Ironwood P600 | User Manual 3
1.0 General Information
1.1 Thank You!
Thank you for your purchase of the Ironwood P600 Planer. At Stiles
Machinery, our goal is to ensure that you are fully satisfied with
your purchase. This manual is provided so that you may properly
assemble, operate, and maintain your P600. Should you need help,
our team of dedicated service personnel are available to answer
your questions and provide any resource recommendations you may
need.
Warranty and Support
All Ironwood machines are designed to meet the exacting standards
demanded by craftsmen like you. Ironwood machines include a
one (1) year parts warranty and two (2) years of free 24/7 technical
support beginning at date of shipment. Standard technical support
remains in effect for free for the lifetime of the machine thereafter.
Warranty service work is not covered by manufacturer’s warranty.
Stiles’ service team is available for an additional charge.
1.2 Before Contacting Stiles
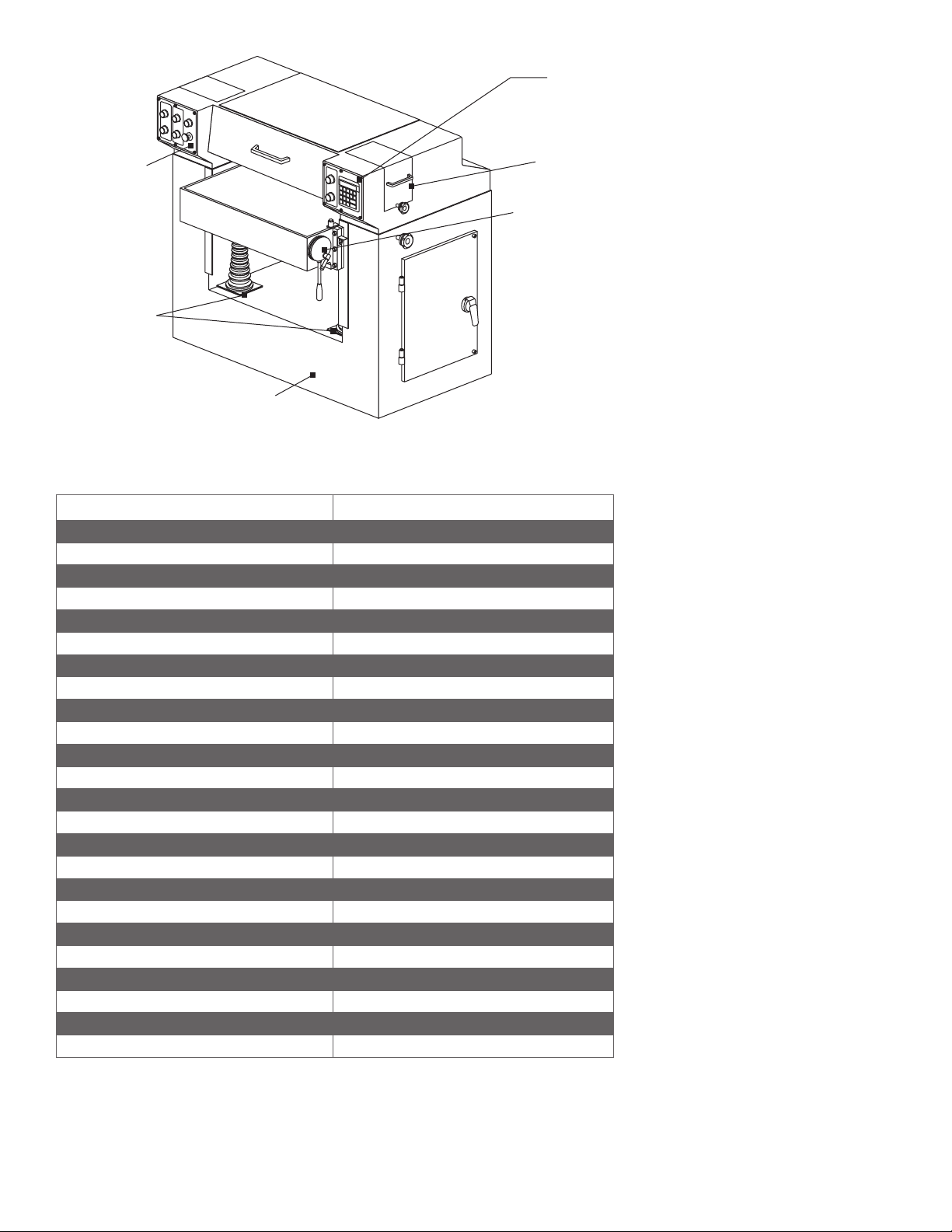
Please have your machine model and serial number available when
contacting Stiles Machinery with questions. The machine’s model
and serial number are listed on the metallic plate located on the
machine’s frame.
For specific information regarding the electrical system and
pneumatic supply, please refer to the data that is stamped on the
metallic plate.
Machine information plate
Stiles Technical Support
616.698.6615
Stiles Parts
800.PARTS.80 (800.727.8780)
Website
www.stilesmachinery.com/ironwood/p600
Machine Model ____________________________________________
Machine Serial Number _____________________________________
1.3 Features
• Iron machine base
• Four heavy-duty jack screws enable precise and vibration-free
performance
• Cast iron table is heat treated and precision ground for rigidity
and stability
• Digital controller has keypad entry for table positioning with
programmability to save 10 programs
• Conveniently located controls
• Segmented infeed roller and pressure shoe ensure positive
contact on workpieces of varying thickness
• Spiral cutterhead has six rows of 16 carbide inserts, providing
high chip-removal rate, superior surface finishing, and reduced
noise levels
• 1/2-hp motor raises and lowers table
• 2-hp feed motor with variable speed controls
• Variable feed speeds from 19-39 feet per minute
• Heavy-duty 10-hp cutterhead motor
• Enclosed micro-adjustment dial for accurate positioning of the
table
• Bed roller for planning of rough or finished lumber or glued
panels adjusts quickly from 0.0-0.5"
1.4 Intended Use
The Ironwood P600 is designed for planing raw stock to achieve a
desired thickness and/or remove defects. Planing typically follows
jointing (flattening and straightening) in the woodworking process.