10
Schrauben loszuschrauben, der Flansch (1) ist zu entfernen. Der
Schneidbrenner vom Adapter (3) abschrauben. Zum Einbau des
neuen Schneidbrenners ist den Anweisungen aus Punkt 1 zu
folgen.
Achten Sie besonders darauf, daß der Zapfen und die
Steckerstifte des Adapters nicht verformt oder verbogen werden.
Deformierter Zapfen verhindert das korrekte Lösen vom
Brennerpaßstück; verbogene Steckerstifte verhindern das
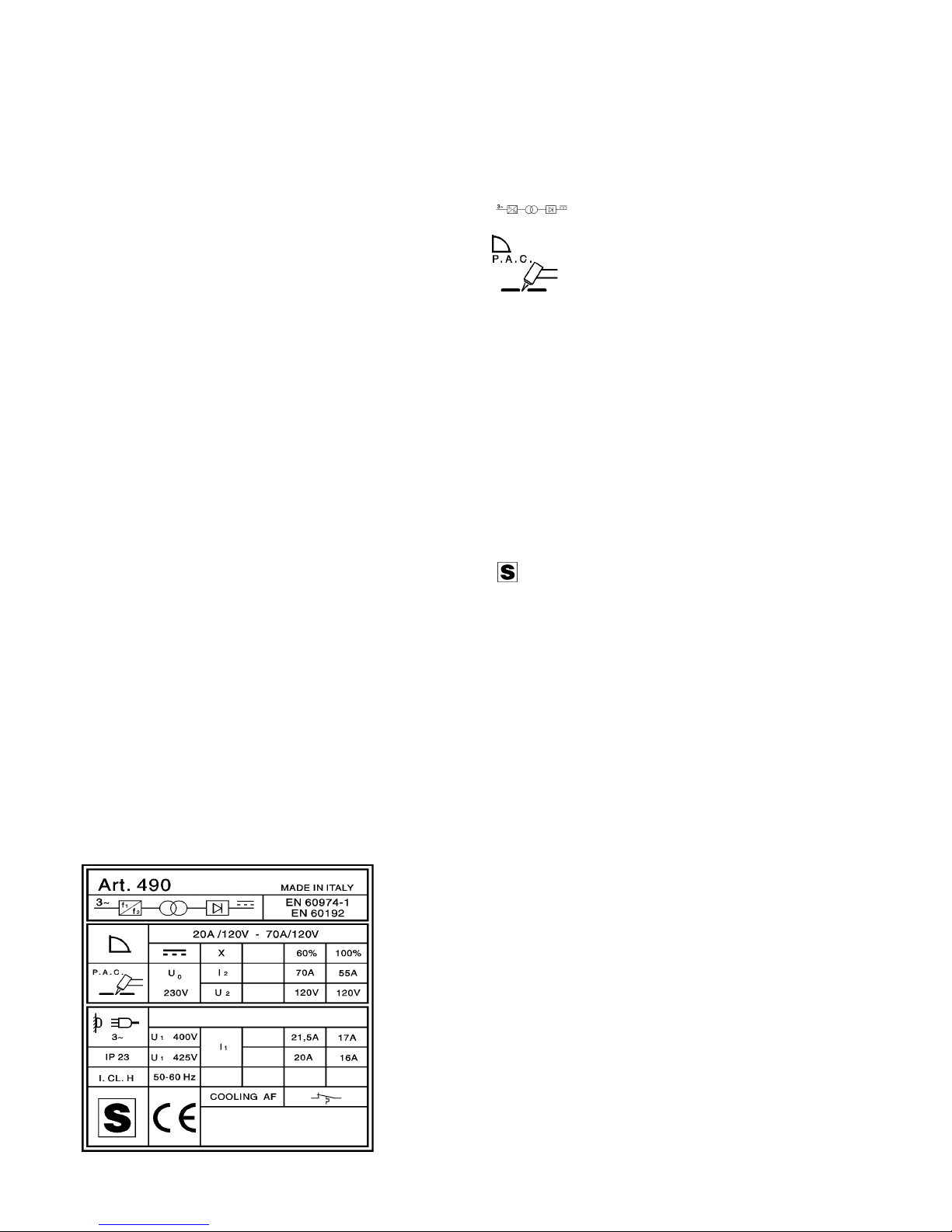
korrekte Anschließen des Adapters auf dem Brennerpaßstück R
(Abb. 1) und verschlechtern damit die Funktionstüchtigkeit des
Geräts.
