54
RO
RO
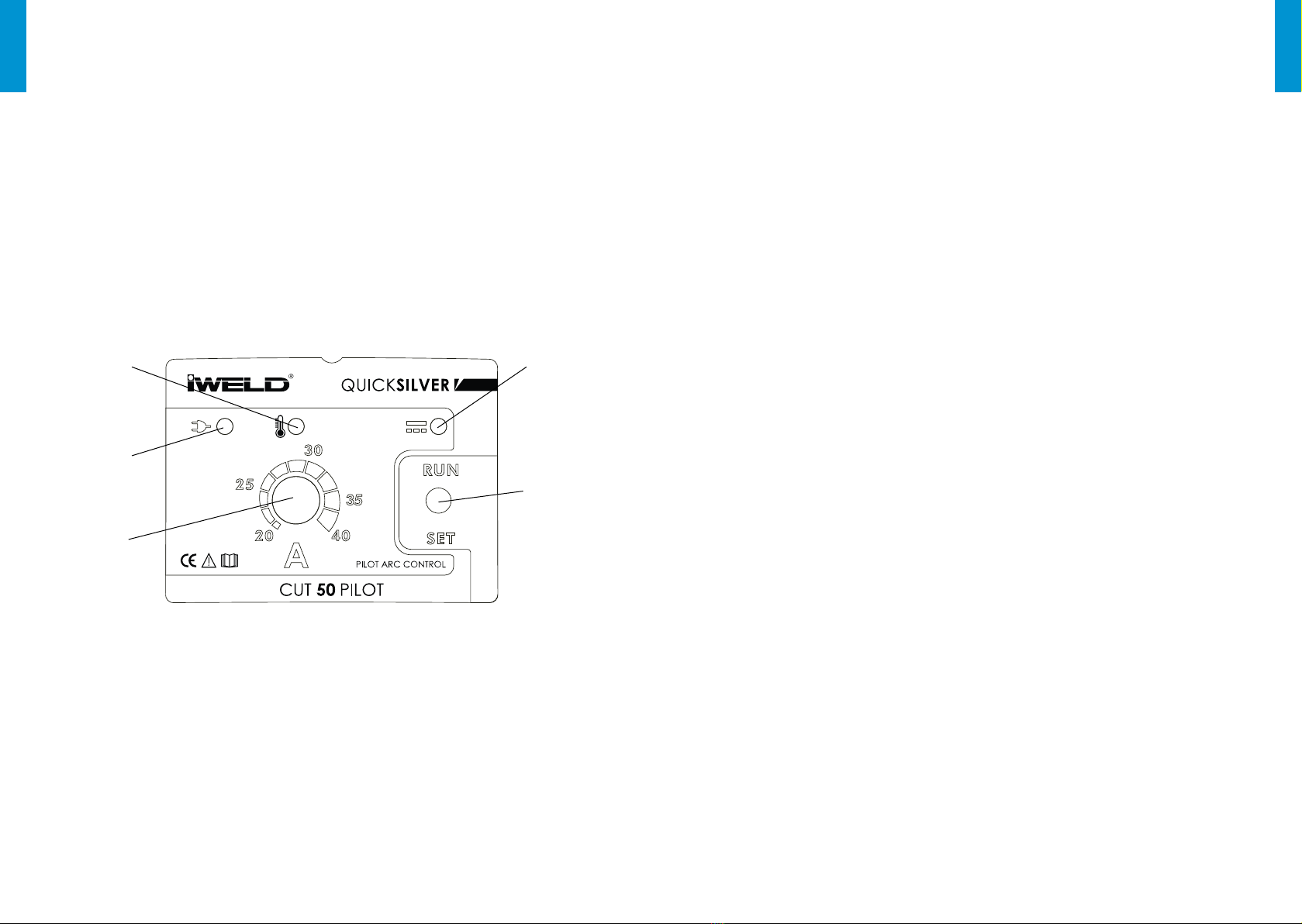
• Nu trece la un alt mod în timpul sudării!
