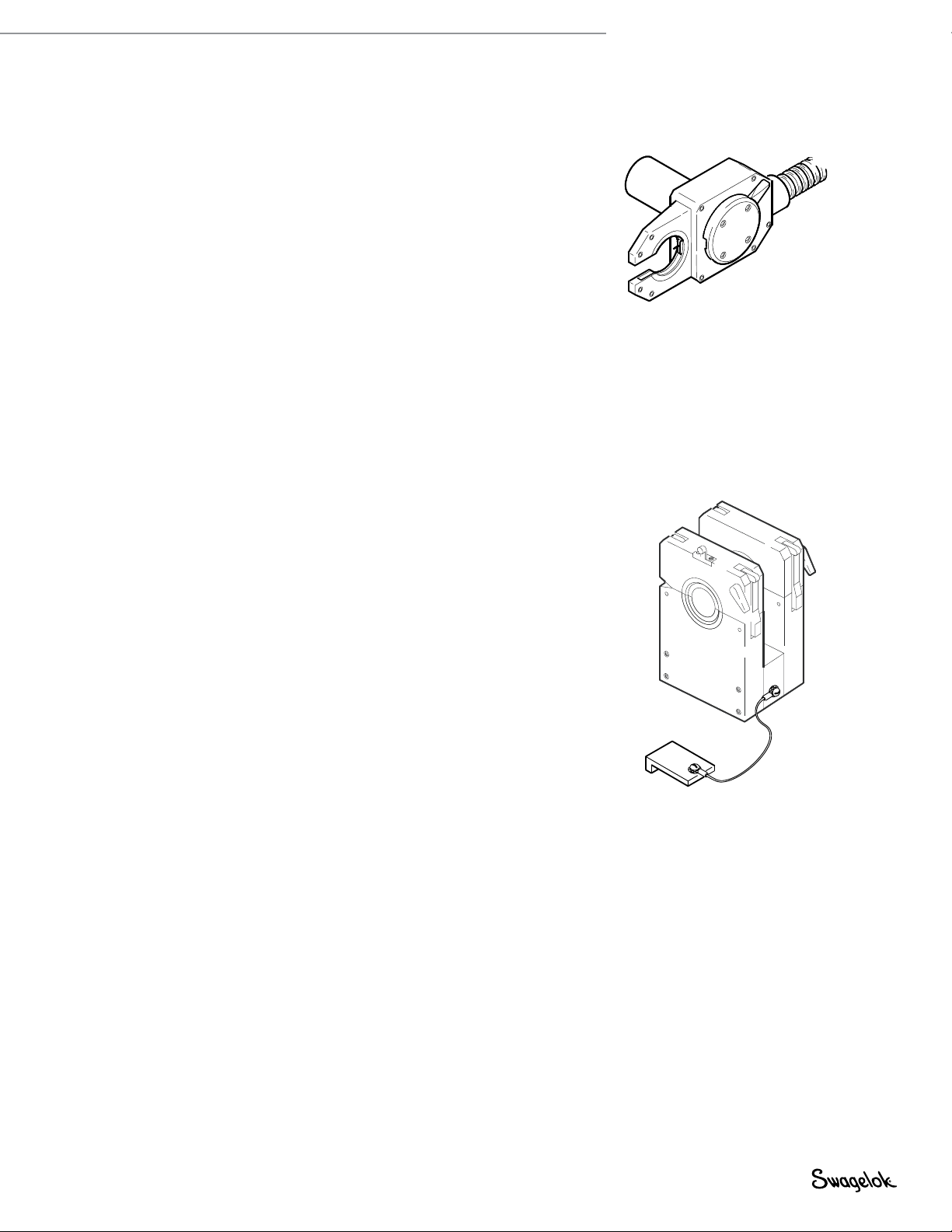
The Series 5 Swagelok Welding System (SWS) weld head
delivers consistent, precise welds for outside diameters from
1/8 to 5/8 in. and 3 to 17.3 mm.
A DC motor in the weld head drives a rotor, which carries the
tungsten electrode around the weld joint. Optical circuitry in
the weld head sends precise feedback to the power supply to
control the speed of the rotor.
All moving parts in the weld head are mounted in low-friction
devices to provide smooth, consistent operation.
A spring-loaded, oating brush continuously contacts
approximately one-third of the circumference of the rotor.
This conguration ensures consistent, uniform electrical
conductance to the rotor and electrode.
