10
Specications and Need-to-Know Information
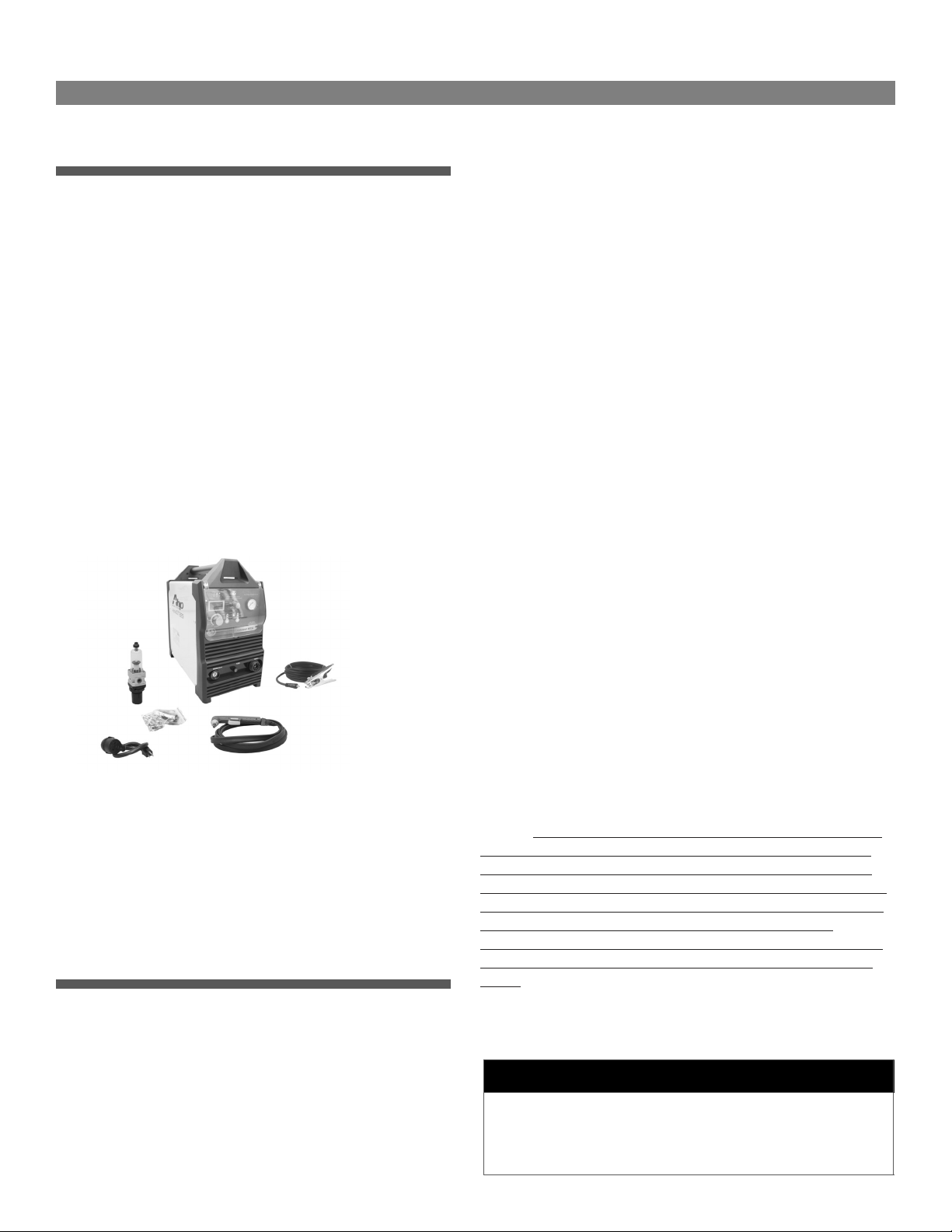
alphaCUT 825i
About the AlphaCUT 825i
The AlphaCUT 825i is well-suited for day to day cutting tasks in the
small shop and home garage. The duty cycle of the machine (35% at
60A) offers more than enough duty cycle to handle regular, daily
cutting chores. The design is simple and intuitive, lending itself to
perform well in situations where there are multiple or beginning us-
ers.