• Scoateţi din prizăatunci când nu este în utilizare.
• Butonul de alimentare asigurăo întrerupere com-
pletă
• Consumabile de sudura, accesorii, trebuie sa fiie
perfectă
• Numai personalul calificat trebuie săfolosească
echipamentul
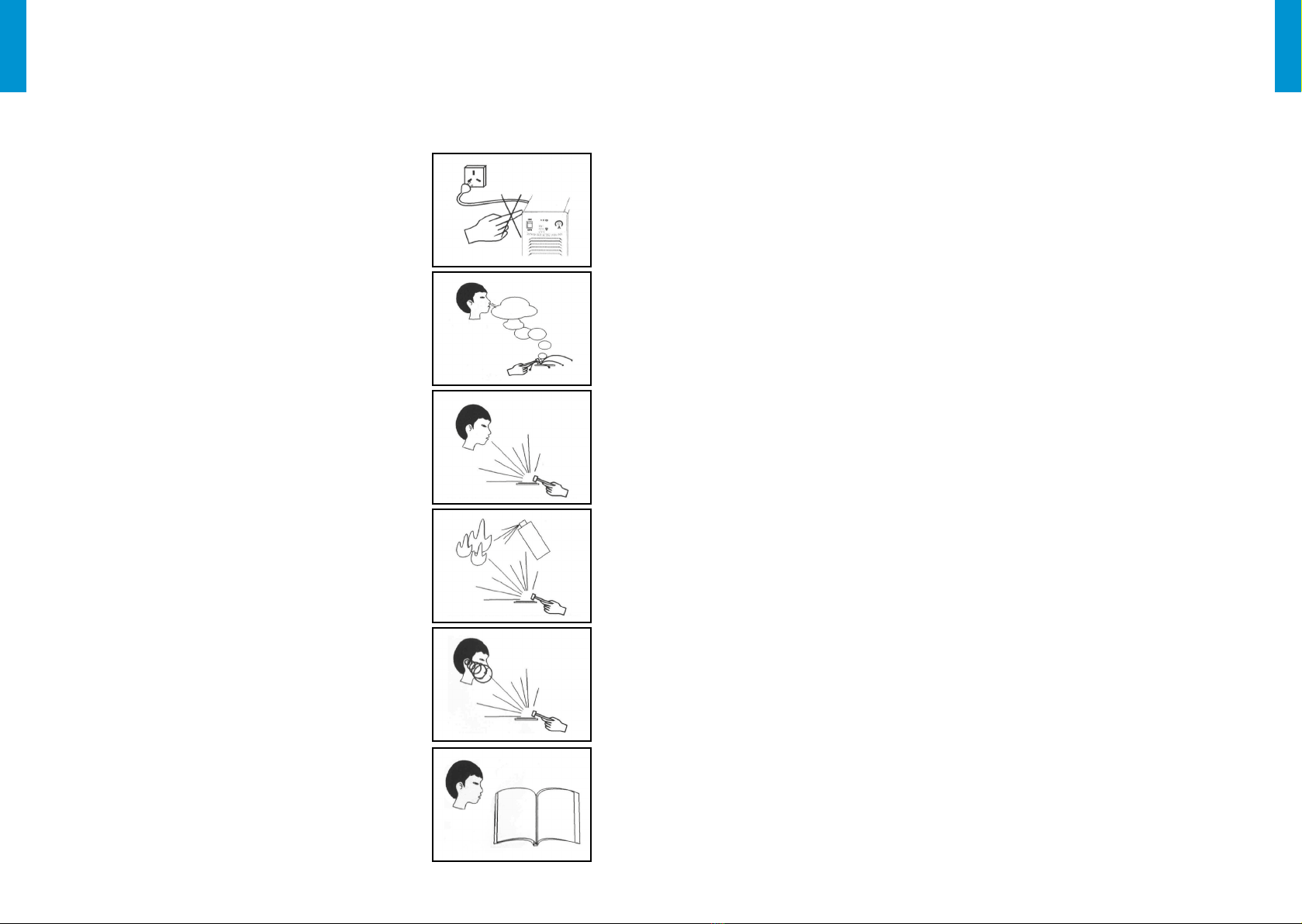
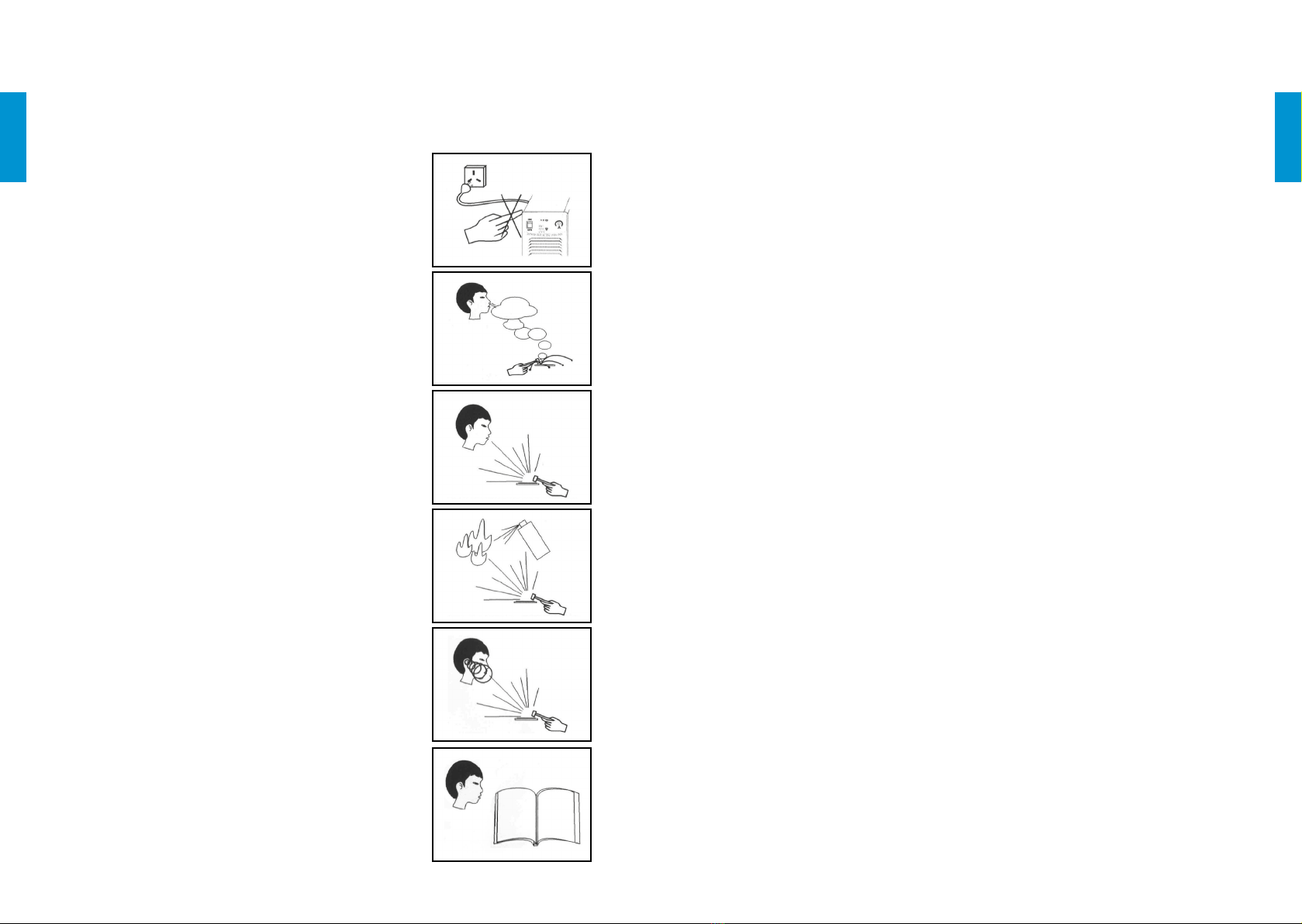
Electrocutarea – poate cauza moartea!
