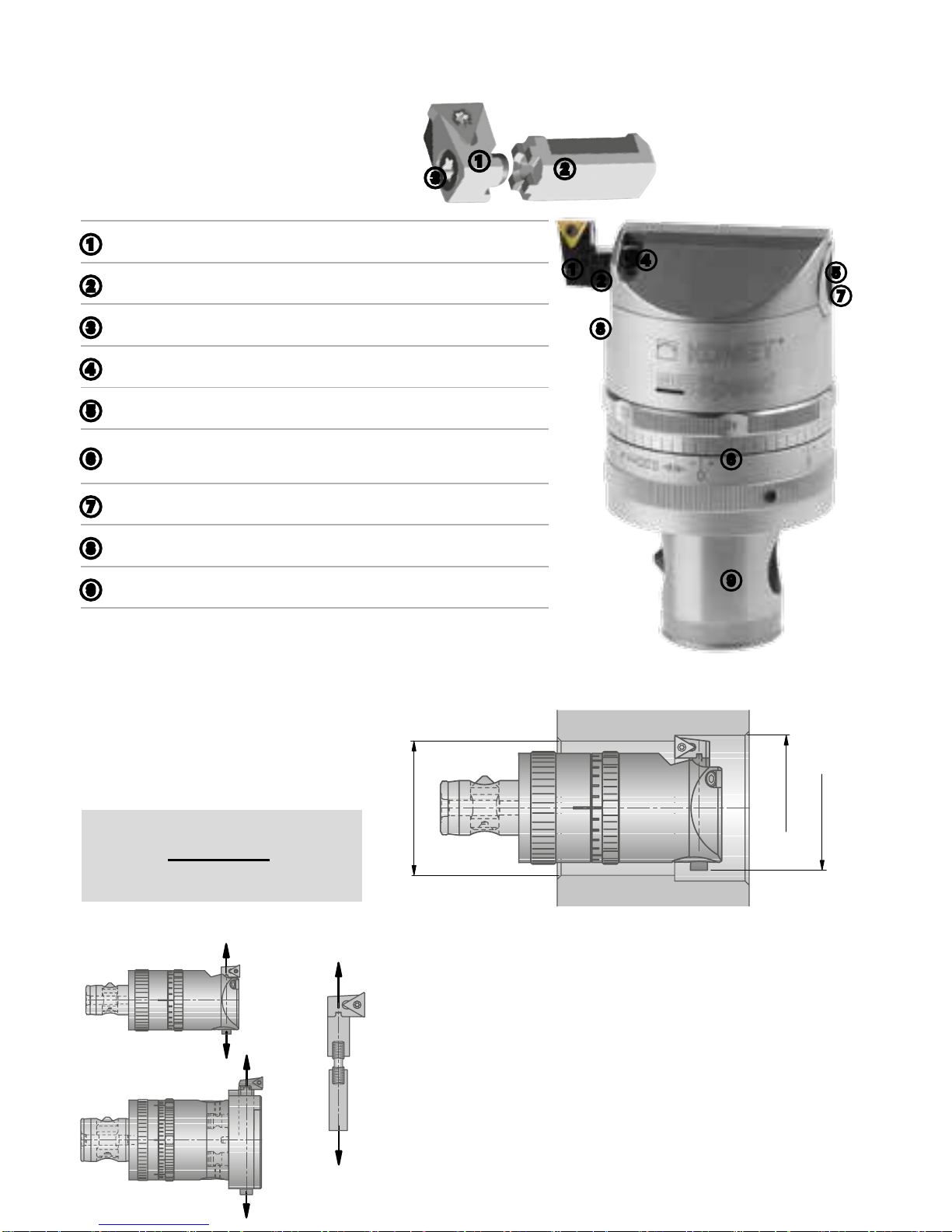
Richtwerte für das Feinbohren
Werkstückstoff-
Gruppe
Festigkeit
Rm (N/mm²)
Härte HB
Werkstückstoff
Beispiele:
Stoffbezeichnung/DIN
unlegierte Stähle (Bau-, Einsatz- , Automatenstahl, Stahlguss)
1.0037 (S235JR) , 1.0715 (11SMn30), 1.0044 (S2575JR)
unleg./niedrigleg. Stähle (Bau-, Einsatz-, Vergütungs-, Werkzeugstahl, Stahlguss)
1.0050 (E295), 1.0535 (C55), 1.7131 (16MnCr5)
bleilegierte Automatenstähle
1.0718 (11SMnPb30)
unleg./niedrigleg. Stähle (warmfeste Bau-, Vergütungs-, Nitrier-, Werkzeugstähle)
1.7225 (42CrMo4), 1.1221 (C60E)
hochlegierte Stähle (Werkzeugstähle)
1.2341 (6CrMo15-5), 1.2601 (X165CrMoV12)
HSS
Sonderlegierung
Inconel 2.4631 (Nimonic 80A), 2.4668 (NiuCr19Fe19Nb5Mo3)
Titan, Titanlegierungen
3.7115 (TiAl5Sn2.5)
rostfreie Stähle
1.4306 (X2CrNi19-11), 1.4401 (X5CrNiMo17-12-2)
rostfreie Stähle
1.4511 (X3CrNb17), 1.4571 (X10CrNiMoTi17-12-2)
rostfreie / hitzebeständige Stähle
1.4713 (X10CrAlSi7), 1.4862 (X8NiCrSi38-18)
Grauguss
0.6025 (EN-GJL-250), 0.6035 (EN-GJL-350)
Grauguss (legiert)
0.6660 (GGL-NiCr20 2)
Sphäroguss (ferritisch)
0.7040 (EN-GJS-400-15)
Sphäroguss (ferritisch/perlitisch)
0.7050 (EN-GJS-500-7), 0.7055 (GGG-55), 0.8055 (GTW-55)
Sphäroguss (perlitisch), Temperguss
0.7060 (EN-GJS-600-3), 0.8165 (GTS-65)
Sphäroguss (legiert)
0.7661 (EN-GJSA-XNiCr20-2)
Vermikularguss
EN-GJV Ti<0,2; EN-GJV Ti>0,2
Kupferlegierung, Messing, bleilegierte Bronze, Bleibronze (gut zerspanbar)
2.0375 (CuZn36Pb3), 2.1182.01 (G-CuPb15Sn)
Kupferlegierung, Messing, Bronze (mäßig zerspanbar)
2.0550 (CuZn40Al2), 2.0060 (E-Cu57)
Alu-Knetlegierung
3.3315 (AlMg1), 3.0517 (AlMnCu)
Alu-Gusslegierung (Si-Geh.<10%); Magnesiumlegierung
3.3561 (G-AlMg5), 3.2373.61 (G-AlSi9Mg wa)
Alu-Gussleg. (Si-Geh.>10%)
3.2381.01 (G-AlSi10Mg)
gehärtete Stähle (< 45 HRC)
gehärtete Stähle (> 45 HRC)