728
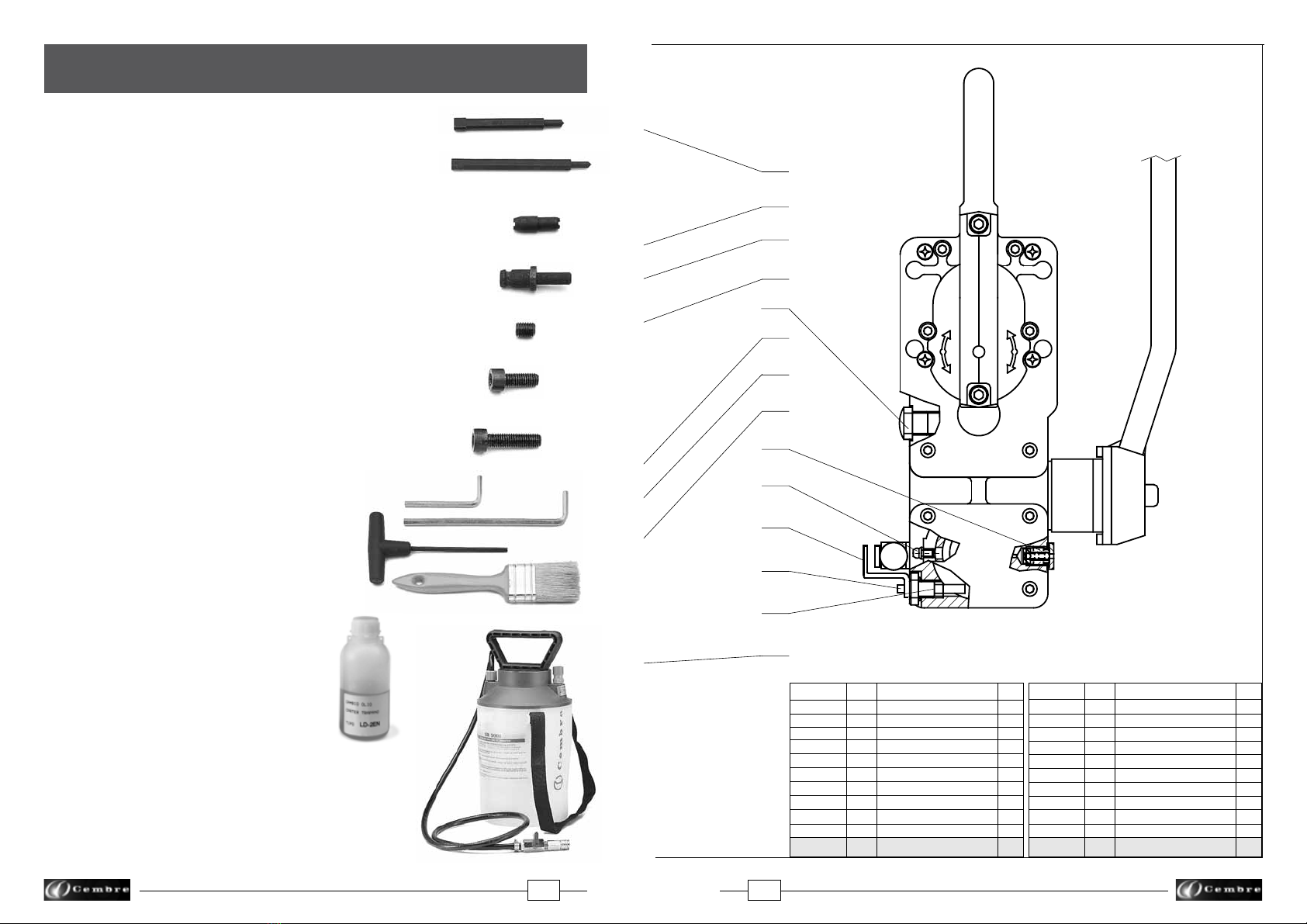
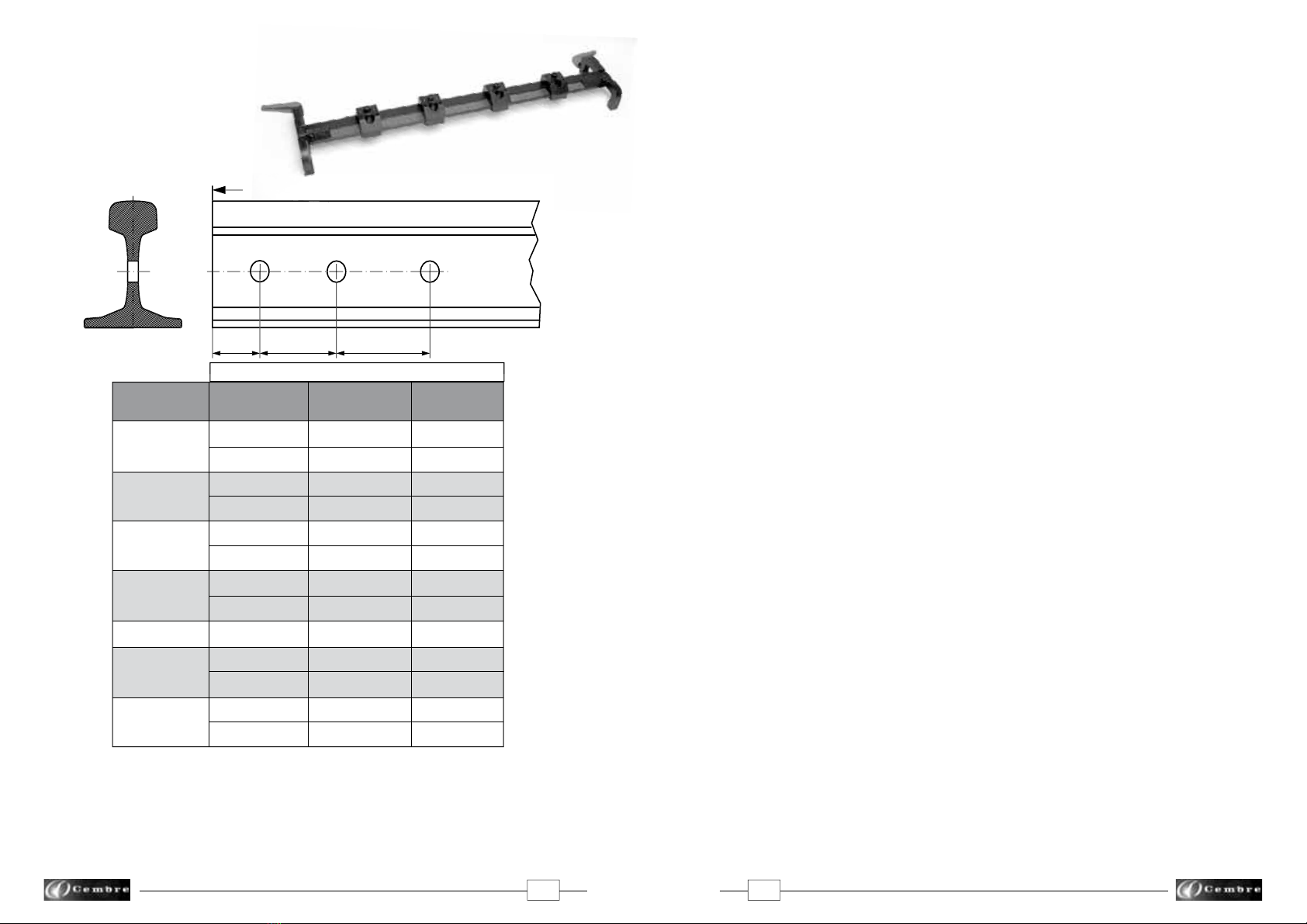
3.6) JOINT BAR POSITIONING GAUGES
Positioning gauges MRF-Y... for drilling joint bar
holes at pre-defined distances between rail end
and holes center lines.
2 21/32" 7 1/4" 5 1/2"
3 1/2" 6" 6"
2 21/32" 7 1/4" 5 1/2"
3 1/2" 4 3/4" 4 3/4"
2 23/32" 6" 7"
3 1/2" 6" 6"
3" 6" -
2 7/16" 5" -
2 7/16" 7" -
2 3/8" 7" -
2 3/4" 6 3/4" 6 3/4"
2 11/16" 5 1/2" 5 1/2"
3 1/2" 6" 6"
POSITIONING
GAUGE A B C
MRF Y10
MRF Y11
MRF Y12
MRF Y13
MRF Y14
MRF Y15
MRF Y16C
MRF Y10: suitable for drilling the following rails 100ARA-B, 115 and 119 LB RE
MRF Y11: suitable for drilling the following rails 100 ARA-B, 105 DL&W
MRF Y12: suitable for drilling the following rails 115, 119, 132, 136, 140 LB RE, 130 and 155 PS
MRF Y13: suitable for drilling the following rails 80, 90 LBASCE and 100ARA-A
MRF Y14: suitable for drilling the 85 LBASCE rail
MRF Y15: suitable for drilling the 130 LB RE and 136 LE.VAL rails
MRF Y: universal positioning gauge for all rail sizes
•
Note: other positioning gauge sizes available upon request.
B
APPENDIX “B”
Air noise (DIRECTIVE 2006/42/EC, Annexe 1, point 1.7.4.2, letter "u"):
–The continuous equivalent weighted level (A)
of noise pressure at the working place LpA is equal to .................................85,8 dB (A)
– The maximum value of instantaneous weighted noise
pressure C at the working place LpCPeak is lower than....................................130 dB (C)
– The level of noise force produced by the machine LWA
