Mapal HTC How to use

Kurzanleitung / Short manual
HTC Spannfutter / HTC Clamping Chuck
MAPAL Dr. Kress KG
Postfach / P.O.Box 1520
D-73405 Aalen
Tel. / Phone +49 (0) 7361 585-1020
Fax +49 (0) 7361 585-150
www.mapal.com

Kurzanleitung / Short manual
MAPAL HTC Spannfutter / HTC Clamping Chuck
2
Inhaltsverzeichnis / Table of contents
Deutsch ...............................................................................................................................3
1Ziel der Bedienungsanleitung.................................................................................3
2Sicherheit..................................................................................................................3
2.1 Bestimmungsgemäße Verwendung..................................................................................3
2.2 Zielgruppe...........................................................................................................................3
2.3 Allgemeine Warn- und Sicherheitshinweise.....................................................................3
3Allgemeine Informationen.......................................................................................7
3.1 Benötigte Werkzeuge, Hilfs- und Betriebsstoffe..............................................................7
3.2 Technische Daten...............................................................................................................7
3.3 Darstellung eines HTC Spannfutters ................................................................................9
3.3.1 HTC Spannfutter mit axialer Werkzeuglängeneinstellung............................................................... 9
3.3.2 HTC Spannfutter mit radialer Werkzeuglängeneinstellung........................................................... 10
4Bedienung des HTC Spannfutters........................................................................11
4.1 Spannen eines Werkzeugs mit HTC Spannfutter mit axialer
Werkzeuglängeneinstellung............................................................................................11
4.2 Spannen eines Werkzeugs mit HTC Spannfutter mit radialer
Werkzeuglängeneinstellung............................................................................................14
4.3 Entspannen eines Werkzeugs mit HTC Spannfutter......................................................17
5Pflege und Wartung...............................................................................................18
English ..............................................................................................................................19
1Objective of the operating manual .......................................................................19
2Safety......................................................................................................................19
2.1 Correct use.......................................................................................................................19
2.2 Target group.....................................................................................................................19
2.3 General warnings and safety instructions......................................................................19
3General information...............................................................................................23
3.1 Tools and materials required...........................................................................................23
3.2 Technical data ..................................................................................................................23
3.3 Illustration of a clamping chuck......................................................................................25
3.3.1 HTC Clamping Chuck with axial tool length adjustment............................................................... 25
3.3.2 HTC Clamping Chuck with radial tool length adjustment ............................................................. 26
4Operating the HTC clamping chuck .....................................................................27
4.1 Clamping a tool with a HTC clamping chuck with axial tool length adjustment..........27
4.2 Clamping a tool with a HTC Clamping Chuck with radial tool length adjustment.......29
4.3 Unclamping a tool ............................................................................................................33
5Care and maintenance...........................................................................................34
Kurzanleitung / Short manual
MAPAL HTC Spannfutter / HTC Clamping Chuck
3
Deutsch
1 Ziel der Bedienungsanleitung
Die vorliegende Anleitung beschreibt die richtige Bedienung des HTC Spannfutters. Im Detail
erhalten Sie Informationen, wie Sie ein Werkzeug mit dem HTC Spannfutter spannen und
entspannen können. Zusätzlich werden die wichtigsten Sicherheitshinweise beim Umgang
mit dem Spannfutter erläutert.
Nachfolgend erhalten Sie in Kapitel 4 eine detaillierte Beschreibung der einzelnen Hand-
lungsschritte, die zum erfolgreichen Spannen und Entspannen von Werkzeugen mit dem
Spannfutter notwendig sind.
2 Sicherheit
2.1 Bestimmungsgemäße Verwendung
Das MAPAL HTC Spannfutter dient ausschließlich zum Spannen von Werkzeugen auf Ma-
schinen für die Zerspanung.
Das HTC Spannfutter wurde speziell zum hydraulischen Spannen von rotierenden Werk-
zeugen auf Werkzeugmaschinen für manuellen und automatischen Werkzeugwechsel kon-
zipiert.
HINWEIS
Das HTC Spannfutter darf nicht verändert und für andere Anwendungen erschlos-
sen werden.