Diese Anlage ist fähig nur für Elettro c.f. Hand- und
Maschinenbrenner Typ P70 und P150. Elettro c.f. wird
irgendeine Verantwortung bezüglich der Verwendung von
verschiedenen Brenner ablehnen.
3.2 INGANGSETZEN
Die Installation der Maschine muß durch qualifiziertes
Personal durchgeführt werden. Alle Verbindungen müssen
in Übereinstimmung mit den geltenden Normen und in voller
Berücksichtigung des Unfallverhütungsgesetzes
vorgenommen werden.
Die Luftzuführung mit dem auf dem Luftdruckminderer P (Abb. 2)
gestellten Verbindungsstück verbinden und sich vergewissern,
daß der Druck wenigstens 6 bar (6KPaX100) mit einem
Mindestzustrom von 200 lt./min. beträgt. Im Falle, in dem die
Luftzuführung sich von einem Druckminderer eines Kompressors
oder einer Zentralanlage herleitet, muß der Druckminderer auf
den maximalen Austrittsdruck eingestellt werden, welcher auf
alle Fälle 8 bar (8KPaX100) nicht überschreiten darf. Wenn die
Luftzuführung sich aus einer Preßluftflascheherleitet, muß diese
mit einem Druckregulierer ausgerüstet sein; nie eine
Preßluftflasche direkt mit dem Druckregler der Maschine
verbinden! Der Druck könnte über der Kapazität des
Druckreglers, welcher folglich explodieren könnte, liegen!
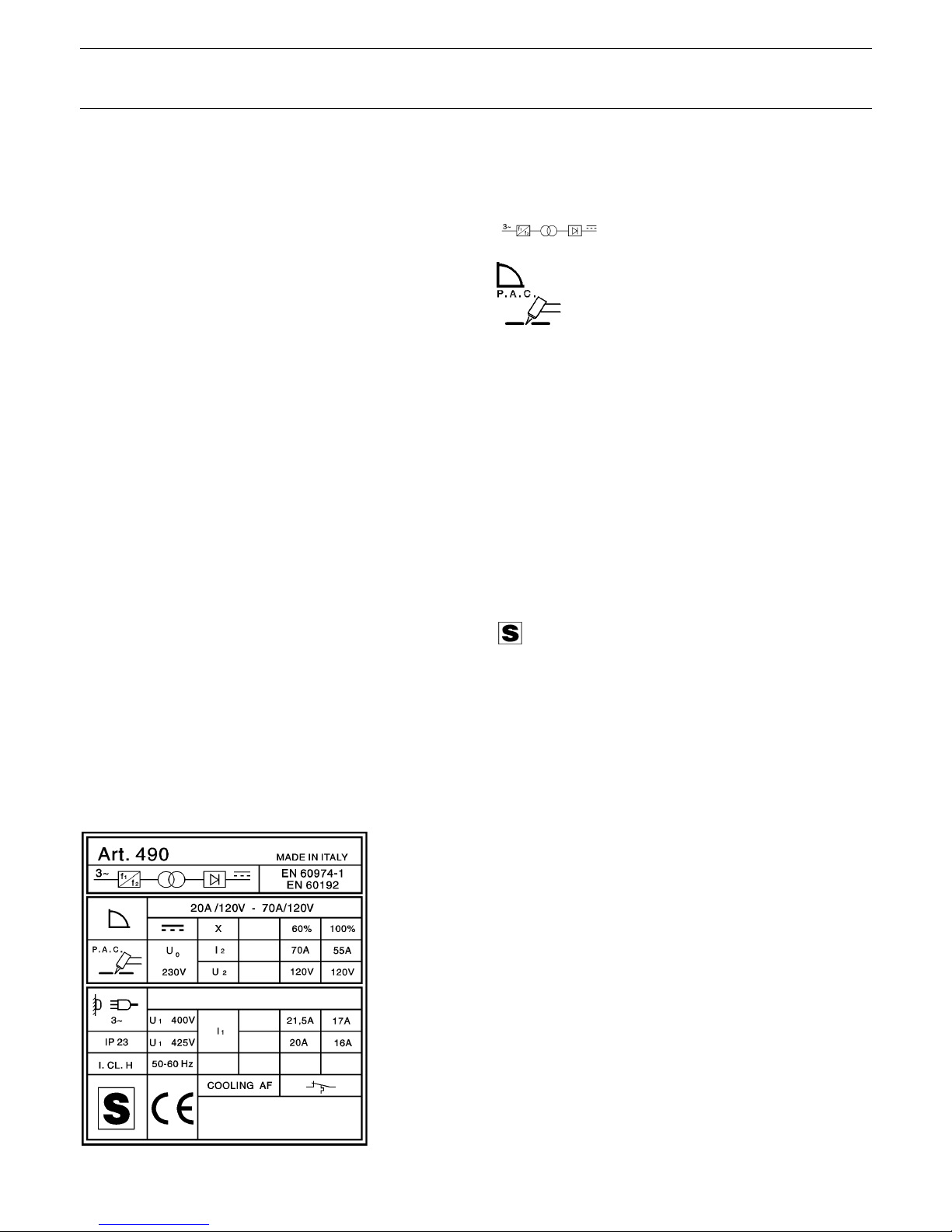
Sicherstellen, daß die Versorgungspannung der Spannung
entspricht, die auf dem "Technische Daten" Typenschild
angegebenen ist. Die Verbindung des Speiskabel Q (Abb. 2)
vornehmen : die grüngelbe Leitung des Kabels muß mit einer
funktionstüchtigen Erdung der Gerätsanlage verbunden werden,
die übrigen Leitungen müssen durch einen Schalter, der
möglichst nahe an der Schneidezone angebracht werden sollte,
