6/44
i. la surface de la zone à prendre en considération autour de l’appareil dépendra de la structure des
édifices et des autres activités qui se déroulent sur le lieu. La zone considérée peut s’étendre au-delà des
limites des entreprises.
Recommandation sur les méthodes de réduction des émissions électro-magnétiques
a. Alimentation principale : Le poste de souda e devra être relié au réseau d’alimentation
conformément aux recommandations du fabricant. En cas d’interférences, il peut s’avérer utile de
prendre des précautions supplémentaires en filtrant la tension d’alimentation. Il peut s’avérer utile de
blinder le câble d’alimentation dans les installations fixes du poste de souda e, sous oulottes
métalliques ou dispositifs équivalents. Le blinda e devrait être électriquement continu sur toute la
lon ueur du câble. Il devrait être relié au poste de souda e avec un bon contact électrique entre la
oulotte métallique et le boîtier du poste.
b. Câbles de soudage : Les câbles doivent être les plus courts possibles. Les re rouper et, si possible, les
laisser au sol.
c. Protection et blindage : La protection et le blinda e sélectif d’autres câbles et matériels dans la zone
environnante peut limiter les problèmes de perturbation.
d. Mise à la terre de la pièce à souder : La mise à la terre de la pièce à souder peut limiter les
problèmes de perturbation. Elle peut être fait directement ou via un condensateur approprié. Ce choix est
fait en fonction des ré lementations nationales.
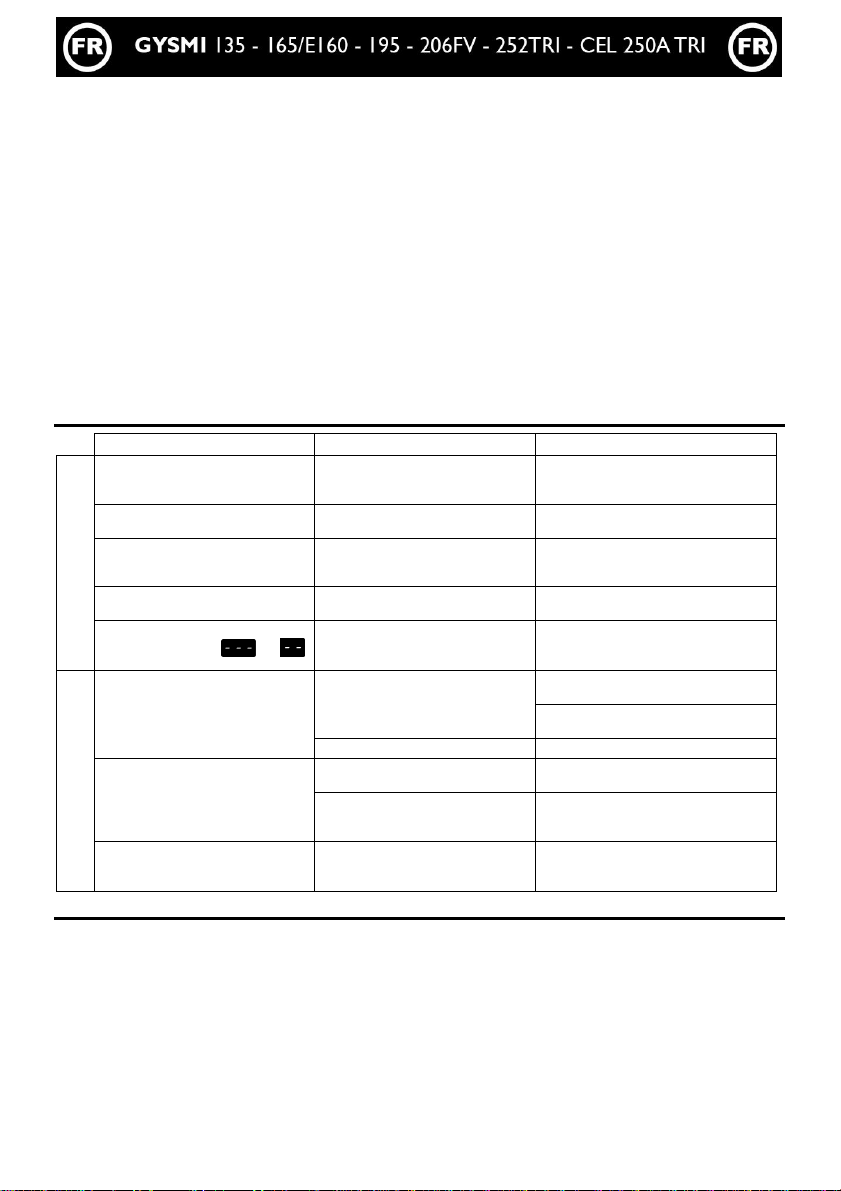
ANOMALIES, CAUSES, REMÈDES
Anomalies Causes Remèdes
L’appareil ne délivre pas de courant et
le voyant jaune de défaut thermique
est allumé .
La protection thermique du poste s’est
enclenchée.
Attendre la fin de la période de
refroidissement, environ 2 min. Le voyant
s’éteint.
L’afficheur est allumé mais l’appareil
ne délivre pas de courant.
Le câble de pince de masse ou porte
électrode n’est pas connecté au poste. Vérifier les branchements.
Le poste est alimenté, vous ressentez
des picotements en posant la main sur
la carrosserie. La mise à la terre est défectueuse. Contrôler la prise et la terre de votre
installation.
Le poste soude mal Erreur de polarité Vérifier la polarité conseillée sur la boîte
d'électrode.
MMA-TIG
Lors de la mise en route, l’afficheur
indique ou
La tension d’alimentation n’est pas
respectée (230V monophasé ou 400V
triphasé +/- 15%)
Vérifier votre installation électrique ou
votre roupe électro ène
Utiliser une électrode en tun stène de
taille appropriée
Défaut provenant de l'électrode en
tun stène Utiliser une électrode en tun stène
correctement préparée
Arc instable
Débit de az trop important Réduire le débit de az
Zone de souda e. Proté er la zone de souda e contre les
courants d'air.
L'électrode en tun stène s'oxyde et se
ternit en fin de souda e Problème de az, ou coupure
prématurée du az
Contrôler et serrer tous les raccords de
az. Attendre que l'électrode refroidisse
avant de couper le az.
TIG
L'électrode fond Erreur de polarité Vérifier que la pince de masse est bien
reliée au +
CONDITIONS DE GARANTIE FRANCE
•La arantie couvre tout défaut ou vice de fabrication pendant 1 an, à compter de la date d’achat (pièces et main
d’œuvre).
•La arantie ne couvre pas les erreurs de tension, incidents dus à un mauvais usa e, chute, démonta e ou toute
autre avarie due au transport.
•La arantie ne couvre pas l’usure normale des pièces (Ex. : câbles, pinces, etc.).
En cas de panne, retournez l’appareil à la société GYS (port dû refusé), en y joi nant :
- Le justificatif d’achat daté (facture, tickets de caisse…)
- Une note explicative de la panne.
Après la arantie, notre SAV assure les réparations après acceptation d’un devis :
Société Gys-134 Bd des Loges
BP 4159-53941 Saint-Berthevin Cedex
Fax: +33 (0)2 43 01 23 75-Tél: +33 (0)2 43 01 23 68