tormek SE-77 User manual
120
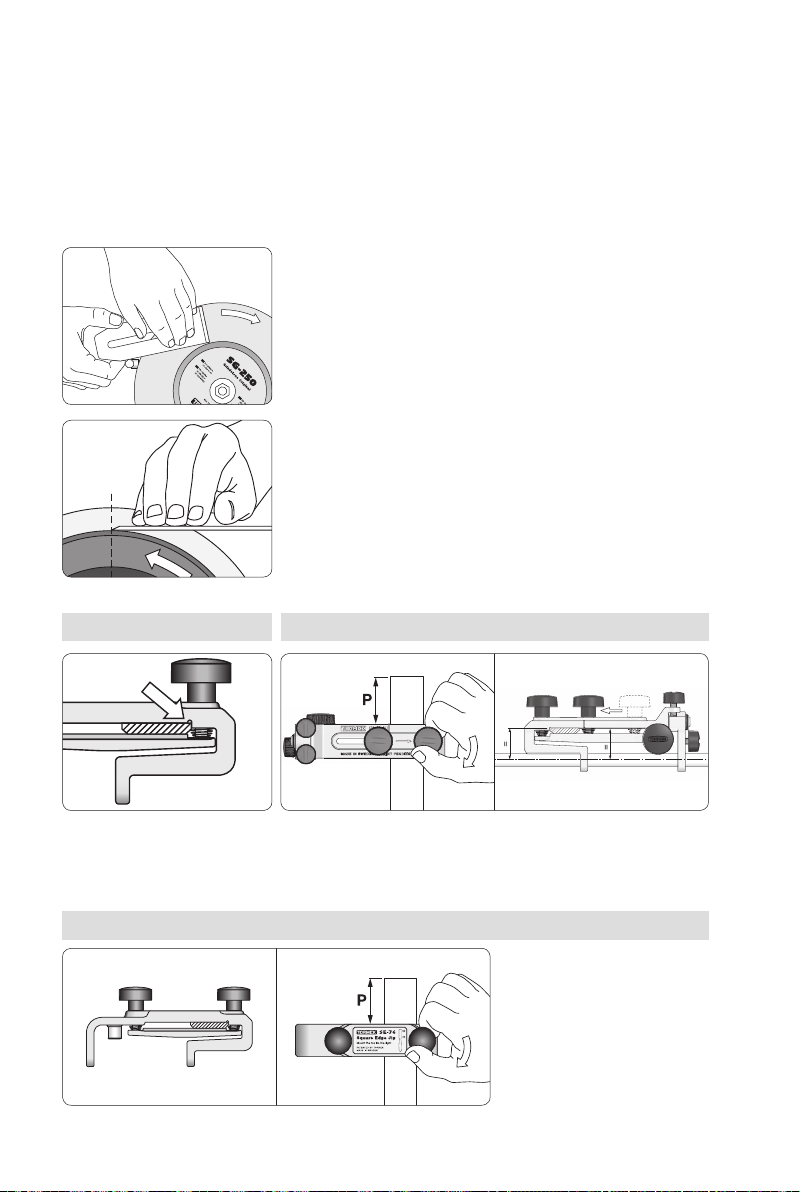
Positioning of Machine
Grinding direction:
Towards the edge.
Honing direction:
Away from the edge.
