HOW TO HOLD YOUR HANDPIECE
Normally, you should hold your handpiece like a table knife, not
like a pencil. A few exceptions are hammering and stippling.
Resist the urge to grip your handpiece tightly. Train yourself to
hold the handpiece as softly as you can. When you grip it tightly
or push hard with your hand, you lessen the impact power and
create more work for yourself. So,
relax and let the machine do the
work while you concentrate on the
design you are working on. When
you are doing heavy work, try this:
Partially release your grip on the
handpiece as you add more power
with the foot control. You will be
amazed at how much more power
you have. If you slip with the
graver, you are not operating your
handpiece properly, and probably
pushing too hard with your hand.
Hammering is a special situation.
When hammering you usually hold
the handpiece like a pencil. If you
are hammer setting, be sure to
press the hammer tip down rmly
on the work BEFORE using the
foot control to start hammering.
Also, do NOT operate the hammer
by holding the tip slightly above
the work as with many exible-
shaft hammers. Do NOT allow
the hammer tip to “bounce”
against the work. Use just enough
downward pressure to keep
the hammer from jumping off the work. GRS handpieces have
tremendous power. Use just enough power to do the work ... take
it easy at rst!
HOW TO USE THE FOOT THROTTLE
The GraverSmith foot throttle is operated like an automobile
accelerator and NOT like a exible-shaft foot control. You should
put the tool in position BEFORE depressing the foot control.
Never depress the foot throttle and then try to bring a stroking
handpiece to the work! If you need more power when cutting
deeper, push more on the
foot throttle to increase the
handpiece power. You will soon
learn to coordinate your foot
action with the need for more
power as you work. A beginner
will push the foot control down
a set amount and try to do the
rest by pushing the handpiece
harder, while never changing
foot position. This is incorrect
and not a safe way to use a handpiece. At the start of the cut,
increase power in a smooth fashion. If you need more power,
press more with your foot. As the cut tapers to the end, reduce
the foot pressure gradually as your hand tilts the graver up and
out. With a little practice, this hand/foot coordination will become
as natural as driving a car.
MAINTENANCE
IMPACT HANDPIECE CLEANING
DO NOT USE SOLVENT! The impact handpiece must be kept
clean for proper operation. If operation becomes sluggish, erratic,
or fails, follow these cleaning instructions.
Remove piston and spring from the handpiece. One at a time,
place in a sheet of writing or copier paper. DO NOT USE paper
towel, tissue, or newsprint. Holding it between your ngers (FIG.
5) “buff and polish” off any dirt or residue. Folding the paper, use
the edge to clean between the
piston grooves and the spaces
between the spring.
To clean the handpiece inside,
take the writing or copier paper
and twist it to a point (FIG. 6).
Insert the paper point into the
handpiece and rotate paper
and handpiece against each
other. This will “buff and polish”
the inside clean.