Zusätzliche Bohrungen, Gewinde und Anbauten dürfen nur nach schriftlicher Ge-
nehmigung durch MAPAL angebracht werden.
Im Falle von eigenmächtigen Veränderungen am Spannfutter oder von nicht be-
stimmungsgemäßer Verwendung erlischt der Garantieanspruch gegenüber
MAPAL.
2.2 Zielgruppe
Die Bedienung des HTC Spannfutters darf nur durch ausgebildetes, autorisiertes und zu-
verlässiges Fachpersonal erfolgen. Das Fachpersonal muss Gefahren erkennen und ver-
meiden können.
Die Unfallverhütungsvorschriften, Sicherheitsbestimmungen und -vorschriften des Maschi-
nenherstellers sind dem Fachpersonal bekannt und vom Fachpersonal bei der Bedienung
des HTC Spannfutters zu beachten und einzuhalten.
2.3 Allgemeine Warn- und Sicherheitshinweise
Warnung
An der Maschine sind keine Schutzabdeckungen vorhanden.
Durch den Einsatz des HTC Spannfutters in der Maschine ohne
Schutzabdeckungen können schwere Verletzungen des Bedieners
verursacht werden.
Beim Einsatz des HTC Spannfutters müssen alle Schutzabdeckun-
gen gemäß EG-Maschinenrichtlinie Punkt 1.4.2.2. vorgesehen sein
und die Maschinenraumtüre muss geschlossen sein.
4
Kurzanleitung / Short manual
MAPAL HTC Spannfutter / HTC Clamping Chuck
Warnung
Ein Nichtbeachten der technischen Daten in Kapitel 3.2
kann leichte bis schwere Verletzungen zur Folge haben.
Achten Sie darauf, dass die technischen Daten in Kapitel 3.2 nicht
überschritten werden.
Warnung
Spannen und Entspannen bei nicht stillstehender Maschine.
Durch das Spannen und Entspannen des HTC Spannfutters bei lau-
fenden Maschinen können schwere Finger- und Handverletzungen
verursacht werden.
Schalten Sie die Maschine aus. Spannen und entspannen Sie das
HTC Spannfutter nur bei stillstehender Maschine oder außerhalb
der Maschine.
Warnung
Die Grenzdrehzahlen der maschinenseitigen Schnittstelle des
HTC Spannfutters werden nicht eingehalten.
Durch das Überschreiten der Grenzdrehzahlen der maschinenseitigen
Schnittstelle können schwere Verletzungen des Bedieners verursacht
werden.
Beachten Sie bei HSK-Schnittstellen die Grenzdrehzahlen (s.
„Tabelle 2: Richtwerte der Grenzdrehzahlen von HTC Spannfutter“
auf Seite 9).
Grenzdrehzahlen bei HTC Spannfutter mit anderen maschinensei-
tigen Schnittstellen sind vom Anwender selbst zu ermitteln.
Warnung
Durch Verwendung langer, auskragender und schwerer Werk-
zeuge oder Verlängerungen,
kann sich das Werkzeug geschossartig lösen und zu schweren Verlet-
zungen führen.
Bei langen, auskragenden und schweren Werkzeugen oder Ver-
längerungen, verringern Sie die Drehzahl gemäß Anwenderbe-
stimmung.
Bei Sonderausführungen beachten Sie die Drehzahl der Zeich-
nung.
Warnung
Durch nicht ausreichendes Spannen bis zum Anschlag und
Nichteinhaltung der Mindestumdrehungen
kann sich das Werkzeug geschossartig lösen und zu schweren Verlet-
zungen führen.
Beim Spannvorgang die Spannschraube bis zum Anschlag unter
Einhaltung der Mindestumdrehungen eindrehen (s. Kapitel „3.2
Technische Daten“).
Warnung
Durch Entspannen bei zu hoher Wärme,
können sich Teile des Spannfutters geschossartig lösen und zu
schweren Verletzungen führen.
Betätigen Sie die Spannschraube ausschließlich bei Raumtempe-
ratur.

Kurzanleitung / Short manual
MAPAL HTC Spannfutter / HTC Clamping Chuck
5
Vorsicht
Durch scharfe Schneidkanten am Werkzeug
können Schnittverletzungen verursacht werden.