• Echipamentul trebuie săfie împământat, conform
standardului aplicat!
• Nu atingeţi niciodatăpiese electrizate sau baghe-
ta de sudurăelectricăfărăprotecţie sau purtând
mănuşi sau haine ude!
• Asiguraţi-văcădumneavoastrăşi piesa de prelu-
crat sunteţi izolaţi. Asiguraţi-văcăpoziţia dumnea-
voastrăde lucru este sigură.
Fumul – poate fi nociv sănătăţii dumneavoastră!!
• Ţineţi-văcapul la distanţă de fum.
Radiaţia arcului electric – Poate dăuna ochilor şi pielii
dumneavoastră!
• Vărugăm săpurtaţi mascăde sudurăcorespunză-
toare, filtru şi îmbrăcăminte de protecţie pentru a
văproteja ochii şi corpul.
• Folosiţi o mascăcorespunzătoare sau o cortină
pentru a feri privitorii de pericol.
Incendiul
• Scânteia de sudurăpoate cauza apariţia focului.
Vărugăm săvăasiguraţi cănu existăsubstanţe in-
flamabile pe suprafaţa unde se executălucrarea
Zgomotul excesiv poate dăuna sănătăţii!
• Purtaţi întodeauna căşti de urechi sau alte echipa-
mente pentru a văproteja urechile.
Defecţiuni
• Vărugăm săsoluţionaţi problemele conform indi-
caţiilor 2 relevante din manual.
• Consultaţi persoane autorizate atunci când aveţi
probleme.
ATENTIE!
Pentru siguranţa dumneavoastrăşi a celor din jur, vărugăm săcitiţi acest manual
înainte de instalarea şi utilizarea echipamentului. Vărugăm săfolosiţi echipament de
protecţie în timpul sudării sau tăierii. Pentru mai multe detalii, consultaţi instrucţiunile
de utilizare.
PRECAUŢII CU PRIVIRE LA COMPATIBILITATEA ELECTROMAGNETICĂ
1. Informaţii generale
Sudura poate cauza interferenţă electromagnetică.
Emisiile de interferenţă ale echipamentului de sudurăcu arc electric pot fireduse prin adoptarea unei
metode adecvate de instalare şi a unei metode corecte de utilizare.
Produsele descrise în cadrul prezentului manual aparţin limitei echipamentelor de clasăA (se aplicăîn
toate ocaziile cu excepţia zonelor rezidenţiale alimentate prin intermediul unui sistem electric public de
joasătensiune)
Avertizare: Echipamentele de clasăA nu se aplicăzonelor rezidenţiale alimentate prin intermediul unui
sistem electric public de joasătensiune. Deoarece compatibilitatea electromagneticănu poate figaran-
tatăîn aceste zone din cauza perturbărilor radiate şi propagate.
2. Sugestii de evaluare de mediu
Înainte de instalarea echipamentului de sudurăcu arc electric, utilizatorul va evalua problemele potenţiale
de perturbare electromagneticădin mediul înconjurător. Următoarele aspecte se vor lua în considerare:
- Dacăexistăcabluri de serviciu, cabluri de control, cabluri de semnal şi telefonie, etc, deasupra, dedesub-
tul sau în jurul echipamentului de sudură.
- Dacăexistădispozitive de recepţie şi transmisie pentru radio sau televiziune
- Dacăexistăcalculatoare sau alte tipuri de echipamente de comandă
- Dacăexistăechipamente cu grad înalt de securitate, cum ar fi, de exemplu, echipament industrial de
protecţie.