IMPORTANT NOTE: DO NOT
LUBRICATE PISTON, SPRING
OR BORE. Oiling: Occasionally
place a drop of synthetic oil or
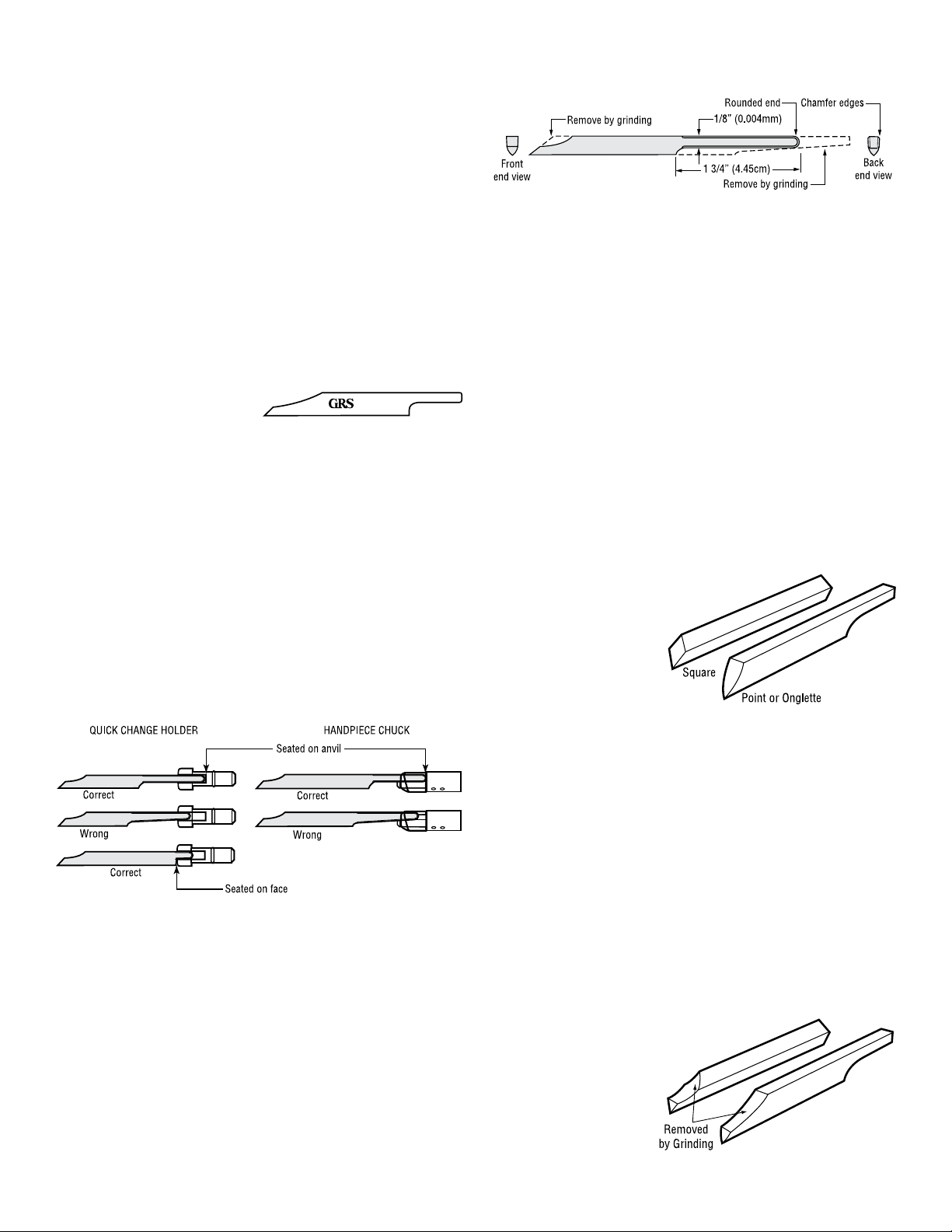
light grease on the handpiece chuck
threads / jaws or Quick Change chuck. This will extend useful life,
and improve operation.
THROTTLE
The throttle should require little maintenance. It should be
cleaned periodically. Oiling: Periodically place a drop of oil on
the throttle hinges. When cleaning the oor, place foot throttle on
your bench or chair to prevent damage from debris.