Tragen Sie beim Werkzeugwechsel Schutzhandschuhe.
Vorsicht
Mindesteinspanntiefe beim HTC Spannfutter wird nicht eingehal-
ten.
Bei Nichteinhaltung kommt es zu einer Verringerung des zulässigen
übertragbaren Drehmoments und es kann zur Zerstörung des HTC
Spannfutters kommen.
Halten Sie die Werte der Mindesteinspanntiefe laut „Tabelle 1:
Mindestumdrehungen, -einspanntiefe und zulässiges übertragba-
res Drehmoment“ein.
Vorsicht
Werkzeuglängeneinstellung bei gespanntem Werkzeug.
Die Durchführung einer axialen oder radialen Werkzeuglängeneinstel-
lung des Werkzeugs bei vollständig gespanntem Werkzeug führt zur
Beschädigung des HTC Spannfutters.
Führen Sie bei gespanntem Werkzeug keine Werkzeuglängenein-
stellung durch.
Vorsicht
Der Einsatz von Schäften mit Form B und E (DIN 1835) oder
Schäfte mit Form HB und HE (DIN 6535)
kann zu ungenauem Rundlauf und ungenauer Wuchtgüte des Ge-
samtsystems führen.
Setzen Sie ausschließlich Schäfte der Form A ein oder feinwuchten
Sie das Gesamtsystem.
Vorsicht
Bei Beschädigungen an der rot versiegelten Entlüftungsschrau-
be,
darf das HTC Spannfutter nicht mehr eingesetzt werden.
Öffnen Sie nicht die rot versiegelte Entlüftungsschraube. Beschädi-
gen Sie die Entlüftungsschraube nicht.
Bei beschädigter Entlüftungsschraube, senden Sie das HTC
Spannfutter zur Reparatur an MAPAL.
Vorsicht
Nicht ausreichendes Spannen bis zum Anschlag
kann die Wuchtgüte beeinflussen und schlechte Bearbeitungsergeb-
nisse hervorrufen. Durch nicht genügend Spanndruck kann das über-
tragbare Anzugsdrehmoment nicht komplett aufgebaut werden.
Beim Spannvorgang die Spannschraube bis zum Anschlag eindre-
hen.
Vorsicht
Durch Einsatz eines maschinellen Schraubendrehers beim Span-
nen der Spannschraube
kommt es zu einem erhöhten Verschleiß der Spannschraube.
Spannen Sie die Spannschraube nur manuell.

6
Kurzanleitung / Short manual
MAPAL HTC Spannfutter / HTC Clamping Chuck
Vorsicht
Die radiale oder axiale Werkzeuglängeneinstellschraube wird mit
falschem Schraubendreher angezogen.
Ein Anziehen der Werkzeuglängeneinstellschraube mit falschem
Schraubendreher führt zur Beschädigung der Werkzeuglängenein-
stellschraube.
Ziehen Sie die Werkzeuglängeneinstellschraube ausschließlich mit
einem passenden Innen-Sechskantschlüssel mit Quergriff an.
Vorsicht
Durch Spannen des HTC Spannfutters ohne Werkzeug bei über
40°C
kann eine Verformung des HTC Spannfutters erfolgen.
Spannen Sie das HTC Spannfutter bei über 40°C nicht ohne Werk-
zeug.
HINWEIS
Das Spannen von Werkzeugen und das Einbringen in eine Werkzeugmaschine
dürfen nur durch ausgebildetes, autorisiertes und zuverlässiges Fachpersonal er-
folgen. Das Fachpersonal muss Gefahren erkennen und vermeiden können.
HINWEIS
Achten Sie darauf, dass sich die in „Tabelle 1: Mindestumdrehungen, -
einspanntiefe und zulässiges übertragbares Drehmoment“(Seite 8) angegebenen
Richtwerte für die Anzahl an Mindestumdrehungen vom Spannpunkt bis zum An-
schlag ergeben. Ist dies nicht der Fall, HTC Spannfutter der aus Sicherheitsgrün-
den nicht mehr einsetzen und zur Reparatur zurücksenden.