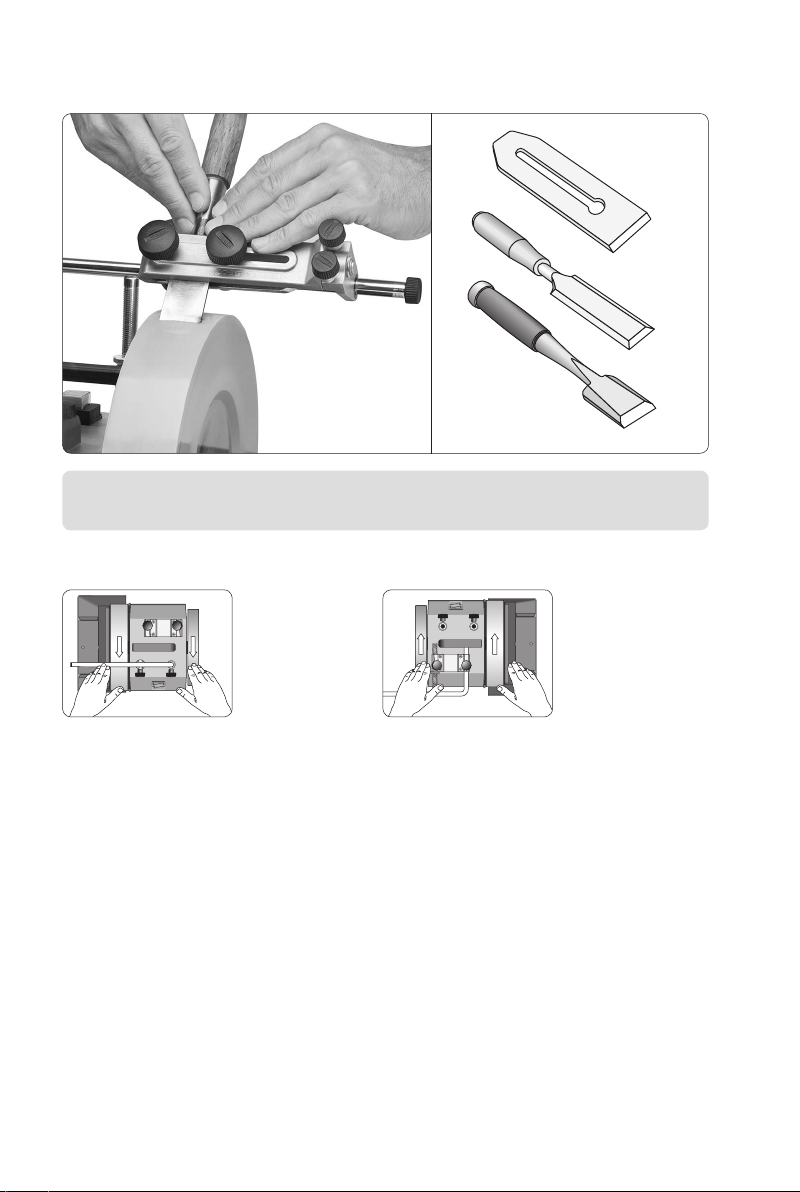
Design
See illustration on the next page. The jig comprises an upper base with a lower clamp
and two locking knobs for xing the tool. The jig slides on the Universal Support on nylon
bushings across the grinding wheel. The edge angle is set with the Micro Adjust (3) on the
Universal Support (4).
There are two safety stops to prevent the tool from slipping off the wheel when grinding.
One inner stop (1) to be positioned according to the width of the tool and one outer stop (2)
mounted on the end of the Universal Support.
The jig lines up the chisel to its upper at side, making it easier to mount it correctly (not
twisted). Conventional jigs need manual alignment.
The lower clamp has a ridge in the centre enabling shorter tools with a tapered shank to be
rmly mounted, e.g. Japanese chisels. The upper base, which lines up the tool, is designed
so the clamping pressure is distributed to the ends and the tool mounts rmly without a
heavy tightening of the knobs.
Square Edge Jig SE-77 (SE-76)
PLANE IRONS
WOOD CHISELS
Max width 77 mm (3")
Max thickness 9 mm (
⅜
")
SE-77 is a further development of SE-76. The jig now has an adjustable side.

121
Before you start grinding,
check that the stone is true
by letting the Universal
Support touch the stone.
If necessary, true it with the
Truing Tool TT-50 so the sur-
face is flat and parallel to the
Universal Support.
