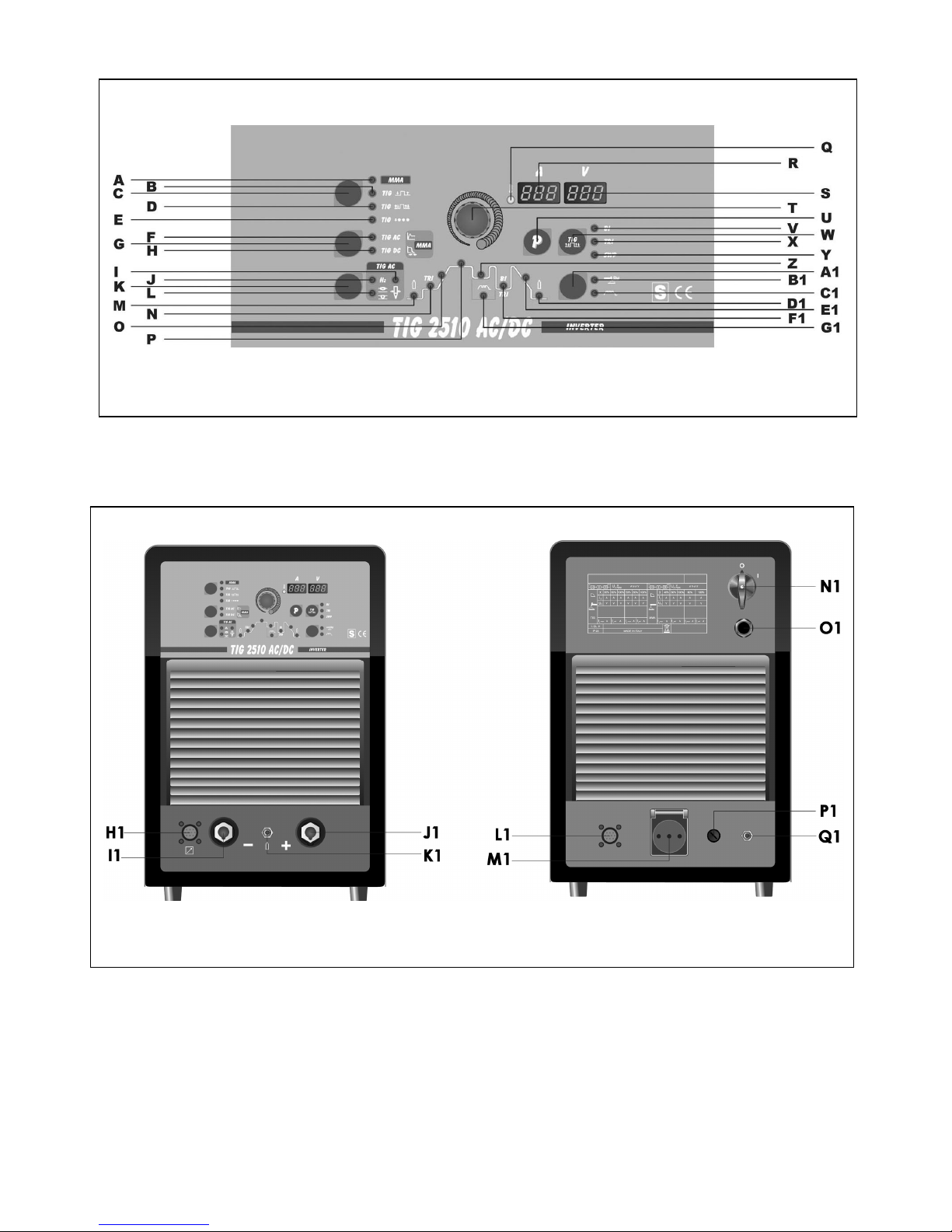
L1 – Connettore
Connettore a 10 poli a cui va collegato il cavetto del gruppo
di raffreddamento.
3.3 NOTE GENERALI
Prima dell'uso di questa saldatrice leggere attentamente le
norme CEI 26/9 - CENELEC HD 407 e CEI 26.11 -
CENELEC HD 433 inoltre verificare l'integrità
dell'isolamento dei cavi, delle pinze porta elettrodi, delle
prese e delle spine e che la sezione e la lunghezza dei cavi
di saldatura siano compatibili con la corrente utilizzata.
3.4 SALDATURA DI ELETTRODI RIVESTITI (MMA)
- Questa saldatrice è idonea alla saldatura di tutti i tipi di
elettrodi ad eccezione del tipo cellulosico (AWS 6010).
- Assicurarsi che l'interruttore N1 sia in posizione 0, quindi
collegare i cavi di saldatura rispettando la polarità
richiesta dal costruttore di elettrodi che andrete ad
utilizzare e il morsetto del cavo di massa al pezzo nel
punto più vicino possibile alla saldatura assicurandosi che
vi sia un buon contatto elettrico.
- Non toccare contemporaneamente la torcia o la pinza
porta elettrodo ed il morsetto di massa.
- Accendere la macchina mediante l'interruttore N1.
- Selezionare, premendo il pulsante C, il procedimento
MMA, LED AAcceso.
- Regolare la corrente in base al diametro dell'elettrodo, alla
posizione di saldatura e al tipo di giunto da eseguire.
- Terminata la saldatura spegnere sempre l'apparecchio e
togliere l'elettrodo dalla pinza porta elettrodo.
Se si vogliono regolare le funzioni di Hot-start LED F e di
Arc force LED Hvedere il paragrafo precedente.