Kurzanleitung / Short manual
MAPAL HTC Spannfutter / HTC Clamping Chuck
7
3 Allgemeine Informationen
3.1 Benötigte Werkzeuge, Hilfs- und Betriebsstoffe
Innensechskant-Schlüssel SW 2 für die radiale Längeneinstellung
Innensechskant-Schlüssel SW 5 für die Druckschraube
3.2 Technische Daten
Warnung
Ein Nichtbeachten der technischen Daten in Kapitel
können leichte bis schwere Verletzungen zur Folge haben.
Achten Sie darauf, dass die technischen Daten in Kapitel nicht
überschritten werden.

8
Kurzanleitung / Short manual
MAPAL HTC Spannfutter / HTC Clamping Chuck
Technische Daten zu Spanndurchmesser, Mindestumdrehungen, Mindesteinspanntiefe
und zulässiges übertragbares Drehmoment des HTC Spannfutters
Spanndurch-
messer [mm]
Mindestum-
drehungen
Mindesteinspann-
tiefe [mm]
Zul. übertragba-
res
Drehmoment bei
Schaft h6
Kleinstmaß [Nm]
6
1,75
27
30
8
2
27
50
10
1,75
31
100
12
2
36
150
14
2,25
36
210
16
3
39
280
18
3
39
360
20
2,75
41
550
25
4
47
650
32
4,5
51
800
Spanndurch-
messer [Zoll]
Mindestum-
drehungen
Mindesteinspann-
tiefe [mm]
Zul. übertragba-
res
Drehmoment bei
Schaft h6
Kleinstmaß [Nm]
1/4
3/8
1/2
1,5
36
150
5/8
1,75
39
250
3/4
2,5
41
500
1
1 ¼
Mindestumdrehungen, -einspanntiefe und zulässiges übertragbares
Tabelle 1:
Drehmoment
Allgemeine technische Daten
Werkstoff 1600 -1800 N/mm2.
Härte 52+2 HRc
Halter standardmäßig gewuchtet.
Betriebstemperatur 20 - 80°C
Kühlmitteldruck maximal 80 bar.
Verstellweg 10 mm, beidseitig einstellbar.
Mit und ohne Reduzierhülsen können Zylinderschäfte mit Schafttoleranz h6 nach DIN
1835 Form A, B, C, D und nach DIN 6535 Form H, HB und HE gespannt werden.

Kurzanleitung / Short manual
MAPAL HTC Spannfutter / HTC Clamping Chuck
9
Maximale Drehzahl bei l1</= 125 mm: 40.000 min-1;
bei l1> 125 mm: 20.000 min-1
(Beachtung Grenzdrehzahl Schnittstelle; Feinwuchten empfohlen).
Richtwerte der Grenzdrehzahlen von HTC Spannfutter mit HSK-Schnittstelle
Nenngröße
HSK
Max. zulässige
Grenzdrehzahl
[min-1]
32
37.500
40
37.500
50
30.000
63
24.000
80
20.000
100
16.000
Richtwerte der Grenzdrehzahlen von HTC Spannfutter
Tabelle 2:
mit HSK-Schnittstelle
3.3 Darstellung eines HTC Spannfutters
3.3.1 HTC Spannfutter mit axialer Werkzeuglängeneinstellung
Abbildung 1: Einzelne Komponenten des HTC Spannfutters
Legende
1
Aufnahmebohrung
2
Reduzierung
3
Rot versiegelte Entlüftungsschraube
4
Spannschraube
5
Kegel des HTC Spannfutters

10
Kurzanleitung / Short manual
MAPAL HTC Spannfutter / HTC Clamping Chuck
Abbildung 2: Sicht von unten auf HTC Spannfutter mit axialer Werk-
zeuglängeneinstellschraube
Legende
1
Axiale Werkzeuglängeneinstellschraube
3.3.2 HTC Spannfutter mit radialer Werkzeuglängeneinstellung
Abbildung 3: Einzelne Komponenten des HTC Spannfutters mit radialer Werk-
zeuglängeneinstellung
Legende
1
Rot versiegelte Entlüftungsschraube
2
Spannschraube
3
Radiale Werkzeuglängeneinstellschraube
1
2
3
Kurzanleitung / Short manual
MAPAL HTC Spannfutter / HTC Clamping Chuck
11
4 Bedienung des HTC Spannfutters
4.1 Spannen eines Werkzeugs mit HTC Spannfutter mit
axialer Werkzeuglängeneinstellung
Warnung
An der Maschine sind keine Schutzabdeckungen vorhanden.
