IMET KS 450 FT User manual

TRADUCTION OF THE ORIGINAL USER’S INSTRUCTIONS
KS450FTeng ED.2011 rev.34 1
IMET Spa
Loc. Tre Fontane - Cisano Bergamasco
Tel. 035/4387911 - Fax. 035/787066
eb site: www.imetsaws.com
E-mail: imet@imetsaws.com
Semiautomatic hydraulic bandsaw KS 450 FT
USER’S INSTRUCTIONS
TRADUCTION OF THE ORIGINAL USER’S INSTRUCTIONS
KS450FTeng ED.2011 rev.34 2
1-
1- INTRODUCTION
We recommend to read carefully the information here included in order to install, use and maintain correctly and
safely this machine.
Please refer always to this instruction manual in case of assistance service need and keep it carefully for all the
machine life. The reference number is shown on the cover.
A consequence of the continuous improvement of the product is that some images/descriptions here included could
not correspond to the improved features of the machines.
Your kind collaboration would help us to provide a faster service.
1.1 - ATTACHED DOCUMENT FOR E.M.C. ( INDUSTRIAL ENVIRONMENT)
The user is responsible for the installation and use of this machine in compliance with the
manufacturer's instructions shown in this manual. This equipment meets the protection
requirements in accordance with the Directives 2006/42/EEC, 2004/108/CE for Electromagnetic
Compatibility (EMC). In particular, it follows the technical guidelines of the Directives EN55011,
EN50082-2 and it has been made for industrial and not for household use.
In the event of electromagnetic interferences the user is responsible for solving the problem with
the help of the technical assistance by the manufacturer. Before installing the machine the user
must take into account possible electromagnetic problems of the working area. In particular, we
suggest to install the machine away from:
-signalling, control and telephone cables;
-radio-television transmitters and receivers;
-computers or controlling and measuring instrument;
-safety and protection devices.
The electric supply cable must be kept as short as possible, without any twists.
Covers, doors and the frame must be suitably closed when the saw is operating.
Under no circumstances the machine must be modified except for adjustments and changes
specifically approved by the manufacturer. Follow the maintenance schedule.
In the enclosed Conformity Declaration
you will find the Safety and Reference
Norms applied during the planning and
construction of this machine; please