um in Notfall ein schnelles Ausschalten zu ermöglichen, mit der
Speiselinie verbunden werden.
Das Leistungsvermögen des magnetothermischen Schalters
oder der Schmelzsicherungen in Serie am Schalter muß wie der
von der Maschine abgenommene Strom I1sein oder darüber
liegen.
Den absorbierten Strom I1leitet man aus dem Ablesen der
technischen Daten in Übereinstimmung mit der zur Verfügung
stehenden Speisungsspannung U1ab.
Eventuelle Verlängerungskabel müssen einen Querschnitt
haben, das dem absorbierten Strom I1angemessen ist.
3.3 VERWENDUNG
Das Gerät durch den Griff N (Abb. 2) einschalten, dieser
Arbeitsgang wird durch das Aufleuchten der Leuchte E
hervorgehoben.
Indem man einen Moment lang auf den Druckknopf des
Brenners druckt, steuert man die Öffnung des
Preßluftausströmens. Überprüfen, daß in diesem Zustand der
von dem Manometer O (Abb. 2) angegebene Druck zwischen 4,5
und 4,7 bar (4,5÷4,7 KPaX100) liegt, ihn andernfalls
ausgleichen, indem man den Griff P (Abb. 2) des Druckreglers
betätigt, dann den genannten Griff blockieren, indem man einen
Druck nach unten ausführt. Die Erdungsklemme P (Abb. 2) mit
dem Stück, das geschnitten werden muß, verbinden. Durch den
Drehknopf C (Abb. 1) den Schneidstrom wählen. Düse Ø 1 bis
45÷50 A und Düse Ø 1,2 von 45 bis 70 A anwenden.
Es wird eine bedeutend bessere Schnittqualität erzielt,
wenn die Düse in etwa 2 mm Entfernung vom Werkstück
gehalten wird. Aus praktischen Gründen kann bisweilen das
Schneiden mit aufsitzender Düse bevorzugt werden. Diese
Arbeitsmethode darf jedoch nicht bei Stromstärken von über
45 A angewendet werden, da sie schnell (manchmal auch
sofort) die Zerstörung der Düse und einen sehr
schlechten Schnitt bewirkt.