Durch den Einsatz des HTC Spannfutters in der Maschine ohne
Schutzabdeckungen können schwere Verletzungen des Bedieners
verursacht werden.
Beim Einsatz des HTC Spannfutters müssen alle Schutzabdeckun-
gen gemäß EG-Maschinenrichtlinie Punkt 1.4.2.2. vorgesehen
sein.
Warnung
Spannen und Entspannen bei nicht stillstehender Maschine.
Durch das Spannen und Entspannen des HTC Spannfutters bei lau-
fenden Maschinen können schwere Finger- und Handverletzungen
verursacht werden.
Schalten Sie die Maschine aus. Spannen und entspannen Sie das
HTC Spannfutter nur bei stillstehender Maschine oder außerhalb
der Maschine.
Vorsicht
Durch scharfe Schneidkanten am Werkzeug
können Schnittverletzungen verursacht werden.
Tragen Sie beim Werkzeugwechsel Schutzhandschuhe.
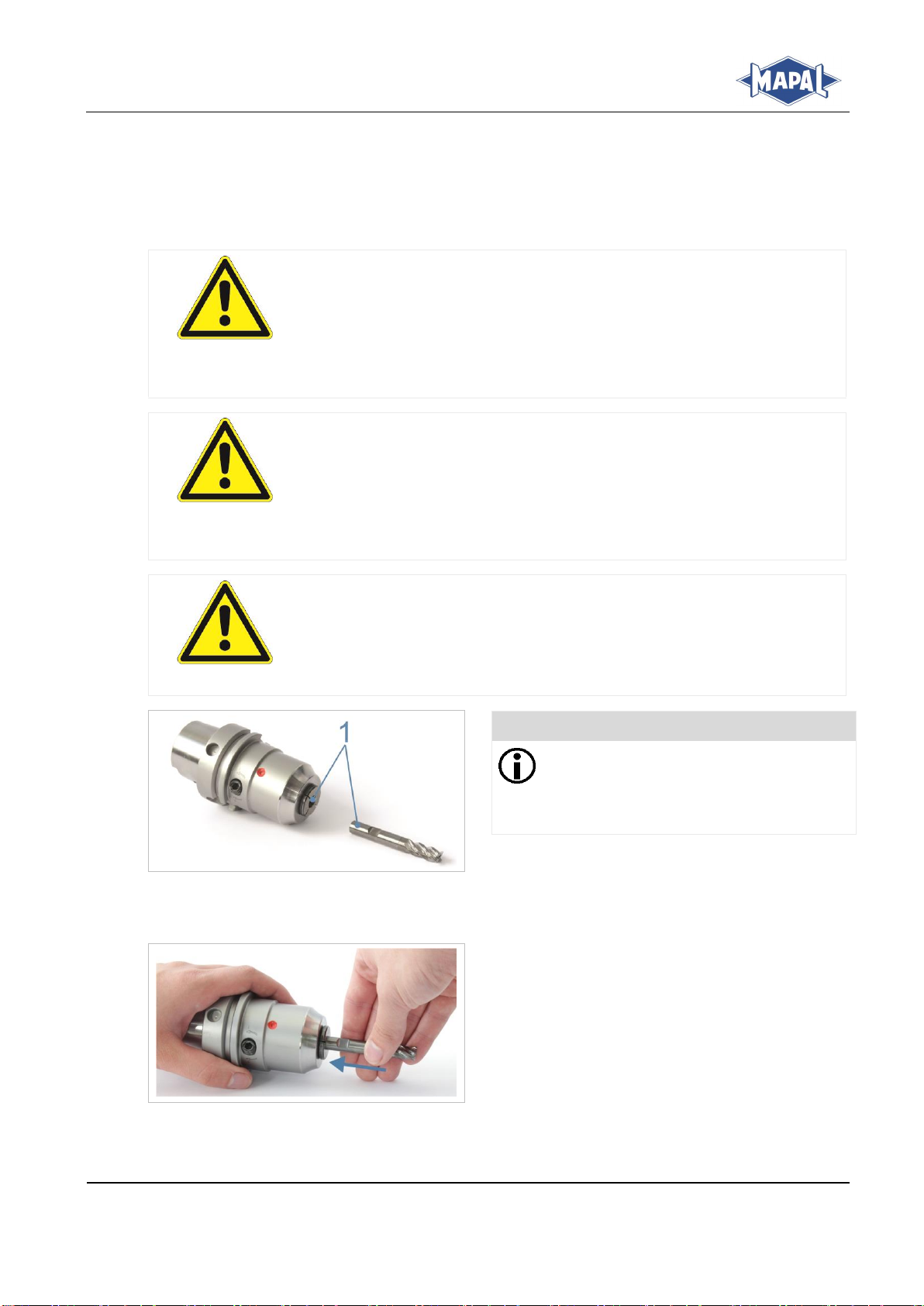
HINWEIS
Achten Sie darauf, dass alle Kompo-
nenten des HTC Spannfutters (Auf-
nahmebohrung und Werkzeugschaft)
schmutzfrei sind.