keep this document as long as you use
this saw. In the following page you can
see a copy of such Declaration.
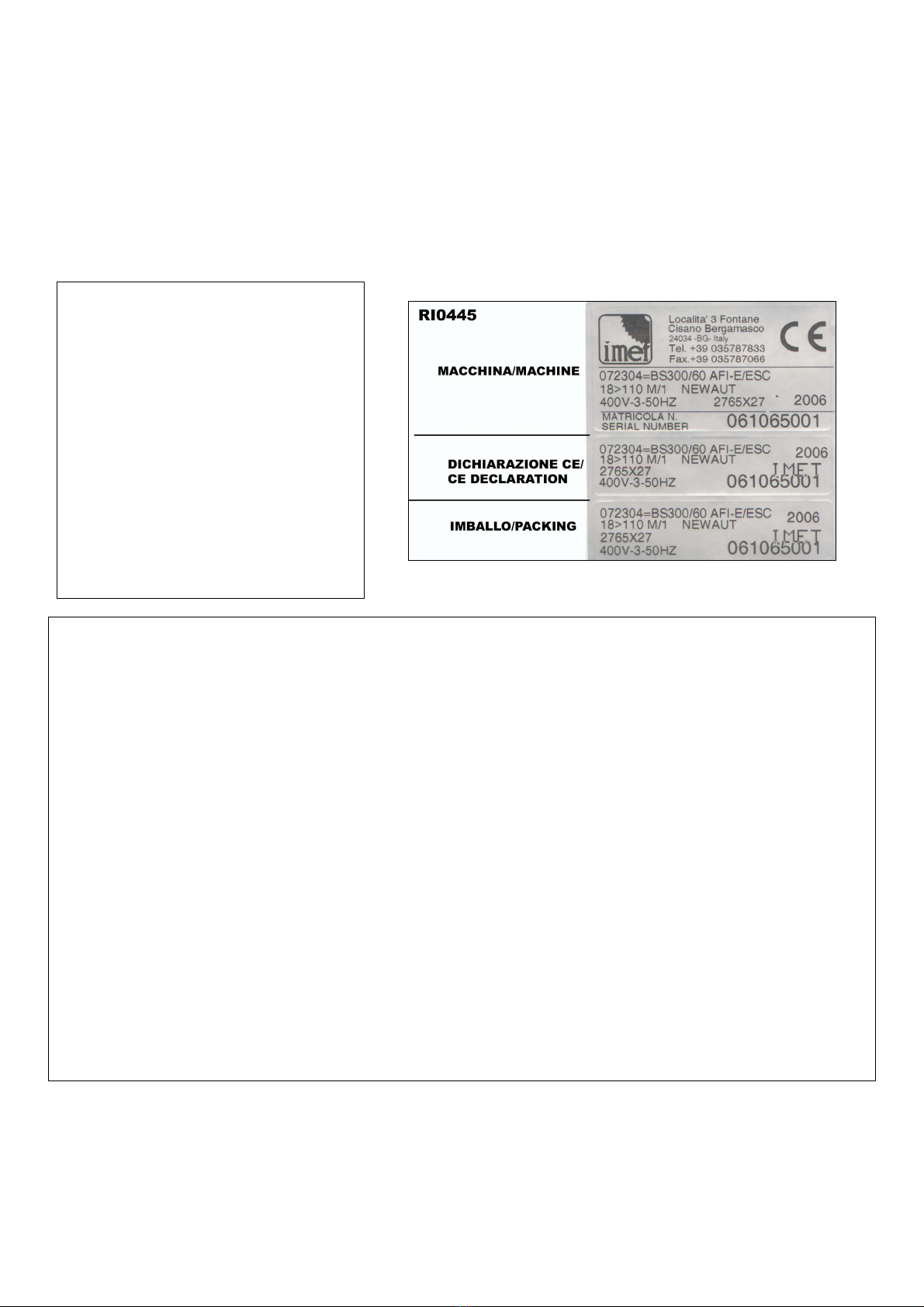
The identification plate - shown below -
with the serial number is applied on the
lower side of the saw or on the control
panel if present, on the Conformity
Declaration and on the packing.

TRADUCTION OF THE ORIGINAL USER’S INSTRUCTIONS
KS450FTeng ED.2011 rev.34 3
2
===========================================================================
CE DECLARATION OF CONFORMITY (encl. II A DIR 2006/42/CE) / 01
===========================================================================
THE MANUFACTURER : IMET S.p.A
Località Tre Fontane
24034 - CISANO BERGAMASCO –BG- ITALIA
HEREBY DECLARES THAT
in designing and manufacturing the machine described here below , we have considered the most important
requirements of safety and health dictated by the European Directives of the Machine Security. Remember that this
declaration loses its validity if machine is modified without our agreement.
Trade name BAND SAWING MACHINE FOR METALS
Code / Model / Type
Manufacturing year
Serial number
IT IS IN COMPLIANCE WITH THE DIRECTIVES
DIRECTIVE 2006/42/CE OF THE EUROPEAN PARLIAMENT AND OF THE COUNCIL OF THE
17TH/05/2006 REGARDING THE MACHINES AND THAT MODIFIES THE DIRECTIVE 95/16/CE;
DIRECTIVE 2004/108/CE OF THE EUROPEAN PARLIAMENT AND OF THE COUNCIL OF THE
15/12/04 REGARDING THE ELECTROMAGNETIC COMPATIBILITY -EMC-
DIRECTIVE 2006/95/CE OF THE EUROPEAN PARLIAMENT AND OF THE COUNCIL OF THE
12/12/06 REGARDING ELECTRICAL EQUIPMENT FOR USE OF LOW VOLTAGE -LVD-
HARMONIZED STANDARDS REFERENCE EN12100-1, EN12100-2; EN 55011, EN50082-2, EN 13898, EN 60204
LEGISLATIVE DECREE N.17 OF THE 27TH OF JANUARY 2010.
AND AUTHORIZING THE PERSON LISTED BELOW TO ISSUE TH
AND AUTHORIZING THE PERSON LISTED BELOW TO ISSUE TH
AND AUTHORIZING THE PERSON LISTED BELOW TO ISSUE TH
AND AUTHORIZING THE PERSON LISTED BELOW TO ISSUE THE TECHNICAL FILE.
E TECHNICAL FILE.
E TECHNICAL FILE.
E TECHNICAL FILE.
Date : 01.01.2010
The signatory identification The manager
Angelo Meroni
--------------------------------------------------------------------------------------------------------------------------
File : Machine no. Delivery note no Dated
--------------------------------------------------------------------------------------------------------------------------
…………………….
ORIGINAL WITHIN THE MACHINE..
………………..
