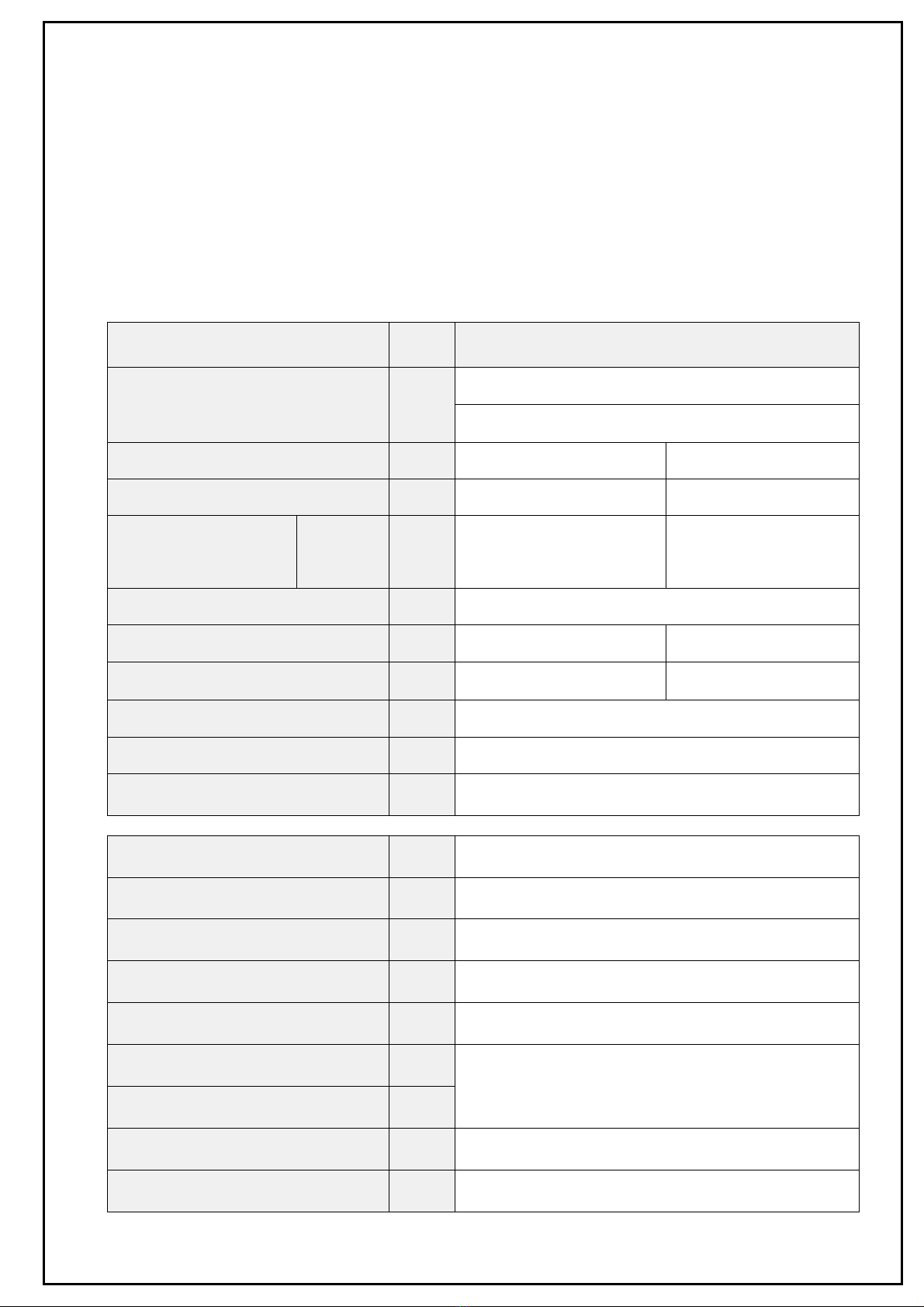
1Power Switch When it is turn on, the cooling fan and all of electrical circuit inside the
machine will be operated.
2Ammeter Displays the welding current
3Power Lamp It indicates that the machine is on and input voltage is within acceptable
range.
4Ready Lamp It indicates that the machine is ready to run. If the warning lamp is turn
on, then it will be off.
5Warning Lamp
It indicates the thermal over load or output disabled by any electrical
problems or the water pressure. When it is on, the machine will not
supply power at the output.
- If over-heating occurs, it will blinking on until the machine has
sufficiently cooled by cooling fan or water.
- If the output is disabled by any electrical problems or the insufficiency
of water supply pressure, it will stay on.
6Water Lamp If selected the water cooling, it is turn on by the insufficiency of water
supply pressure.