The unit comes standard with the following features:
• Dual Voltage 120/240V operation capability
• 60A max output for cutting nearly all metals
• 2T/4T Torch switch operation capability
• Adjustable post-flow timer
• Auto restart pilot arc or Tip Saver Pilot Arc
• Gas purge function
• Modern Blow-back type arc starting
• 20 Amp minimum operation
• Air Pressure Gauge
The unit comes standard with the following accessories:
• Innotect iPT 60 Plasma Torch, 14 ft.
• Work clamp and cable, 9 ft.
• Combination air pressure regulator/water trap
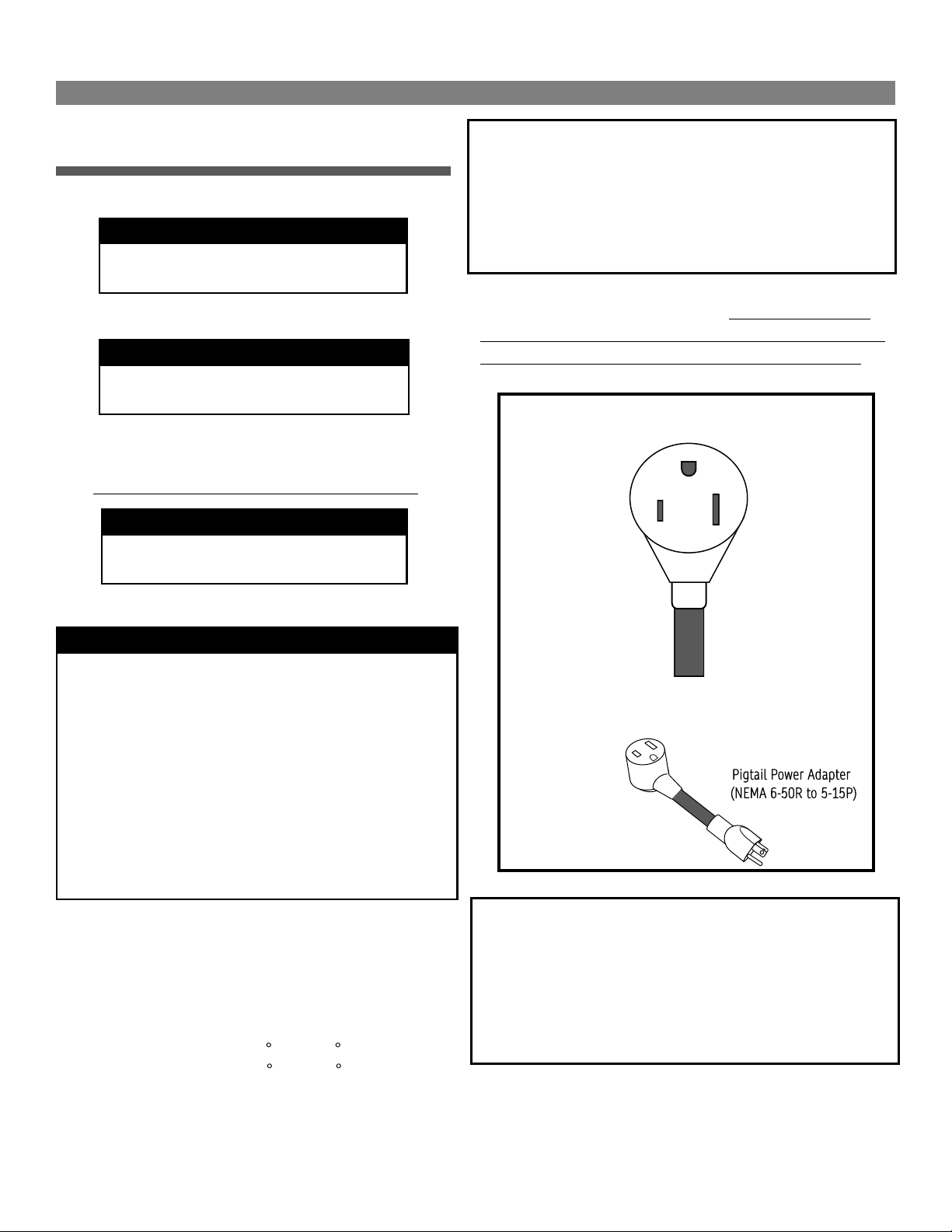
• 240 to 120V pigtail adapter
• 60A consumable starter kit
Ahp Warranty Statement
WARRANTY ONLY APPLIES TO UNITS WITH PROOF OF PURCHASE
FROM AN AUTHORIZED DEALER. NO EXCEPTIONS. PLEASE FEEL FREE
TO REQUEST A LIST OF AUTHORIZED DEALERS.