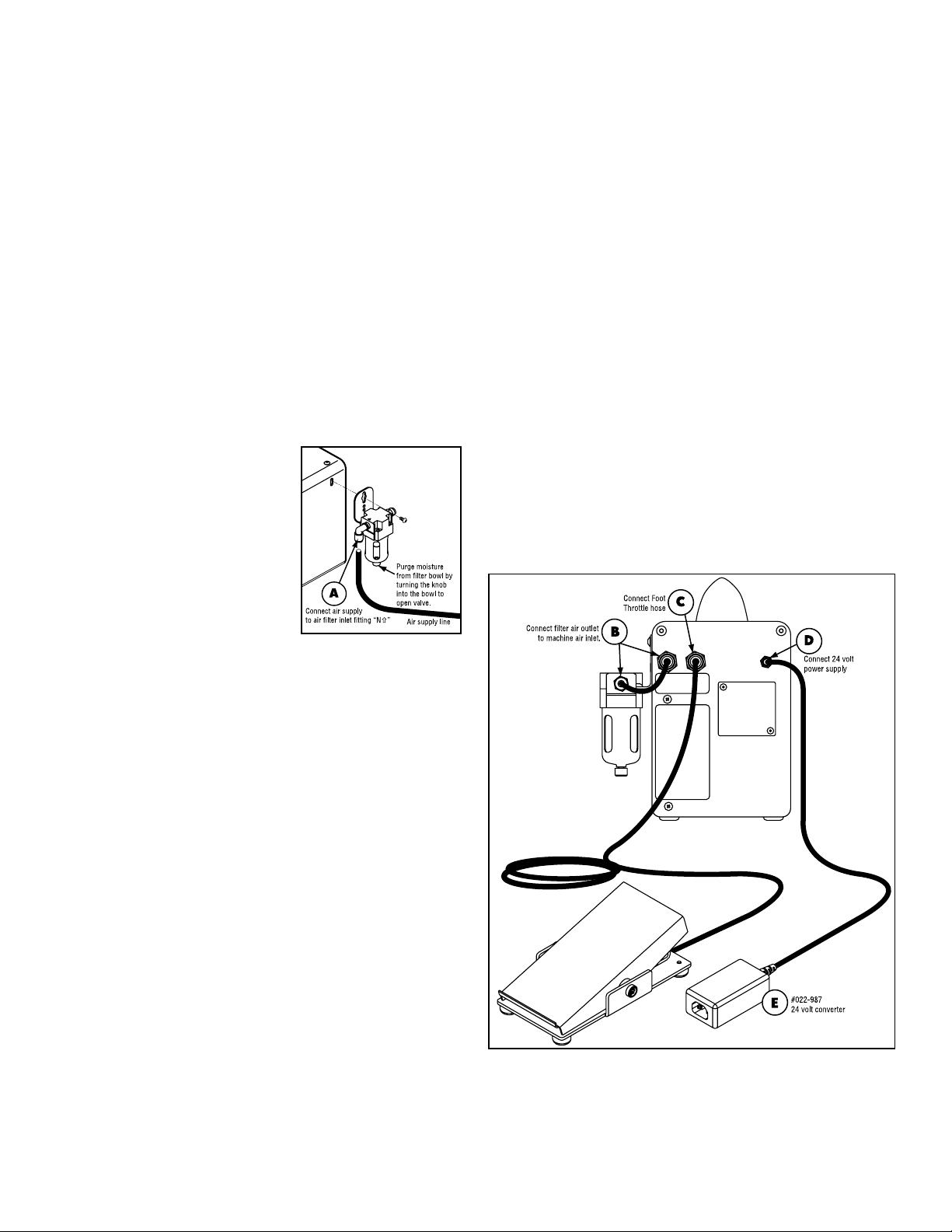
AIR SYSTEM
If large amounts of water and contaminants are in the air supply
to the unit, more frequent attention must be given to the units
lter. The bowl must be drained frequently to prevent water from
entering the rotary valve, hoses, handpiece, etc. In addition, the
lter element must be cleaned and / or replaced frequently. If
moisture is noted in the handpiece or throttle hoses, shut the unit
down immediately and drain the lter bowl, and then follow these
instructions:
1. Disassemble and clean impact handpiece(s) and reassemble.
2. Reduce pressure setting to 10 psi and turn unit ON to purge
moisture from valves, hoses, etc. - with handpiece not
attached.
ROTARY VALVE
The Rotary Valve is lubricated by air passing through it.
Additional lubrication is not required or recommended.
DO NOT RUN ELECTRICAL SYSTEM UNLESS
AIR SYSTEM IS ON.
FIG. 5
FIG. 5