Preparations
The jig lines up the chisel to
its upper and flat side. Thanks
to the shoulder (A) it is easy to
mount the tool correctly at 90°.
The clamping pressure from the
ridge in the centre is distributed
to the edges. This gives a firm
mounting, even with tapered
chisels.
SE-77: The two smaller adjust-
ment screws (5) are used if you
need fine adjustment to achieve
a 90° angle, or if you want
a slightly convex shape
(page 125).
122
Open the clamp to the thick-
ness of the tool and approxi-
mately parallel to the base.
Mount the tool protruding (P)
approx. 50–75 mm (2–3").
Lock the tool by tightening
the knob nearest to the
tool only.
SE-76: Mounting the tool
Flatten and hone the back of the tools
To achieve a really sharp and durable edge, both of the two converging surfaces must be
smooth. If we sharpen and hone the bevel to perfection but the back is not equally at and
smooth, you will never achieve a satisfactory result. On most new tools, the back has visible
grooves from the manufacturing process. These should be removed and the surface honed
and polished. This work only needs to be done once, when you start using the tool. It is a
good investment in your quality tool and will last its lifetime.
Carefully position the tool against the wheel. The edge must
not touch the wheel before the heel! Flatten the back of the tool
by holding it flat to the grinding wheel while moving it slightly.
Otherwise the tip can cut into the wheel and be rounded off.
Let the side of the tool rest on the Universal Support, which
should be placed close to the wheel as shown. You do not need
to smooth the tool more than 25–30 mm (1–1¼") from the edge.
Working freehand, hone and polish the surface on the leather
honing wheel. Hold the tool so it is a tangent to the wheel.
Mount the tool protruding (P) approx. 50–75 mm or 2–3".
Lock the tool by tightening the movable knob about 5 mm
from the tool.
Tools with parallel sides
must rest on the shoulder.
For mounting tools without
parallel sides, see page 124.
SE-77: Mounting the toolSE-77 and SE-76
123
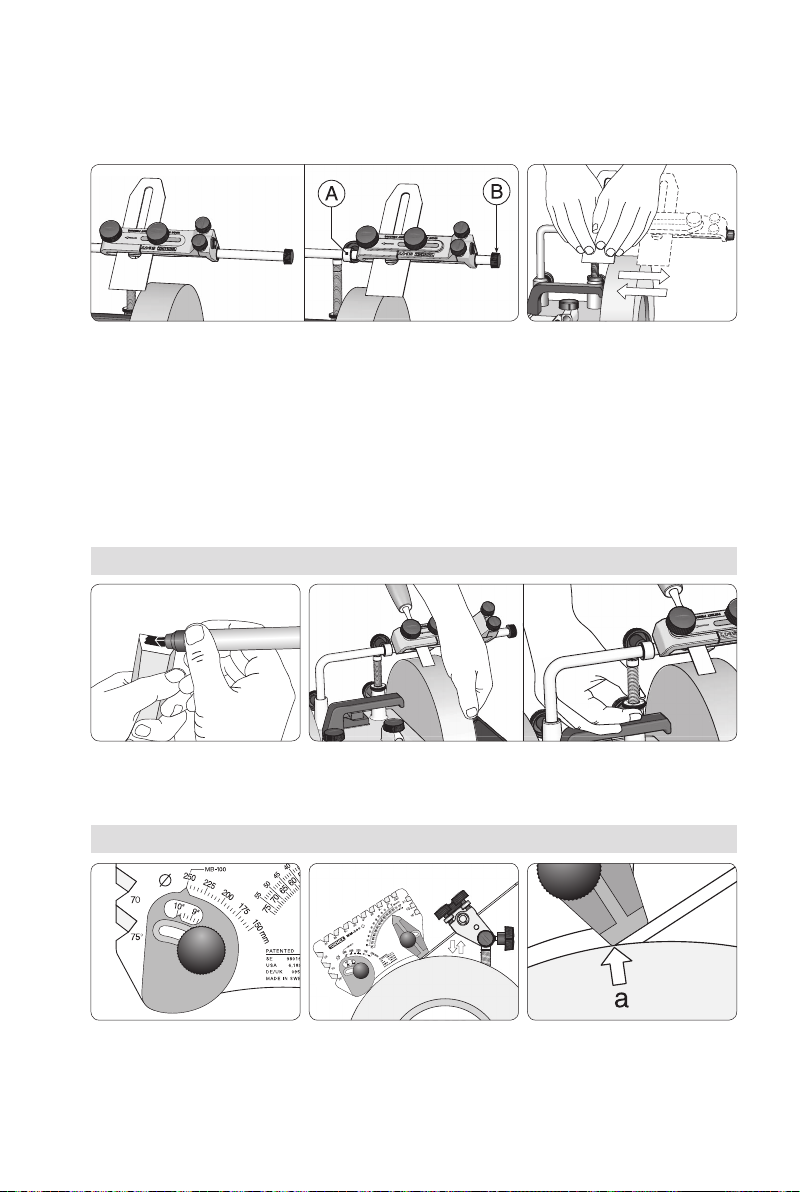
Colour the bevel with a marker. Turn the grinding wheel by hand and check where the grinding
will take place. Adjust with the Micro Adjust until the wheel touches the entire bevel from the tip
to the heel.
Sharpening an existing edge angle
Setting the edge angle
The height of the Universal Support determines the edge angle. This can be set in two ways.
Either you can exactly replicate the existing angle using the Marker Method or you set to a