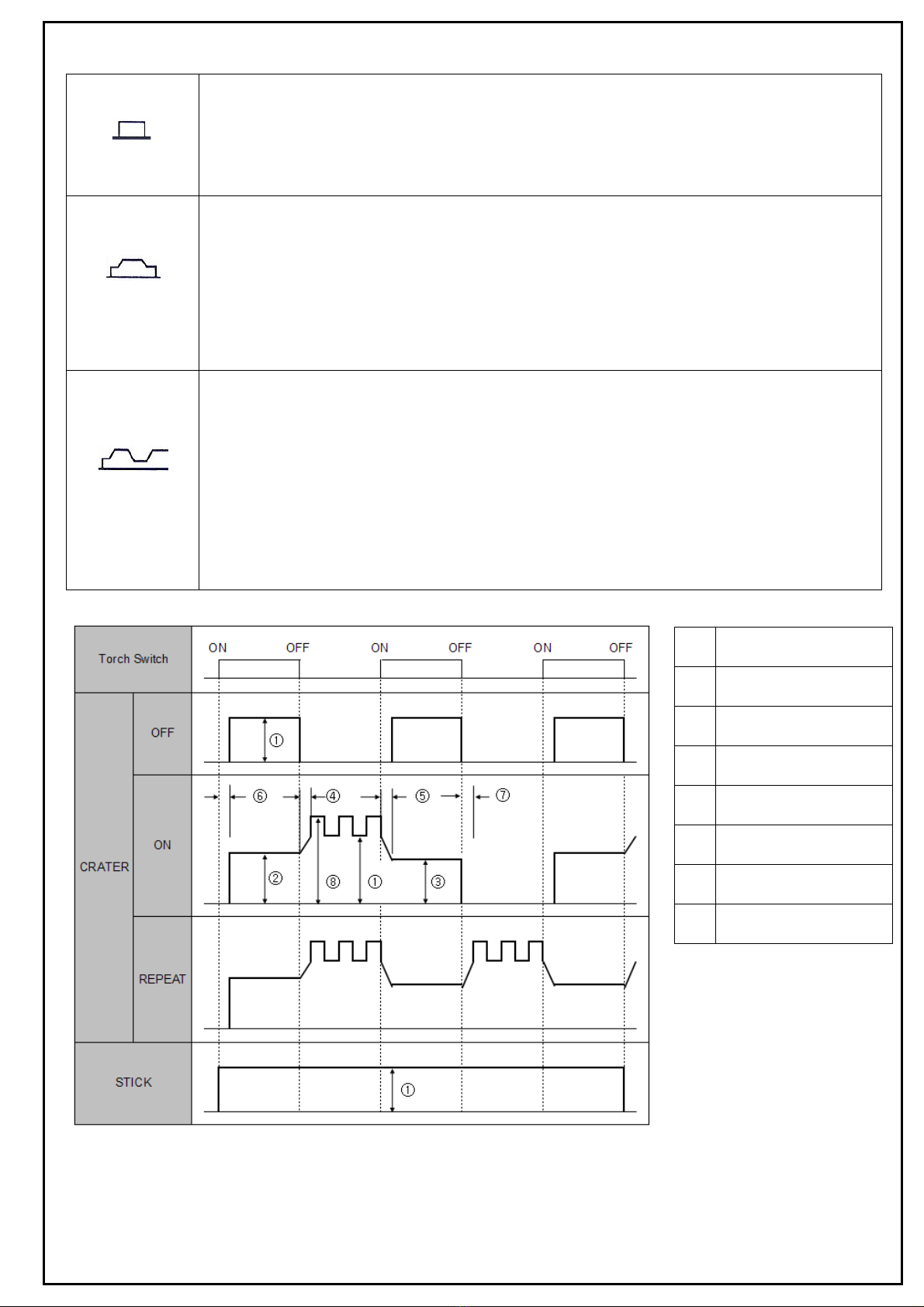
7Welding Mode Selector It has four welding modes - Crater Off, Crater On, Crater Repeat and
Stick.
8Welding Current Control Adjust the welding current
9Pulse Current Control Adjust the pulse current
10 Start Current Control Adjust the start current
11 Up slope Time Control It controls the time to reach to the welding current from the start
current.
12 Gas Check Switch It is for checking the flow of the gas. If this switch is ON, then the gas is
flowed by opening the solenoid valve inside the machine.
