www.lerdge.com
8
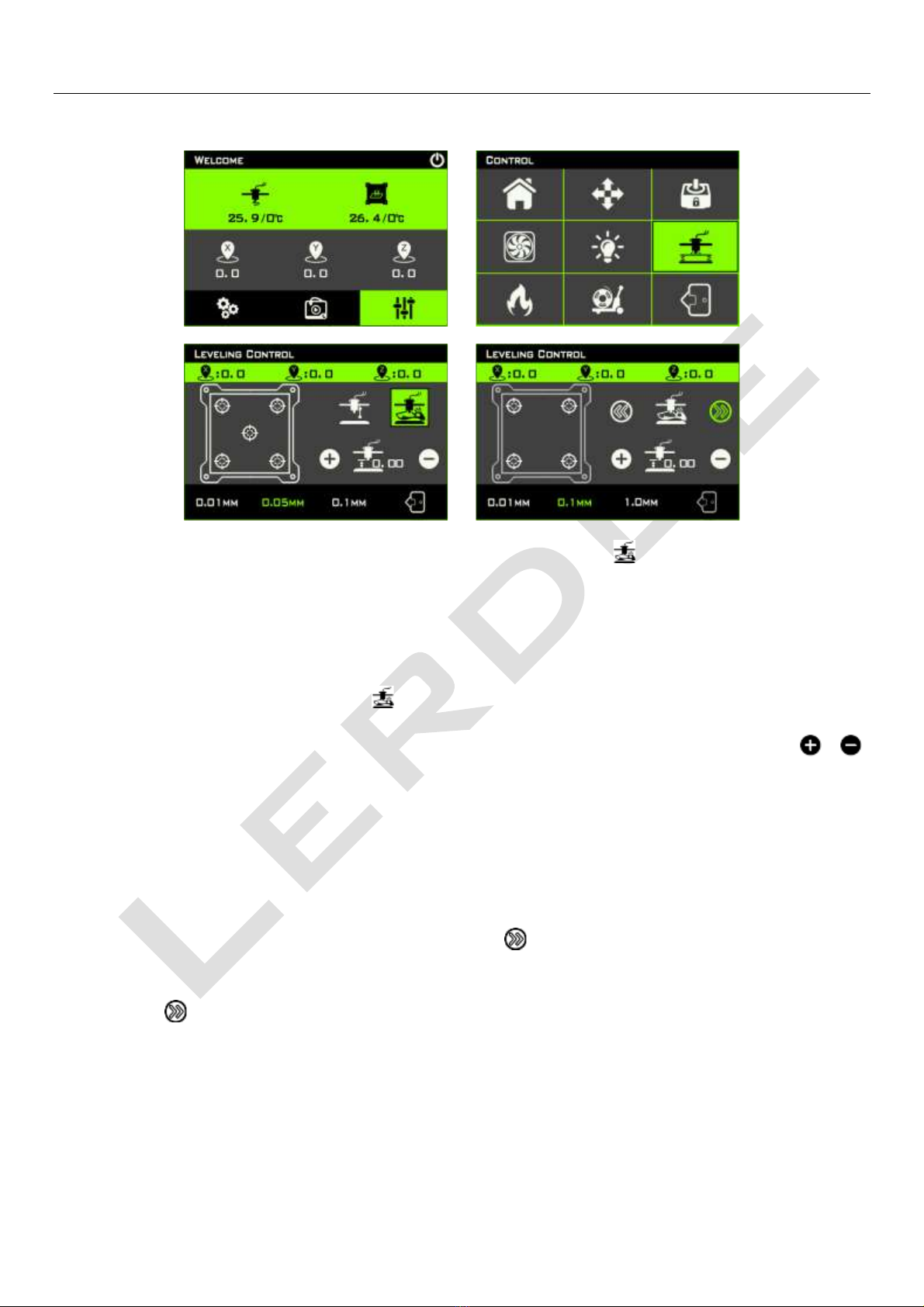
10.Check the leveling effect
In the leveling control interface, click the 5 “ ” icons in the hotbed frame on the left side of the
display, and the print head will move to the 5 positions corresponding to the actual hotbed in turn.
At this time, you can check the leveling effect of each position. The ideal effect should be that the
nozzle of the print head just touches the printing platform in five positions. In practice, it is normal if
there is a slight difference in a certain position. After all, it is a human judgment in the previous
leveling process.