Das Aufleuchte der roten Kontrolleuchte D (Abb. 1) zeigt
an, daß der Schnitt unter Verwendung der verschiedenen
Distanzstücke.
Sich vergewissern, daß die Klemme und das Stück besonders
bei lackierten Blechen, eloxierten Blechen oder mit
isolierenden Verkleidungen einen guten elektrischen Kontakt
haben. Die Erdungsklemme nicht mit dem Materialstück, das
entfernt werden sollt, verbinden.
Den Druckknopf des Brenners drücken, damit die Zündung
des Pilotbogens erfolgt. Innerhalb 4 Sekunden sollte man
schneiden anzufangen, sonst der Pilotbogen erloscht. Um der
Pilotbogen wieder zu entzünden, sollt man noch den
Druckknopf des Brenners drücken. Den Brenner an den Rand
des Stücks annähern und den Schnitt durchführen.
Wenn es möglich ist, muß der Schneidbrenner gezogen
werden. Ziehen ist einfacher als Schieben.
Brenner während des Schnittes senkrecht halten.
Nach Beendigung des Schnitts und nachdem man den
Druckknopf losgelassen hat, strömt zirka 1 Minute lang
weiterhin Luft aus dem Schneidbrenner aus, um es dem
Brennerkopf selbst zu ermöglichen abzukühlen. Vor
Beendigung dieser Zeit ist es gut, wenn das Gerät nicht
ausgeschaltet wird.
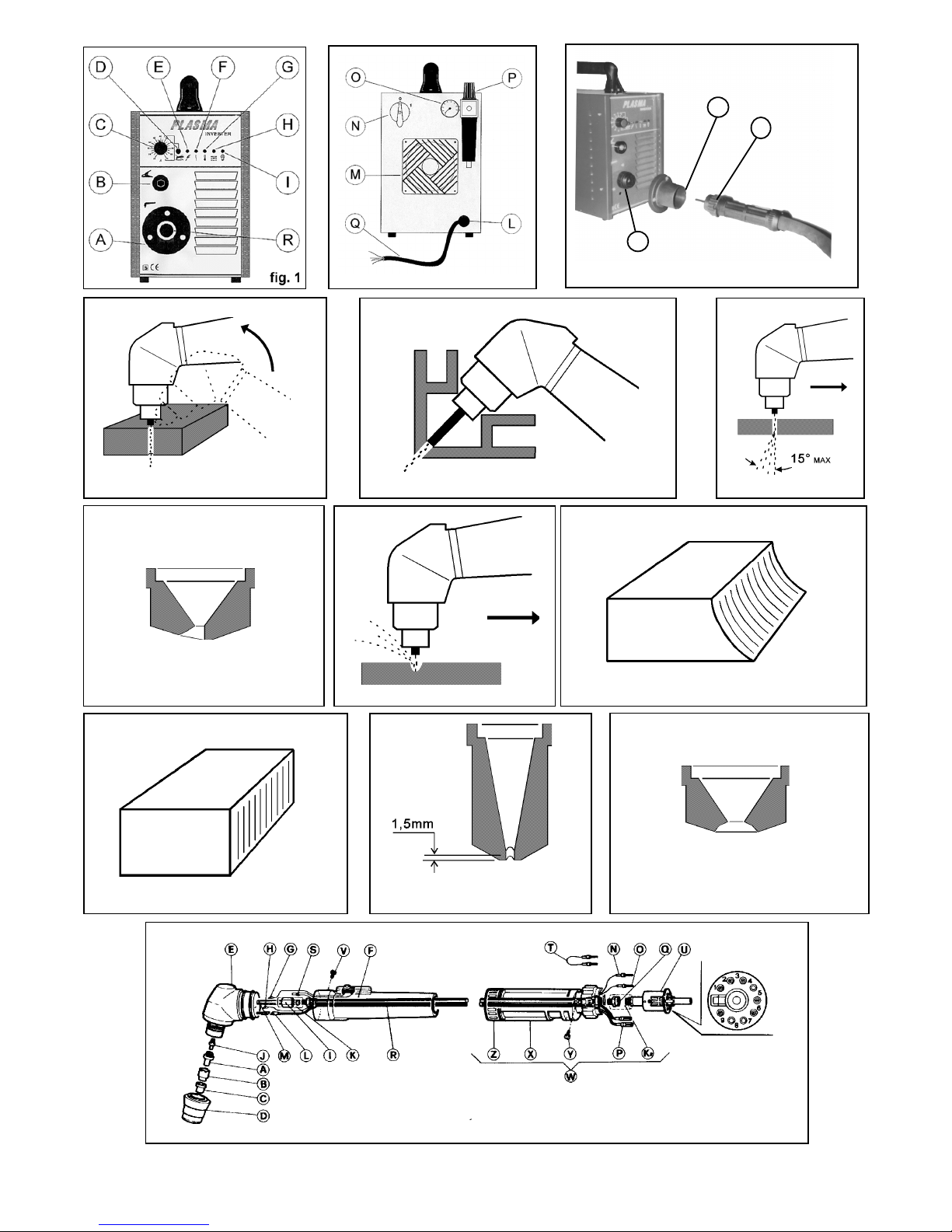
Sollten Löcher gebildet werden müssen oder sollte man mit
dem Schnitt vom Zentrum des Stücks aus beginnen müssen,
muß man der Brennerkopf in geneigter Stellung halten und
Sie langsam aufrichten, so daß das geschmolzene Metall
nicht auf die Düse gespritzt wird (siehe Abb. 4). Dieser
Arbeitsgang muß ausgeführt werden, wenn man Stücke
bearbeitet, deren Dicke über 3 mm hinausgeht.
In dem Fall, in dem man Schnitte an Ecken oder an
Einbuchtungen vornehmen muß (siehe Abb. 5) wird geraten,