3.5 SALDATURA TIG
Questa saldatrice è idonea a saldare con procedimento
TIG DC l'acciaio inossidabile, il ferro, il rame e con
procedimento TIG AC l’alluminio, l’ottone e il magnesio.
Collegare il connettore del cavo di massa al polo positivo
(+) della saldatrice e il morsetto al pezzo nel punto più
vicino possibile alla saldatura assicurandosi che vi sia un
buon contatto elettrico.
Collegare il connettore di potenza della torcia TIG al polo
negativo (-) della saldatrice.
Collegare il connettore di comando della torcia al
connettore H1 della saldatrice.
Collegare il raccordo del tubo gas della torcia al raccordo
K1 della macchina ed il tubo gas proveniente dal riduttore
di pressione della bombola al raccordo gas Q1.
Se si utilizza una torcia raffreddata ad acqua utilizzare il
gruppo di raffreddamento.
Dopo avere riempito di liquido refrigerante il serbatoio
collegare la spina del cavo rete alla presa M1 della
saldatrice, quindi collegare il connettore maschio volante
10 poli al connettore L1.
Accendere la macchina.
Non toccare parti sotto tensione e i morsetti di uscita
quando l'apparecchio è alimentato.
Alla prima accensione della macchina selezionare il modo
mediante i pulsanti C, G, We A1 e i parametri di saldatura
mediante il tasto Ke la manopola Tcome indicato al
paragrafo 3.2.
Il flusso di gas inerte deve essere regolato ad un valore (in
litri al minuto) di circa 6 volte il diametro dell'elettrodo.
Se si usano accessori tipo il gas-lens la portata di gas può
essere ridotta a circa 3 volte il diametro dell'elettrodo. Il
diametro dell'ugello ceramico deve avere una dimensione
da 4 a 6 volte il diametro dell'elettrodo.
Normalmente il gas più usato è l'ARGON perché ha un costo
minore rispetto agli altri gas inerti, ma possono essere usate
anche miscele di ARGON con un massimo del 2%
IDROGENO per la saldatura dell'acciaio inossidabile e ELIO o
miscele di ARGON-ELIO per la saldatura del rame. Queste
miscele aumentano il calore dell'arco in saldatura ma sono
molto più costose.
Se si usa gas ELIO aumentare litri al minuto fino a 10 volte il
diametro dell'elettrodo (Es. diametro 1,6 x10= 16 l/min. di Elio).
Usare vetri di protezione D.I.N. 10 fino a 75A e D.I.N. 11 da
75A in poi.
3.5.1 GRUPPO DI RAFFREDDAMENTO (optional art.
560101)
Se si utilizza una torcia raffreddata ad acqua utilizzare il
gruppo di raffreddamento.
Per selezionare il modo di funzionamento del gruppo di
raffreddamento agire come segue:
1. Selezionare un qualsiasi procedimento TIG.
2. Premere il tasto Ue mantenendolo premuto premere il
tasto K. Mantenerli premuti fino a quando sul display R
compare la sigla H2O.
3. Selezionare il funzionamento tramite la manopola T
1 = Gruppo spento,
2 = Funzionamento in continuo,
3 = Funzionamento in automatico.
Per uscire dalla selezione premere brevemente il tasto U.
N.B. Per "Funzionamento automatico" si intende che il gruppo
di raffreddamento si mette in moto alla pressione del pulsante
torcia e smette di funzionare dopo circa 2 minuti dal rilascio del
pulsante torcia.
Attenzione! Se selezionata la saldatura in elettrodo, il
raffreddamento non è acceso e non è selezionabile. E' normale
che alla accensione della macchina il display Rvisualizzi, in
modo lampeggiante, la sigla H2O.
3.6 MEMORIZZAZIONE
E' possibile memorizzare solo dopo avere saldato.
Il pulsante U, premuto brevemente, effettua una scelta;
premuto per un tempo maggiore di 3 secondi, effettua una
memorizzazione.
Ad ogni accensione, la macchina presenta sempre l'ultima
condizione utilizzata in saldatura.
3.6.1 Memorizzare i dati del programma PL
Utilizzando la macchina per la prima volta.
Alla accensione della macchina il display visualizza la sigla PL
questa, dopo 5 secondi, scompare e viene visualizzata una
corrente di lavoro. Seguire le indicazioni dei paragrafi 3.2 e 3.5
quindi, per memorizzare i dati nel programma P01, procedere
nel seguente modo:
· Premere brevemente il pulsante Ucomparirà la scritta P01
lampeggiante.
· Premere il pulsante Uper un tempo maggiore di 3 secondi
fino a che la sigla P01 smetta di lampeggiare, a questo punto
la memorizzazione è avvenuta.
· Ovviamente se invece di memorizzare nel programma P01 si
vuole memorizzare in un programma diverso si premerà il
pulsante Uin maniera breve tante volte quante necessarie
per visualizzare il programma desiderato. Alla riaccensione
della macchina viene visualizzato P01.
IL PULSANTE U PREMUTO BREVEMENTE EFFETTUA UNA
SCELTA, PREMUTO PER UN TEMPO MAGGIORE DI 3
SECONDI EFFETTUA UNA MEMORIZZAZIONE.
3.6.2 Memorizzare da un programma libero
L'operatore può modificare e memorizzare un programma
scelto procedendo nel seguente modo:
· Premere il pulsante Uin modo breve e scegliere il numero di
programma desiderato.
I programmi liberi hanno la sigla lampeggiante.
7