In this case, you can adjust the Z-axis fine-tuning whose icon displays at the middle and lower
position on the right side of the display. Note: The adjustment at this time is overall adjustment of
the Z-axis, not a single point adjustment. The leveling needs to be re-executed if the difference
between the five points is large.
11.Preheating the hotend
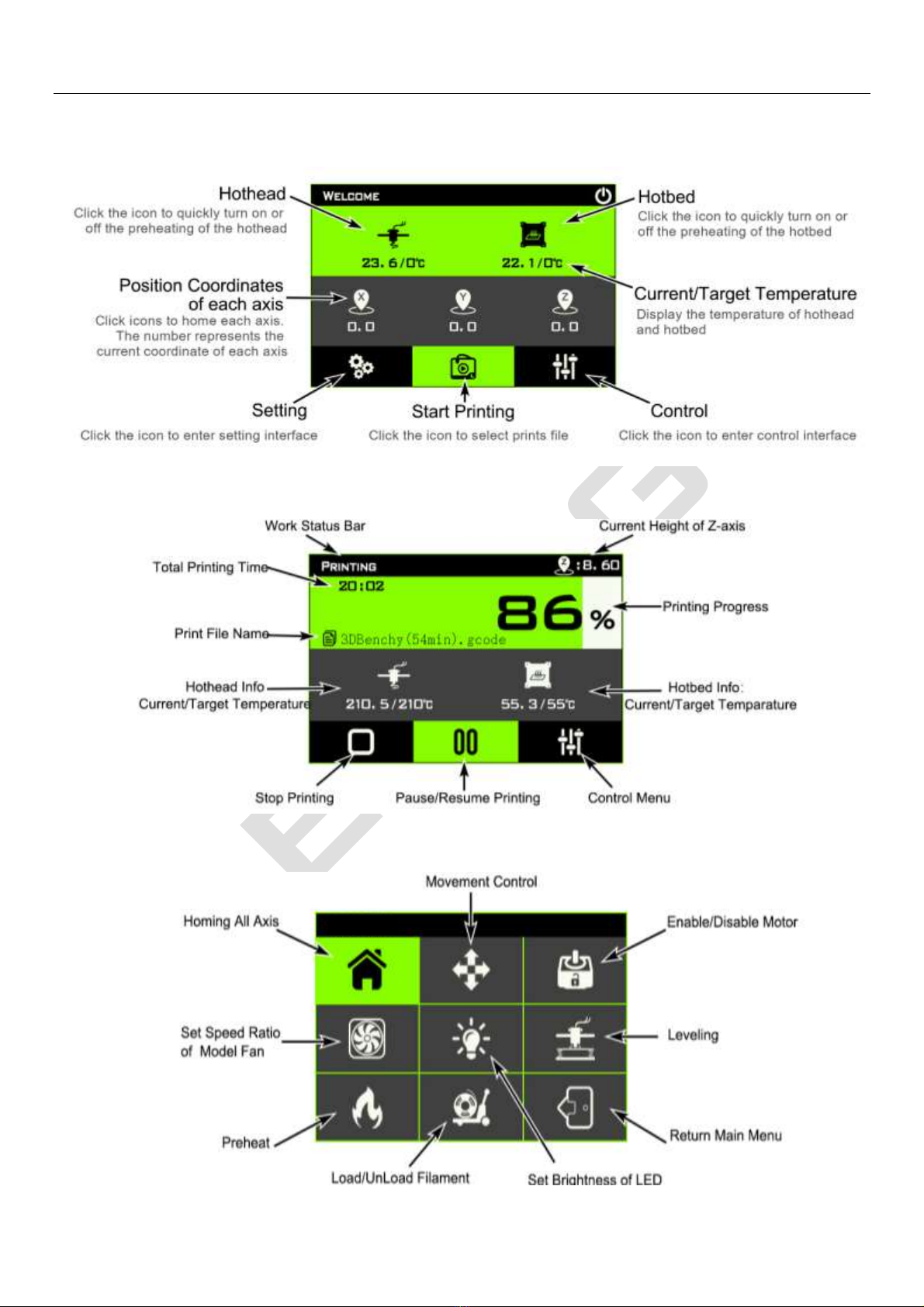
Firstly, check the temperature measurement function of the hotend. In the main interface, the format
of the temperature value below the icons of the hotend is displayed as xxx/xxx°C, and the value in
front of “/” represents the current real-time temperature of the hotend.
Please check whether the real-time temperature of the hotend be close to the room temperature.
