4
D - CAVO MASSA O PRESA
A cui va collegato il connettore del cavo di massa
E - INTERRUTTORE
Accende e spegne la macchina
F - CAVO RETE
G -RACCORDO CON TUBO GAS
5 MESSA IN OPERA
Verificare che la tensione d’alimentazione corrisponda a quella
nominale della saldatrice.
Dimensionare i fusibili di protezione in base ai dati riportati sulla
targa dei dati tecnici
Collegare il tubo gas della saldatrice al riduttore di pressione
della bombola.
Montare la torcia MIG all’attacco C.
Collegare il cavo di massa alla presa De il morsetto di massa al
pezzo da saldare.
Controllare che la gola dei rulli corrisponda al diametro del filo
utilizzato. Per la eventuale sostituzione: aprire lo sportello
laterale, montare la bobina del filo ed infilare il filo nel traino e
nella guaina della torcia. Bloccare i rulli premifilo con la
manopola e regolare la pressione.
Accendere la macchina.
Scegliere la curva sinergica adeguata, seguendo le istruzioni
descritte nel paragrafo funzioni di servizio (PROCESS
PARAMS). Togliere l’ugello gas e svitare l’ugello portacorrente
dalla torcia. Premere il pulsante della torcia fino alla fuoriuscita
del filo. ATTENZIONE tenere il viso lontano dalla lancia
terminale mentre il filo fuoriesce, avvitare l’ugello
portacorrente e infilare l’ugello gas.
Aprire il riduttore della bombola e regolare il flusso del gas a 8 –
10 l/min.
Durante la saldatura il display B visualizza la corrente e la
tensione effettiva di lavoro, i valori visualizzati possono essere
leggermente diversi dai valori impostati, questo può dipendere
da molteplici fattori, tipo di torcia, spessore diverso dal nominale,
distanza tra ugello porta corrente e il materiale che si sta
saldando e la velocità di saldatura.
I valori di corrente e tensione, alla fine della saldatura rimangono
memorizzati sul display B dove compare la scritta HOLD, per
visualizzare i valori impostati è necessario ruotare leggermente
la manopola A, mentre spingendo il pulsante torcia senza
saldare, sul display B compare il valore di tensione a vuoto e il
valore di corrente uguale a 0.
Se durante la saldatura si superano i valori massimi di corrente
e tensione, questi ultimi non rimangono memorizzati sul display
e la scritta HOLD non viene visualizzata.
NB. Se si utilizzano fili di diametro 0,6mm è consigliato sostituire
la guaina della torcia di saldatura con una di diametro interno
adeguato.
Una guaina con un diametro interno troppo grande non
garantisce una corretta scorrevolezza del filo di saldatura.
6 DESCRIZIONE FUNZIONI VISUALIZZATE SUL DISPLAY B
All’accensione della macchina il display B per qualche istante
visualizza: il numero di articolo della macchina, la versione, la data
di sviluppo del software, e il numero di release delle curve
sinergiche.
Subito dopo l’accensione il display B visualizza: la curva
sinergica utilizzata, il modo di saldatura 2T o 4T, la funzione
SPOT se attivata, il processo di saldatura SHORT o PULSATO
(opzionale), la corrente di saldatura, la velocità in metri al minuto
del filo di saldatura, la tensione di saldatura e lo spessore
consigliato.
Per aumentare o diminuire i parametri di saldatura è sufficiente
regolare tramite la manopola A, i valori cambiano tutti assieme,
in modo sinergico.
Per modificare la tensione di saldatura V è sufficiente premere
per meno di 2 secondi la manopola A, sul display compare
(Arc Length o lunghezza d’arco) una barra di regolazione
con lo 0 centrale, il valore può essere modificato tramite la
manopola A da -9,9 a 9,9 per uscire dalla funzione premere
brevemente la manopola A.