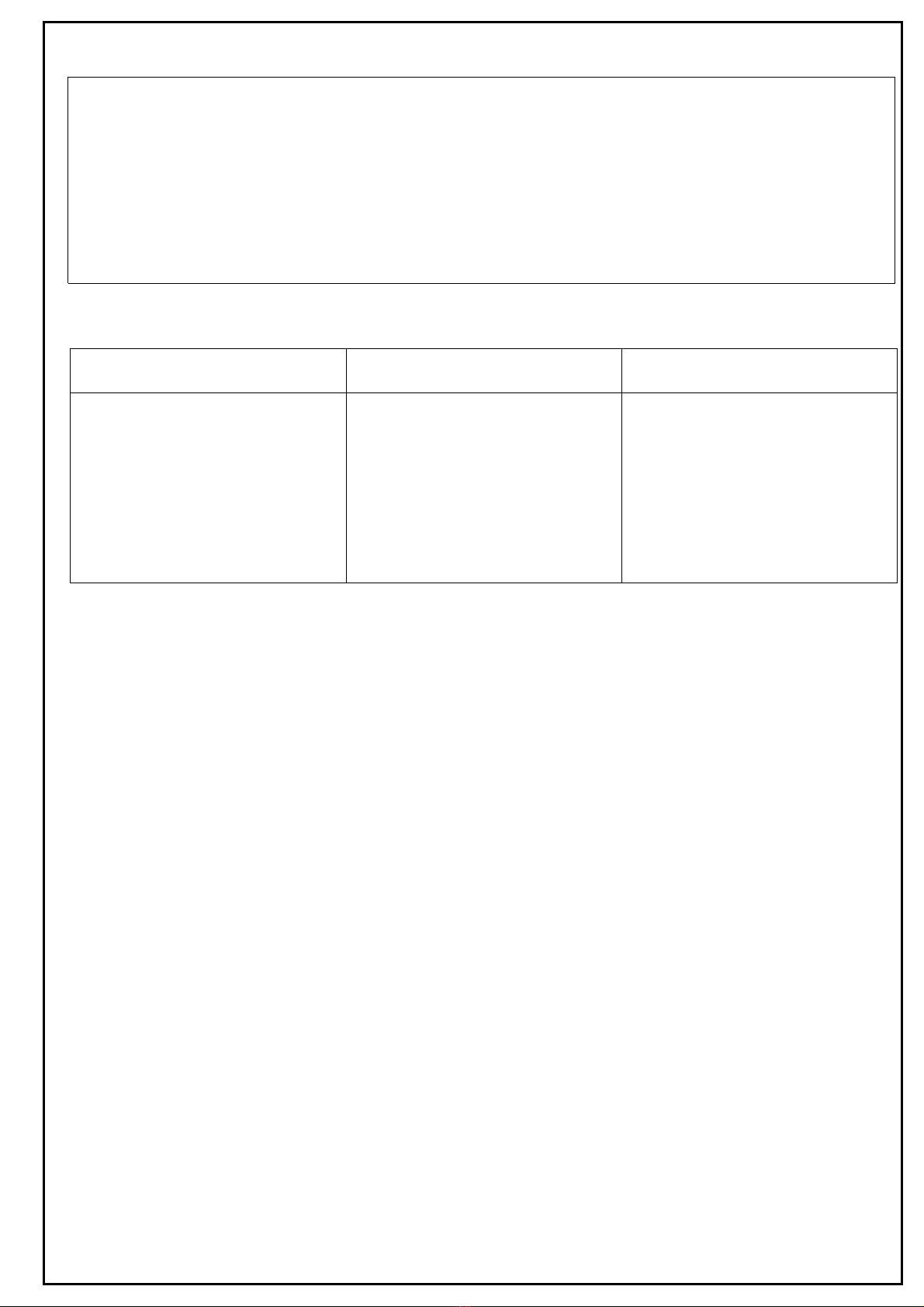
13 Pulse Width Control It controls the pulse width
14 Pulse Frequency Control
It controls the pulse frequency. If the low pulse selected at the pulse
frequency selection switch, apply the inside circle 0.5-25Hz or if the high
pulse selected, apply the outside circle 10-500Hz.
15 Pulse Frequency selection switch
It choose the pulsed TIG (Low pulse, High pulse) or non pulsed TIG.
When compared with non pulsed TIG welding performed at the same
average current, the pulsed TIG get better results smaller heat affected
zone, fewer deformations and reduced chance of cracking and gas
entrapment.
16 Crater current control It controls the crater current. It is important to get the good welding
quality.
17 Down slope time control
It controls the time to reach to the crater current from the welding
current. It is important to carefully control the downslope of current to
get the good welding bead.
18 Cooling mode selection switch It choose the cooling mode "WATER COOL" or "AIR COOL"
19 Gas after flow time control
The output current of the machine will turn OFF and then the gas valve
will remain open to continue the flow of the gas. It adjusts the duration
of this after-flow time.