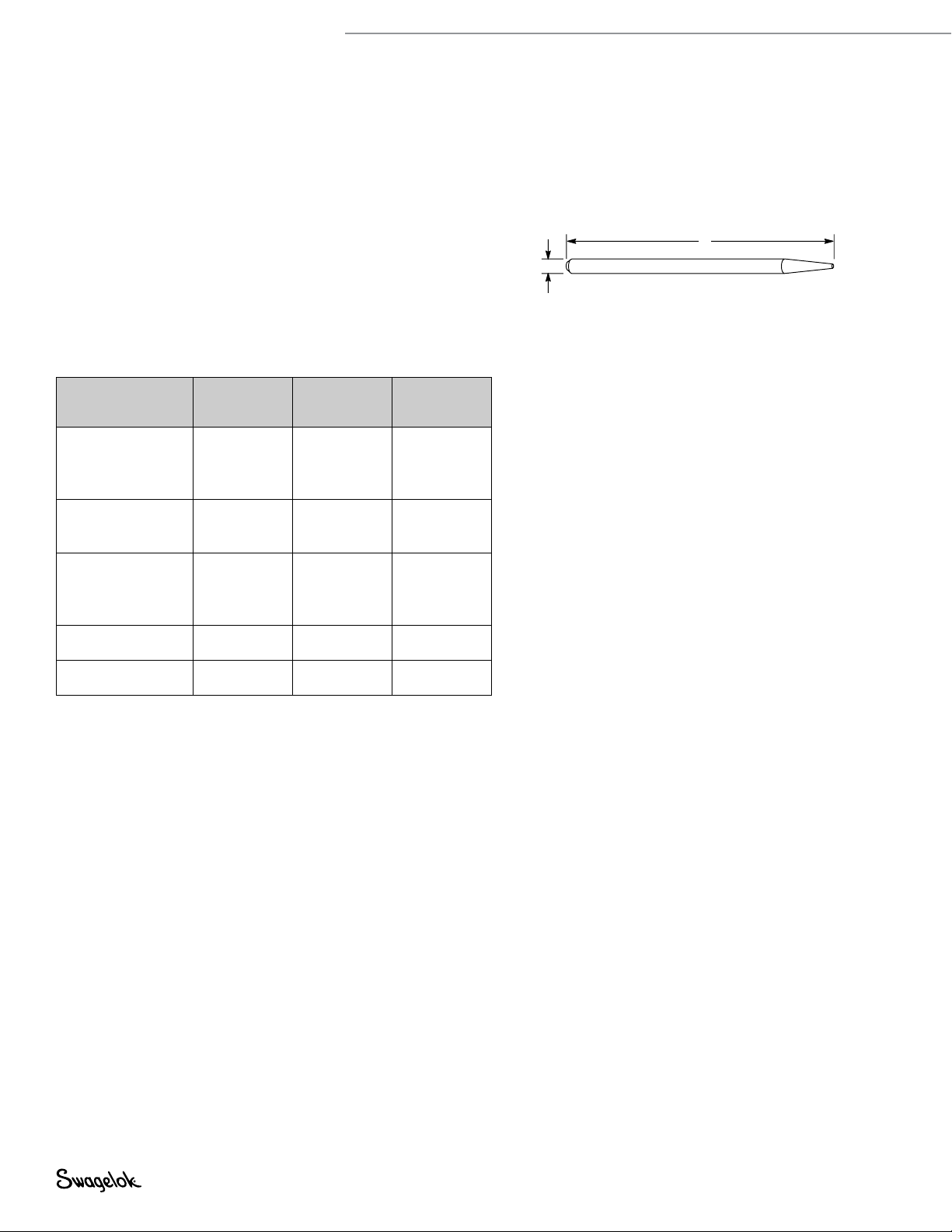
Fixture Block
The Series 5 SWS xture block accurately aligns and holds
tubing, ttings, and valve bodies. The modular design allows
you to select different side plates and create the conguration
needed for the job.
The xture block is separate from the weld head, allowing work
pieces to be easily aligned and xtured before welding. Using
multiple xture blocks can increase productivity.
Each xture block is designed to accommodate a range of
work piece sizes. A Universal Collet Insert (UCI) ts into the
xture block to match the diameter of the work piece. The collet
design rmly holds tubing and ttings that vary
± 0.005 in. (0.13 mm) from nominal outside diameter. The collets
exchange quickly, making the xture block very adaptable to
changing work requirements.
Figure 1 Series 5 Weld head
Figure 2 Series 5 Fixture Block