All new AHP welders and plasma cutters, shall be warrantied to the
original owner for a period to extend for 3 years from date of pur-
chase against breakage, malfunction, or other unit failure resulting
from manufacturing defect. The faulty unit will either be repaired or
an exchange will be made for a new or factory reconditioned unit at
AHP Welds discretion. The customer must contact the technical sup-
port team to review unit failure so that the warranty claim can be
established. Items such as electrodes, contact tips, nozzles, cups,
shields, liners etc, considered to be consumable items, are NOT cov-
ered under warranty. Torches, foot pedals and spool guns are warran-
tied for a period of 6 months. Additionally, certain items such as
torches, foot pedals and easily serviced parts may be individually
exchanged without returning the entire unit assembly should a fail-
ure with these items occur, at AHP Welds discretion. AHP Welds will
not be responsible for time/contract loss from unit failure, damages
occurring from improper or unskilled operation, damages resulting
from improper maintenance, improper wiring, poor quality power
sources, abuse or neglect. Nor will AHP assume responsibility for the
customer's failure to heed/read safety instructions, to read and un-
derstand operator's manual, obey occupational laws or to ensure the
unit's safe operation complies with state or local laws, personal injury
arising from the inherent risks involved with welding, including
burns, electric shock or death. Warranty extends only to the machine,
its accessories and parts contained inside as stated above. No other
warranty is expressed or implied.
In the event of unit failure or malfunction, the customer must contact
AHP to obtain a location of a designated return/repair facility. The
replacement unit will then be returned to the customer. AHP will
cover the shipping charges both ways for domestic customers that
have units in need of warranty within the first 30 days from the pur-
chase date. After the 30 days from the purchase date, the customer
shall be responsible for all shipping and handling costs both ways of
non-functioning units for repair or replacement. Customers located
outside of the USA lower 48 states will have to pay shipping and han-
dling charges both ways from the purchase date. It is the customer's
responsibility to adequately insure the unit, as AHP is not responsible
for lost or damaged returns. Labor coverage only applies if the unit is
serviced at our facility or one of our authorized dealers. We will not
reimburse the labor if the customer decides to have a third-party or
unauthorized repair technicians work on the unit.
NOTICE:
Ahp’s TIG products are designed for use by individuals with
a professional knowledge base in TIG and Stick welding and is de-
signed with commercial operation in mind. Ahp cannot be held ac-
countable for instruction and training of inexperienced users or dam-
age or malfunctions that may result from use by inexperienced users
or improper installation. If you do not have the skill level or
knowledge base to properly operate and install this machine, do not
use this machine until proper training and instruction has been re-
ceived.
View full warranty, terms of sale and shipping details here:
https://ahpwelds.com/
NOTICE:
Output on 120V will be limited to 30A. This unit is supplied with 60A consuma-
bles. To operate on 120V, you’ll need to purchase 20 or 30A rated consumables.
With a 60A consumable installed while operating on 120V, arc operation will be
erratic and unstable.. See torch page for Amp ranges of consumables.