new angle according to your choice using the Tormek AngleMaster WM‑200.
Set the AngleMaster WM-200
to the diameter of your wheel.
Set the height of the Universal
Support with the Micro Adjust.
Note! The entire base should
rest on the tool with the corner
(a) on thewheel.
Sharpening a new edge angle
First mount the inner, movable stop (A) so the tool rests with
approx. 6 mm or ¼" on the wheel. Then mount the outer stop (B),
which is fixed and independent of the tool width.
Move the tool continuously
between the two stops.
Spend moretime sharpen-
ing the sides.
Setting the safety stops
The safety stops ensure security when using the wheel’s full width and should be used when
sharpening plane irons, since these are partly moved outside the wheel. The inner stop (A)
is removed when sharpening blades wider than 60 mm or 2⅜".

124
Sharpening
Japanese Chisels
These differ in shape from the Western style chisels. The
rough shape from the forging is retained without machining,
the sides are usually not parallel and the blades are shorter.
This means that you cannot use the alignment shoulder in
the jig for an exact 90° alignment. The clamp is designed
so tools with a tapered shank can also be rmly mounted
(page 121). Be cautious when sharpening Japanese chis‑
els! Compared to longer Western style chisels there is a
limited amount of available steel, so you should set carefully to minimize the removal of
expensive steel. The back has a hollow, which moves closer to the edge at each sharpening.
After some sharpenings you might need to atten the back, so the hollow does not reach
the edge. Then use the side of the wheel.
Draw a pencil line on the
stone using the Universal
Support as guide.
Align the tool to the
line when mounting.
Ensure that the hollow does not
reach to the edge. If neccessary,
flatten the back on the side of
the grinding wheel. Important!
Bring the tool to the wheel care-
fully when flattening the back.
The edge must not touch the
wheel before the heel.
Move the tool sideways to use the whole width of the wheel.
Donot move more than approx. 2 mm (
4
") outside the wheel.
Press with your fingers close to the edge for best control.
Ahigher grinding pressure means faster steel removal. Lighten
the pressure at the end of the sharpening and you will obtain
afiner surface.
Sharpen until a burr develops
on the entire bevel. You can
feel it with your finger.
Important You control with your hands – the pressure and grinding time –
where the grinding takes place. Check the shape frequently and grind more
where it is needed.
Other tormek Power Tools manuals






