is equal to.....................................................................................................96,6 dB (A)
Protection of operators against risksof exposure to noise during work.
Cembre
drills type LD-2EY are designed and constructed according to EEC directives
80/1107 and 86/188 relating to the protection of operators against risks arising from ex-
posure to chemical, physical and biological agents during work, and with particular regard
to the risk of exposure to noise.
Thishas enabled a rangeof drills tobe manufactured for drillingrails and trackequipment,
at reduced noise levels.
The degree of exposure of an operator to noise produced from this equipment depends
on the duration of the loading times and the intervals between exposures, and finally on
the number of holes made within the space of one working day.
For example, an operator using the drill correctly for making holes 19 mm in diam., with
a type RCV 190 broach cutter on rails classified as UIC 60, quality 900, producing up to
400 holes/day, the daily personal exposure to noise, due solely to the use of the drill, is
less than 80 dB (A); under similar conditions producing 700 holes/day, the daily exposure
to noise would be 82.1 dB(A).
Since noise levels vary according to the many different operating conditions,
Cembre
engineers are available to give further details on the correct use of the drills.
Risks due to vibration (Directive 2006/42/EC, Annexe 1, point 2.2.1.1).
The weighted root mean square acceleration value to which the arms of an operator are
subjected when using the drill machine does not exceed 2,5 m/s2.
HOLES DISTANCES