verlängerte Elektroden und Düsen zu verwenden. Sollte man
kreisförmige Schnitte vornehmen müssen, rät man, den
eigens dafür vorgesehenen Zirkel (auf Wunsch geliefert) zu
verwenden.
N.B. Vermeiden, den Pilotbogen in der Luft unnütz entzündet
zu halten, um den Verbrauch der Elektrode, des Diffusors und
der Düse nicht zu erhöhen.
3.4 UNZUREICHENDE FAKTOREN BEI DEM SCHNEIDEN
1) Nichtausreichende Durchdringung
Die Ursachen dieses unzureichenden Faktors können sein:
- hohe Geschwindigkeit. Sich immer vergewissern, daß der
Bogen komplett in das Stück, das geschnitten werden muß,
eindringt und daß er in der Vorwärtsbewegungsrichtung nie
eine Neigung hat, die über 10 - 15° liegt (siehe Abb. 6). So
vermeidet man eine nicht korrekte Abnutzung der Düse
(siehe Abb. 7) und Versendungen am Düsenträger ( Abb. 8).
- Übergroße Dicke des Stücks (siehe Diagramm
Schneidegeschwindigkeit und Dicken).
- Kein guter elektrischer Kontakt zwischen Erdungsklemme
und dem Stück.
- Düse und Elektrode abgenutzt.
- Schneidstrom zu niedrig.
N.B.: Wenn der Bogen nicht komplett eindringt, verstopfen
Schlacken flüssigen Metalls die Düse.
2) Der Schneidebogen schaltet sich aus
Die Ursachen dieses unzureichenden Faktors können sein:
- Düse, Elektrode, oder Diffusor abgenutzt.
- Luftdruck zu hoch.
- Speisespannung zu niedrig.
3) Schräger Schnitt
Sollte der Schnitt sich als schräg erweisen (siehe Abb. 9), die
Maschine ausschalten, den Düsenträger lockern und die Düse
um etwa eine Viertel Drehung drehen, dann blockieren und
wieder versuchen. Den Arbeitsgang wiederholen bis der
Schnitt gerade ist (siehe Abb. 10).
4) Zu große Abnutzung der dem Verschleiß
unterliegenden Teile
Die Gründe des oben angegebenen Problems können sein: