The deadweight tester consists of a two stage hydraulic
pump containing a manifold which is pressurized during
operation. Integral to the pump is a shuttle valve that
allows the operator to regulate the speed of pressure
increase. One connection to the manifold includes a cylin-
der and a free-floating precision machined piston with a
plate for holding calibrated weights. A second connection
to the manifold accommodates a gauge or other pressure
measuring device to be calibrated or checked.
Incorporated into the manifold is a hand operated dis-
placement valve that allows small adjustments in fluid vol-
ume to be made without further operation of the pump
handle or release valve.
The tester is dual range having two interchangeable piston
and cylinder assemblies. One is a low pressure piston
having an effective area five times larger than that of the
high pressure piston. The low pressure piston is used for
making measurements below 2,000 psi (14,000 kPa). The
high pressure piston, with an area 1/5 that of the low pres-
sure piston, is used to measure pressure through 10,000
psi (70,000 kPa). The weight masses are pre-measured
and identified with the pressure values they produce when
operated with the interchangeable piston and cylinder
assemblies.
Pressure calibration points produced bythe deadweight
tester are accurate to within ± 0.1% of the reading certified
traceable to the N.I.S.T. The tester provides consistent,
repeatable accuracy, maintaining its pressure for an appre-
ciable length of time regardless of temperature changes,
slight leaks in the pressure system, or changes in volume
of the pressurized system due to movement of a Bourdon
tube or other device.
Ahand jack set, three wrenches, spare O-rings, and a
special adapter for making connections to pressure outlets
that do not accommodate cone pipe seating, are included
with each unit.
All deadweight testers are supplied with lower and back
connection offset pipe assemblies, with pipe adapters for
1
⁄
4NPT or 1
⁄
2NPT connections.
An all metal, double-latched, top handle carrying case is
supplied with the complete tester for all fittings and attach-
ments.Deadweights are packed in metal, double-latched
storage-carrying boxes.
2.1.2 Theory of Operation – 1305D
The theory behind a deadweight tester can be expressed
as simply as force acting upon a known area. Pressure
produced bythe pump is distributed bythe manifold, to the
base of a precision machined piston and to a device being
calibrated or checked. Pre-selected weights loaded onto
the piston platformare acted upon by gravity and develop
aforce that is to be equally opposed by the fluid pressure
from the pump. When equilibrium is achieved, the pres-
sure value is known, it being a direct result of the sum of
the forces from the weights, piston platform and the piston
divided by the effective area of the piston and cylinder
assembly.
With the 1305D two piston and cylinder assemblies are
supplied, one having an effective area 1/5 of the other.
When using the smaller piston and cylinder assembly, five
times more pressure is required to oppose the force of a
constant mass being acted upon by gravity. For this rea-
son the masses supplied with the tester are stamped with
two pressure values, the value being contingent on the
effectivearea of the piston and cylinder assembly selected.
2.1.3 Specifications – 1305D
Accuracy: Combined tolerance of weights and piston and
cylinder assemblies within 0.1% of reading. Weight toler-
ance within 0.05% of mass. Piston and cylinder is within
0.05% of rated mean effective area.
Deadweight: Non-magnetic die cast zinc alloy. Total
weight to produce maximum pressure of 10,000 psi
(70,000kPa) is 125 lbs. (56.7 kg).
Piston & Cylinder Assemblies: High strength stainless
steel piston and cylinder with brass collar and aluminum
weight platform.
Pump: Two stage, lever operated generates 10,000 psi
(70,000 kPa) with 28 pounds (12.7 kg) of force on lever
handle.
Pump Body: Aluminum, corrosion inhibited and coated
with baked blue epoxy finish.
Shuttle Valve: Stainless steel bypass valve that controls
rate of pressure increase and reduces operator effort
when working at high pressure.
Displacement Valve: Afine pitched threaded valve rod
permitting vernier adjustments to fluid volume and provide
precise pressure changes or adjustment of piston travel.
Limit stops prevent rod removal during normal operation.
Mounting: Four bench mounting holes located in base for
positive mounting to any level surface.
Instrument Connections: Two coned pipe assemblies
provide vertical calibration capability for back and lower
connected gauges. Standard 1⁄4inch internal NPT and 1⁄2
inch inter NPT fitting adapters are supplied.
Operating Fluid: 1305D – Light grade machine oils,auto-
motive petroleum base SAE 20 oils or other equivalent flu-
ids suitable for use with Buna N O-ring materials. 1.5 pints
required (.7 liters).
1305DH – Most hydraulic oils of phosphate ester base,
brakefluids,skydrol, pydraul etc., suitable for use with
Butyl or Ethylene-Propylene O-ring materials. 1.5 pints
required (.7 liters).
2.1.4 Certification:
Standard (CD-3) –Certificate of NIST traceability
(accuracy/traceability statement only).
