
The cool-down performed during shut-down ensures that the fans are only switched off after the
heating elements could shed all residual heat.
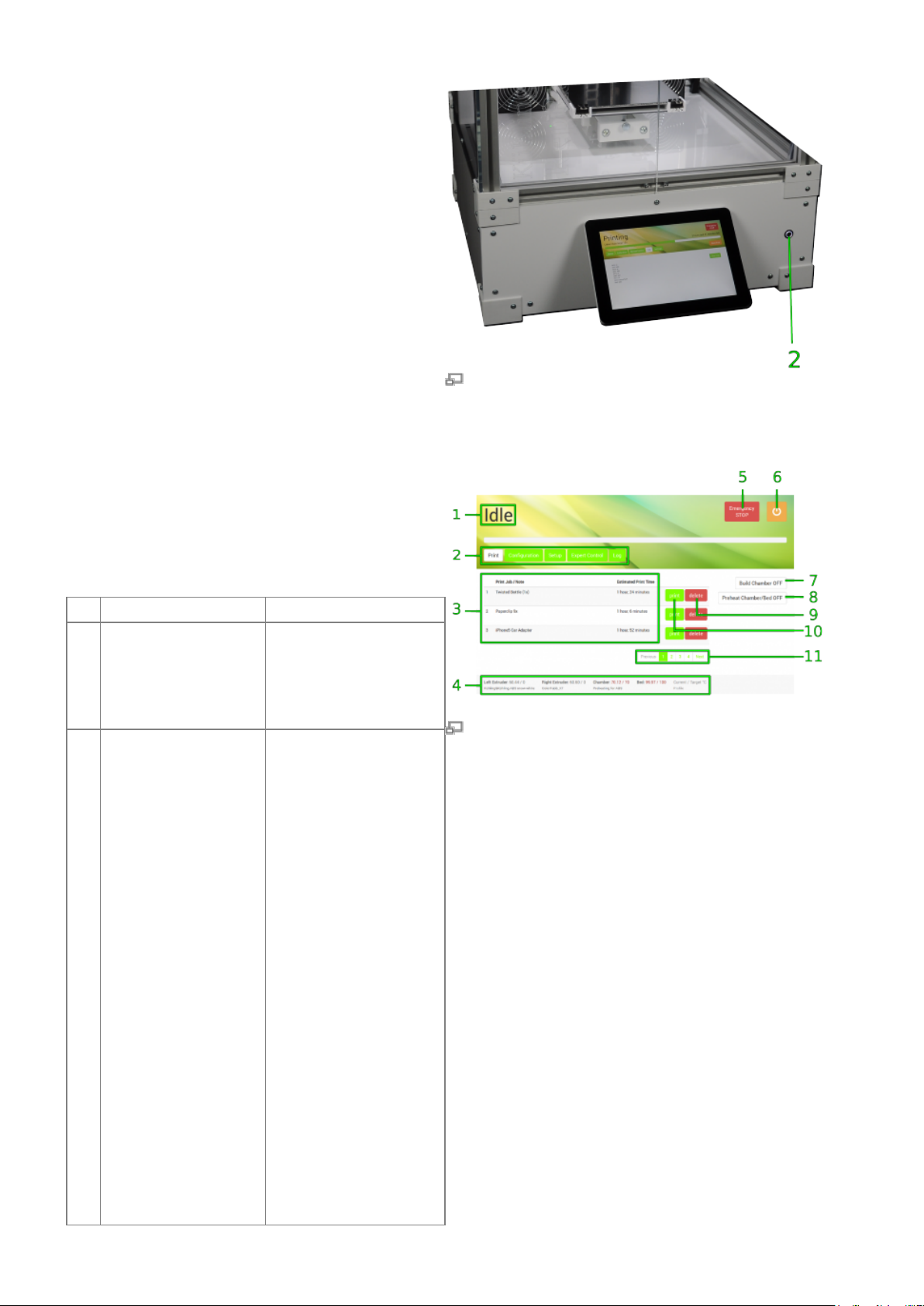
For switching the RepRap Industrial into standby
tap the shut-down button. The system will then
perform the cool-down sequence for safety
reasons before deactivating the preheating and
the build chamber.
The 3D Printer is in standby mode when:
the screen turns black,
the illuminated ring of the wake button
dims,
the build chamber lighting switches off.
To wake the machine from standby see Starting
the 3D printer.
Always use this button for regular shutdown.
For completely shutting down the 3D printer,
perform the procedure described above and set
the main switch at the rear cover to <0> (OFF)
afterwards. The 3D printer is now powered off
and the green status indicators of the limit
switches darken.
To reactivate the 3D printer see Starting the 3D
printer.
INFO
For day-to-day use, the power
supply should stay connected to
mains power (main switch in
position <I> (ON).
Emergency stop
NOTICE
The emergency stop function does not provide a cool down sequence. Do not use the emergency
stop button to abort current print jobs, as this may lead to damage of the 3D printer due to
uncontrolled heat accumulation. Do not use the main switch as an emergency stop button. You risk
loosing or corrupting data.
When the emergency stop is triggered:
The microcontroller board is reset, all
movement of the axes stops, lights,
heaters and fans are turned off. The status
indicator displays Emergency Stop! .
After a few seconds the microcontroller
returns to Idle state.
Status display after triggering the emergency
stop. The 3D printer returns to IDLE state after a
short time. The emergency stop is written into
the log-file.

























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}