CONTENT
1 SAFETY....................................................................................................................................................1
1.1 SIGNAL EXPLANATION..........................................................................................................................1
1.2 ARC WELDING DANGERS.................................................................................................................... 1
1.3 THE KNOWLEDGE OF ELECTRIC AND MAGNETIC FIELDS......................................................................5
2 SUMMARY.............................................................................................................................................6
2.1 BRIEF INTRODUCTION........................................................................................................................ 6
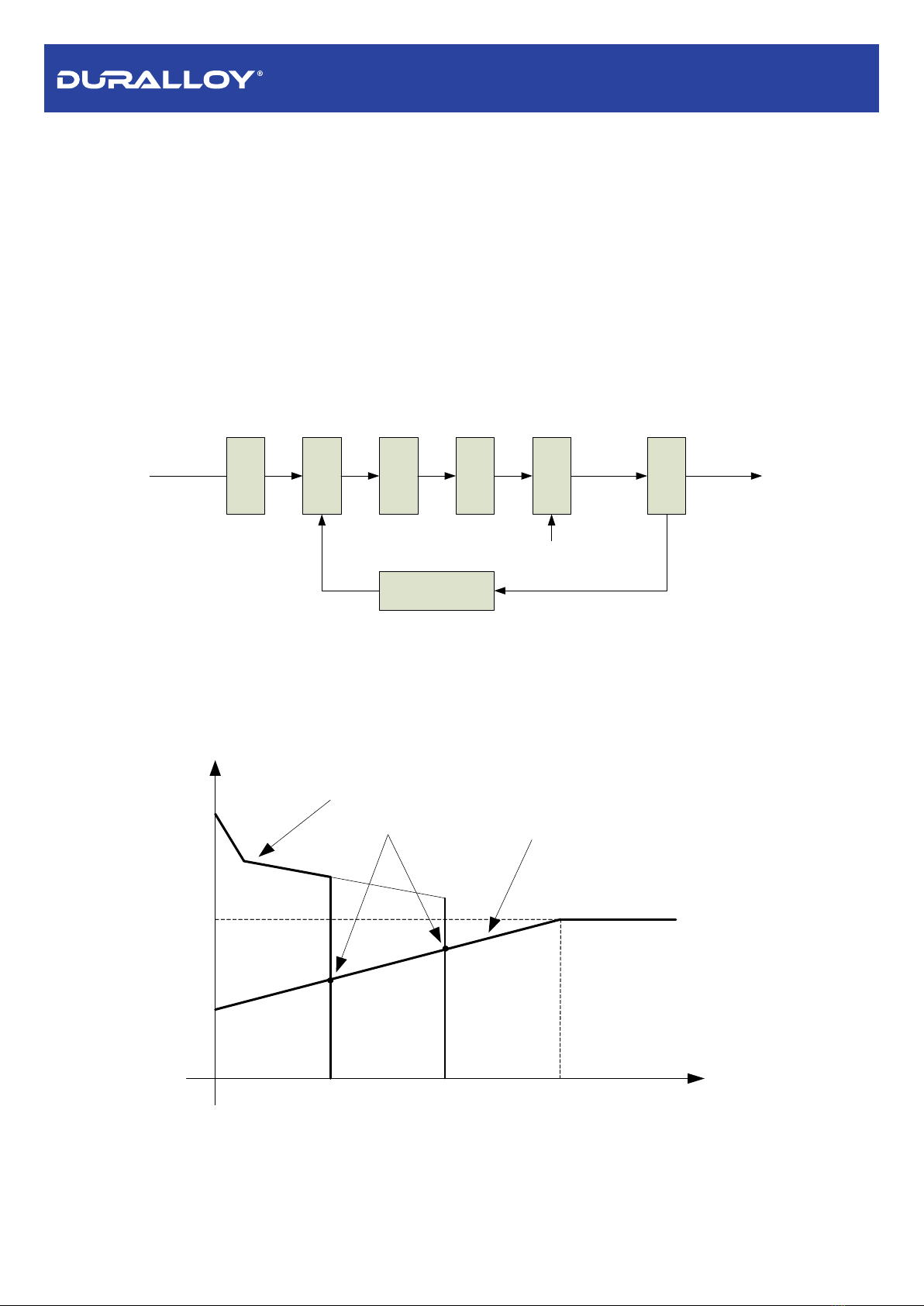
2.2 WORKING PRINCIPLE.........................................................................................................................8
2.3 VOLT-AMPERE CHARACTERISTIC....................................................................................................... 8
3 INSTALLATION AND ADJUSTMENT..................................................................................................9
3.1 PARAMETERS..................................................................................................................................... 9
3.2 DUTY CYCLE & OVER HEAT.............................................................................................................10
3.3 MOVEMENT AND PLACEMENT...........................................................................................................10
3.4 POWER SUPPLY INPUT CONNECTION................................................................................................. 11
3.5 POLARITY CONNECTION(MMA).................................................................................................. 11
3.6 ASSEMBLING THE EQUIPMENT (TIG).................................................................................................12
4 OPERATION......................................................................................................................................... 13
4.1 LAYOUT FOR THE PANEL...................................................................................................................13
4.2 CONTROL PANEL.............................................................................................................................. 14
4.4 ARGON ARC WELDING OPERATION................................................................................................. 18
4.4.1 TIG welding (4T operation)
...................................................................................................
18
4.4.2 TIG welding (2T operation)
.................................................................................................
19
4.5 WELDING PARAMETERS................................................................................................................... 21
4.5.1 Joint forms in TIG/MMA
........................................................................................................
21
4.5.2 The explanation of welding quality
....................................................................................
21
4.5.3 TIG Parameters Matching
....................................................................................................
21
4.6 OPERATION ENVIRONMENT.............................................................................................................24
4.7 OPERATION NOTICES......................................................................................................................24
5 MAINTENANCE & TROUBLESHOOTING........................................................................................25
5.1 MAINTENANCE.................................................................................................................................25
5.2 TROUBLESHOOTING........................................................................................................................26
5.3 ELECTRICAL PRINCIPLE DRAWING.....................................................................................................29
6 EXPLODED VIEW DRAWING............................................................................................................ 30
TIG191P AC/DC OWNER’S MANUAL
www.duralloy.net.au | 1300 369 456