Optional (CD-5) –Certification document includes actual
(as left) weight values for each weight and piston, piston
diameter values, environmental data and NIST test
numbers. Set includes numbered weights.
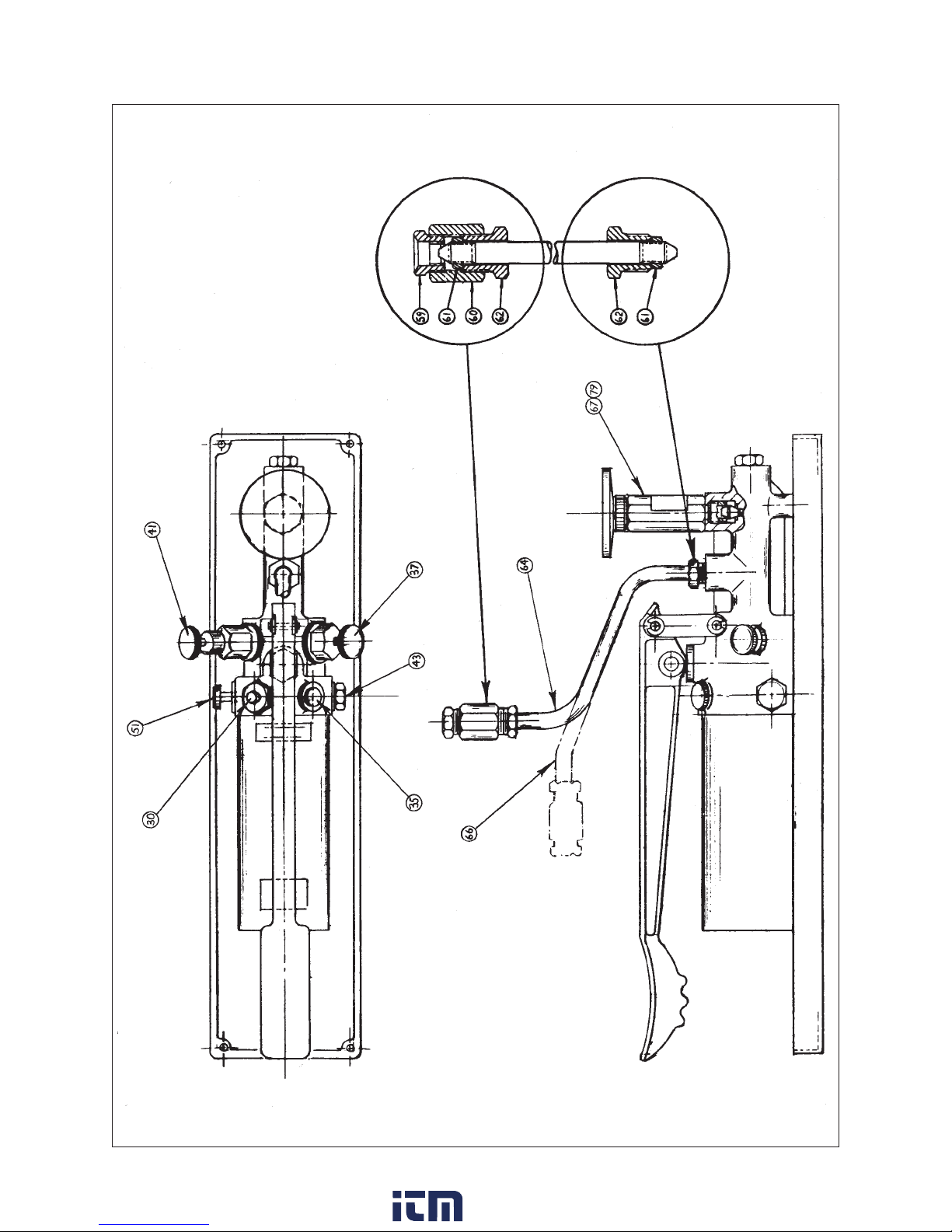
2.2 Product Description 1327D
2.2.1 Construction
The Ashcroft Type 1327D Portable Test Pumps are
rugged, versatile pressure transfer standards, used for
testing, setting, calibrating or repairing pressure measur-
ing devices with ranges up to 10,000 psi (70,000kPa). A
selection of high accuracy test gauges, with a precision of
±0.25% of span, are supplied as the standard to which the
device under test is compared.
The main component to the tester is a twostage hydraulic
pump containing a manifold which is pressurized during
operation. Integral to the pump is a shuttle valve that
allows the operator to regulate the speed of pressure
increase. One connection to the manifold has a straight
pipe with a precision test gauge attached serving as the
reference standard. A second connection to the manifold
accommodates a gauge or other pressure measuring
device to be calibrated or checked. Incorporated into the
manifold is a hand operated displacement valvethat
allows small adjustments in fluid volume to be made with-
out further operation of the pump handle or release valve.
www. .com information@itm.com1.800.561.8187