The value behind the “/” is the heating target temperature of the hotend. When it is displayed as 0,
it means that the hotend stop heating.
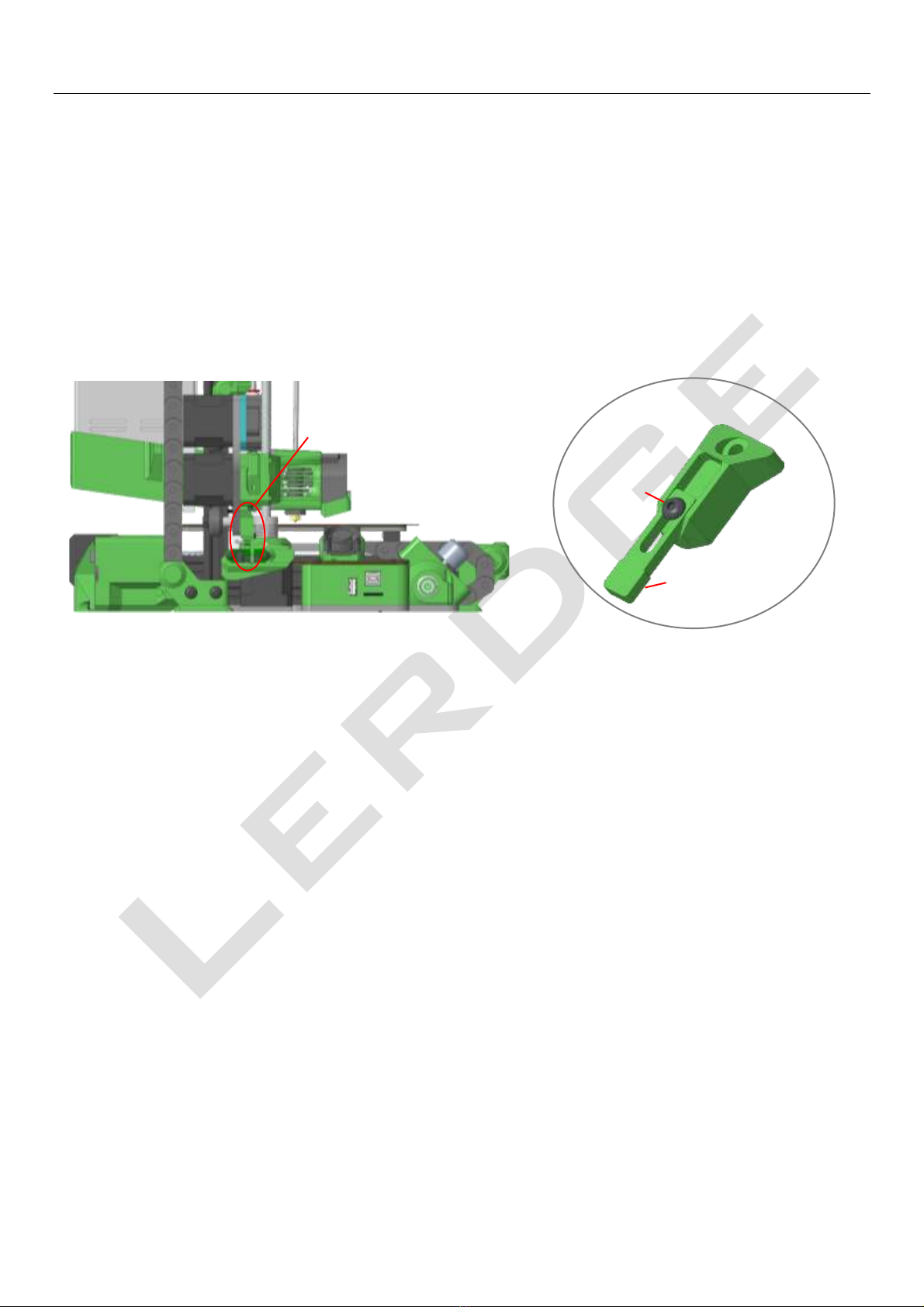
Secondly, lift the X-axis cantilever, at least ensure that the nozzle is at a distance of more than 5mm
from the printing platform, so that it is easy to observe the extrusion of the filament from the nozzle
or clean the nozzle. Then go back to the main interface, click the icon of the hothead and the hotbed,
and the target temperature under the icon of the hothead and the hotbed will be set. Then observe
whether the real-time temperature of the hotend starts to rise.