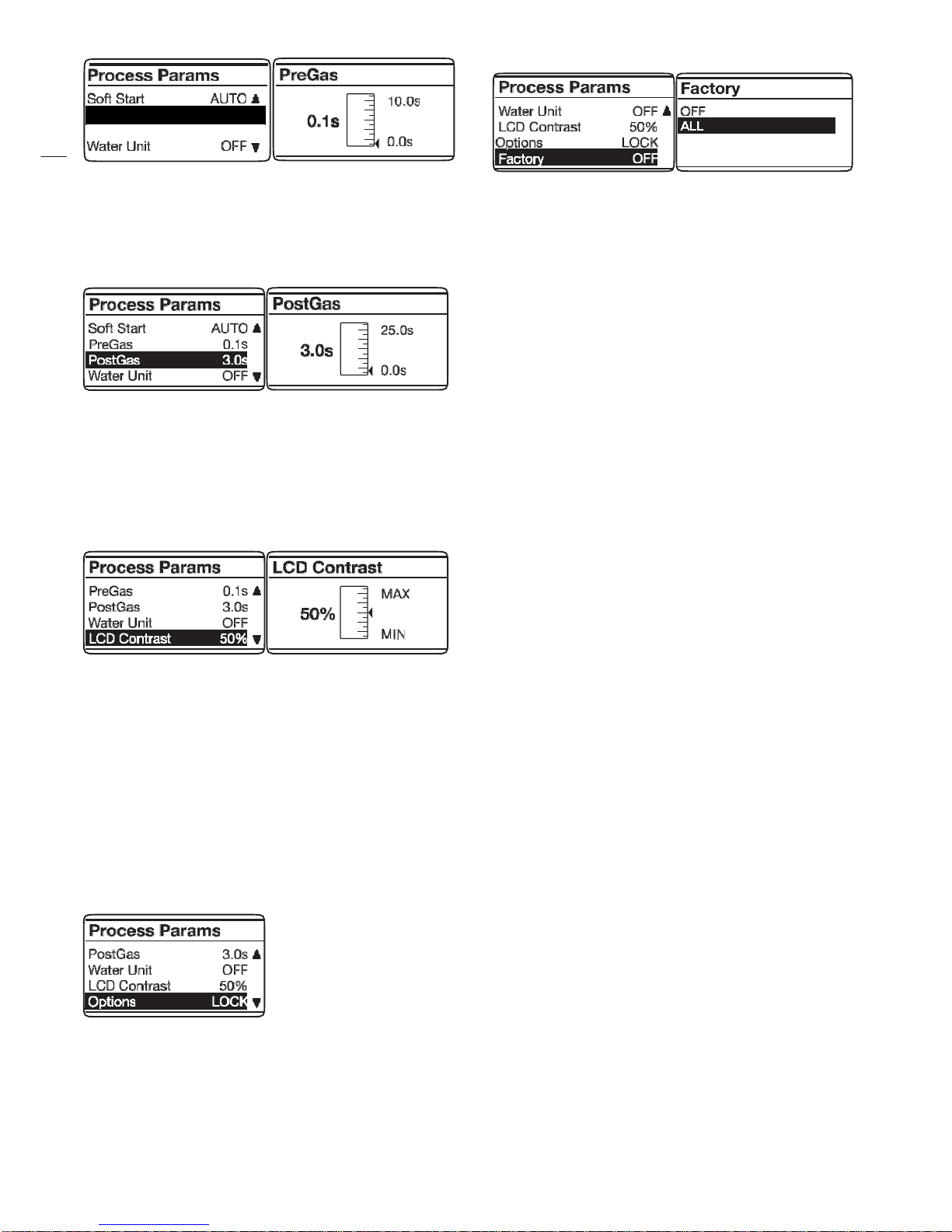
6.1 FUNZIONI DI SERVIZIO (PROCESS PARAMS)
VISUALIZZATE SUL DISPLAY B.
Per accedere a queste funzioni bisogna partire dalla schermata
principale e premere per almeno 2 secondi la manopola A.
Per entrare dentro la funzione è sufficiente selezionarla con la
manopola A e premere la stessa per meno di 2 secondi.
Per ritornare alla schermata principale premere per almeno 2
secondi la manopola A.
Le funzioni selezionabili sono:
Curva sinergica (Wire Selection).
Per scegliere la curva sinergica, è necessario, tramite la
manopola A, selezionare e premere sulla curva proposta dal
display B, è sufficiente selezionare la curva che ci interessa
e confermare la scelta premendo per meno di 2 secondi sulla
manopola A.
Dopo aver premuto la manopola A si ritorna alla schermata
precedente (PROCESS PARAMS).
Process
Per scegliere o confermare il tipo di saldatura, è necessario,
tramite la manopola A, selezionare e premere, per meno di 2
secondi su Short o Pulsed (opzionale).
Short identifica che il tipo di saldatura scelto è short
sinergico.
Pulsed (opzionale) identifica che il tipo di saldatura scelto è
pulsato sinergico.
Modo di saldatura (Start Mode).
Modo 2T, la macchina inizia a saldare quando si preme il
pulsante della torcia e si interrompe quando lo si rilascia.
Modo 4T, per iniziare la saldatura premere e rilasciare il
pulsante torcia, per terminare la saldatura premere e
rilasciare nuovamente.
Per scegliere il modo di inizio saldatura 2T o 4T selezionare
tramite la manopola Auno dei 2 modi e premere la
manopola Aper meno di 2 secondi per confermare la scelta,
questa operazione ci riporta sempre alla schermata
precedente (PROCESS PARAMS).
Tempo di puntatura e intermittenza (Spot).
Se selezioniamo il tempo di spot ON, sul display compare
4 COMANDI POSTI SUL PANNELLO POSTERIORE (Fig. 2)