TRADUCTION OF THE ORIGINAL USER’S INSTRUCTIONS
KS450FTeng ED.2011 rev.34 4
3 - MACHINE NOISE
The noise level of the working area - given the conditions described below - is determined by the
simultaneous working of several parts of the machine in motion (according to the working cycle),
in addition to the tool when cutting the material.
The noise level is detected in different moments, corresponding to different working phases. The
proper device is placed about 1 meter near the machine and about 1,60 m above the floor.
The results of each test is in dBA and they are the average of 3 tests made from the left
side, opposite side and right side.
For any machines the working conditions are the following:
When idle, at the maximum blade speed: dBA 63
During the cut, at a suited blade speed, cutting solid steel (St12=≈C20, 200 mm diameter):
dBA 75
(tolerance ± 2dB).
In the standard production the test is made on a machine like this, in compliance with E.C. safety
norms 2006/42/CE and EN13898. Using the saw in bad conditions or using wrong tools causes
significant alterations of these tests and it jeopardizes the health of the staff and the good results
of the work. Useful is the European Guideline 2003/10/CE.
The noise depends mostly on the cutting material, on its size and on the clamping. Considering
that the above mentioned decibels could be exceeded, we recommend the operator to use
personal protections (headsets, plugs, and so on) when working for a long time with high noise
levels.
3.1 - ADDITIONAL HEALTH AND SAFETY REQUIREMENTS
The machines manually controlled by an operator during all work phases must comply to further
health and safety requirements as specified by article 2.2 of the Annexed I of the European
Directive 2006/42/CE and following integrations. In particular, the level of the machine vibrations
when working must be clearly specified in the instructions.
This machine does not produce vibrations higher than 2.5 m/s2
The measurement procedure is in compliance with the general norms applied to this type of
machinery.
As in the previous paragraph, using the machine in unsuitable conditions or using the
wrong tools can cause changes affecting this value, causing a risk to the health of the
working staff as well as the quality of the production. Useful is the European Guideline
2002/44/CE.
Vibrations produced during the cut may be amplified by the material, by its dimensions and
its positioning/clamping in the vice.

TRADUCTION OF THE ORIGINAL USER’S INSTRUCTIONS
KS450FTeng ED.2011 rev.34 5
4 - GUARANTEE NORMS
IMET offers a wide range of sawing machines and accessories, destined to those who buy/use them as part of a
commercial or professional activity.
The manufacturer grants that this product has been carefully checked and that there are no defects in the
components as well as in the working materials employed, for a period of 12 months after the date of the delivery
note.
The Italian D.L. n° 24 issued on 02/02/2002 and valid since 23/03/2002 (which carries out the European Directive
1999/44/CE) indicates different terms only for convenience products for private use.
If the user points out some defects to the manufacturer during the warranty time, the manufacturer will replace the
components that are considered faulty.
In case of reparation of the machine during the warranty time the shipment to Imet will be accepted only if the delivery
is Free Destiny (that is, the freight costs are charged to the owner of the machine), while the shipment back to the
customer is EX WORKS.
If the manufacturer is not able to replace a component within an acceptable time, both companies (manufacturer and
user) will reach an agreement for satisfying completely the needs of the user.
The a.m. warranty is not valid in case of accidental damages, defects caused by a wrong use of the saw or wrong
maintenance, by variations made on the machine, or by the use of it in a place not corresponding to the required
environmental specifications.
4.1 - The manufacturer does not offer further warranties, written or verbal, explicit or implicit for its products and does
not offer implicit warranties on sale potential or compliance with particular uses not foreseen by the original
agreement.
The a.m. limitations and exclusions can also be not applicable in Countries, where there are no implicit limits of
warranty time on the products. Anyway each implicit warranty is limited to a time of 12 months after the date of the
delivery note.
4.2 - The date of manufacture, which can be inferred from the serial number placed on the machine, is a necessary
reference for the warranty, for the after-sale assistance and the identification of the product.
Each modification of the products, especially the installation of safety devices, will relieve the manufacturer of any
kind of responsibility.
The parts which are most subject to rapid and continuous wear are not included in the warranty (for example:
transmission belts, gaskets, oils, blades, and so on).
For electrical, electronic and hydraulic equipments and for other equipments whose manufacturer can be identified,
the manufacturer gives to the user the same warranty received by the primary producer of these parts.
4.3 - The components replaced during the assistance supplied by the manufacturer have a warranty of 6 months
after the installation date indicated on the Technical Service report, one copy of which is given to the owner of the
Date of purchase…………………….. ………………….
Date of installation………………… ………………….
Reseller………………………….. ………………….
Table of contents
Other IMET Saw manuals


