- Luaţi în considerare sănătatea personalului de la locul de muncă, de exemplu, în cazul în care există
muncitori ce poartăpacemaker sau aparate auditive
- Dacăexistăechipamente utilizate pentru calibrare sau inspecţie.
- Fiţi atenţi la imunitatea la zgomot a altor echipamente din jur. Utilizatorul trebuie săasigure faptul că
echipamentul este compatibil cu echipamentul din jur, fapt ce poate necesita măsuri suplimentare de
protecţie.
- Timpul alocat sudurii şi altor activităţi.
Limitele de mediu se vor stabili în conformitate cu structura clădirii şi alte activităţi posibile, ce pot depăşi
graniţele clădirii.
3. Metode pentru reducerea emisiilor
- Sistem public de alimentare electrică
Echipamentul de sudurăcu arc electric se va conecta la sistemul public de alimentare cu energie electri-
că, în conformitate cu metoda recomandatăde producător. Dacăapar interferenţe, se vor lua măsuri
preventive suplimentare, cum ar fi, de exemplu, acces cu filtru în cadrul sistemului public de alimentare
cu energie electrică. Pentru echipamentul de sudurăfix cu arc electric, cablurile de serviciu vor fiecra-
nate cu ţeavămetalicăsau alte metode echivalente. Oricum, scutul va asigura continuitate electricăşi
va ficonectat cu carcasa sursei de sudurăpentru a asigura un contact electric bun între acestea.
- Întreţinerea echipamentului de sudurăcu arc electric
Pentru echipamentul de sudurăcu arc electric trebuie realizate activităţi regulate de întreţinere, în con-
formitate cu metoda recomandatăde producător. În momentul în care echipamentul de sudurăcu
arc electric operează, uşile auxiliare şi sistemele de acoperire vor fiînchise şi etanşate în mod adecvat.
Echipamentul de sudurăcu arc electric nu va fimodificat sub nici o formă, cu excepţia cazului în care
modificările şi ajustările sunt permise în manual. În special, intervalul disruptiv al aprinzătorului de arc şi
stabilizatorului de arc vor fireglate şi întreţinute conform sugestiilor producătorului.
- Cablu de sudură
cablul de sudurăva ficât mai scurt posibil şi aproape unul de altul şi de linia de împământare.
- Îmbinare echipotenţială
Acordaţi o atenţie deosebităîmbinării tuturor obiectelor metalice din mediul înconjurător. Suprapunerea
obiectului metalic şi a piesei de prelucrat poate duce la creşterea riscului de lucru, deoarece operatorii
pot suferi un şoc electric în momentul în care ating obiectul metalic şi electrodul simultan. Operatorii vor fi
izolaţi de toate aceste obiecte metalice.
- Împământarea piesei de prelucrat
Din motive de siguranţă electricăsau locaţie a piesei de prelucrat, dimensiune şi alte motive, piesa de
prelucrat nu poate fiîmpământată, cum ar fi, de exemplu, piesele din oţel structurale sau carcasa. Împă-
mântarea piesei de prelucrat poate reduce, uneori, emisia, dar nu întotdeauna. Astfel, asiguraţi faptul că
preveniţi creşterea riscului de şoc electric sau deteriorarea altor echipamente electrice ca urmare a îm-
pământării pieselor de prelucrat. Atunci când este necesar, piesa de prelucrat poate fidirect conectată
la sol. Dar împământarea directăeste interzisăîn anumite ţări. În astfel de caz, utilizaţi un condensator
adecvat, în conformitate cu regulamentele ţării respective.
- Ecranare
Ecranaţi selectiv echipamentul înconjurător şi alte cabluri pentru a reduce interferenţa electromagnetică.
Pentru aplicaţii speciale, întreaga zonăde sudurăpoate fiecranată.