1. Reinigen Sie die Aufnahmebohrung und
den Werkzeugschaft (siehe „Abbildung 4:
HTC Spannfutter und Werkzeug reinigen“,
Position 1).
Abbildung 4: HTC Spannfutter und Werk-
zeug reinigen
2. Schieben Sie das Werkzeug mit dem
Schaft voraus bis zur axialen Werk-
zeuglängeneinstellschraube in die Auf-
nahmebohrung des HTC Spannfutters
(siehe „Abbildung 5: Werkzeug einschie-
ben“).
Abbildung 5: Werkzeug einschieben

12
Kurzanleitung / Short manual
MAPAL HTC Spannfutter / HTC Clamping Chuck
Vorsicht
Mindesteinspanntiefe beim HTC Spannfutter wird nicht eingehal-
ten.
Bei Nichteinhaltung kommt es zu einer Verringerung des zulässigen
übertragbaren Drehmoments und es kann zur Zerstörung des Spann-
futters kommen.
Halten Sie die Werte der Mindesteinspanntiefe laut „Tabelle 1:
Mindestumdrehungen, -einspanntiefe und zulässiges übertragba-
res Drehmoment“ ein.
Vorsicht
Die radiale oder axiale Werkzeuglängeneinstellschraube wird mit
falschem Schraubendreher angezogen.
Ein Anziehen der Werkzeuglängeneinstellschraube mit falschem
Schraubendreher führt zur Beschädigung der Werkzeuglängenein-
stellschraube.
Ziehen Sie die Werkzeuglängeneinstellschraube ausschließlich
mit einem passenden Innensechskant-Schlüssel mit Quergriff an.
Vorsicht
Werkzeuglängeneinstellung bei gespanntem Werkzeug.
Die Durchführung einer axialen Werkzeuglängeneinstellung des
Werkzeugs bei gespanntem Werkzeug führt zur Beschädigung des
HTC Spannfutters.
Führen Sie bei gespanntem Werkzeug keine Werkzeuglängenein-
stellung durch.
HINWEIS
Der Innensechskant-Schlüssel ist
nicht in der Lieferung enthalten. Mehr
Informationen finden Sie in Kapitel
3.1.
HINWEIS
Die Betätigung ist des HTC Spannfut-
ters ist beidseitig möglich.
3. Stellen Sie das HTC Spannfutter auf die
Werkzeuglänge durch Drehen der axialen
Werkzeuglängeneinstellschraube mit Hilfe
eines passenden Innensechskant-
Schlüssels mit Quergriff ein.
Abbildung 6: Werkzeuglänge einstellen
Warnung
Durch nicht ausreichendes Spannen bis zum Anschlag und
Nichteinhaltung der Mindestumdrehungen
kann sich das Werkzeug geschossartig lösen und zu schweren Ver-
letzungen führen.
Beim Spannvorgang die Spannschraube bis zum Anschlag unter
Einhaltung der Mindestumdrehungen eindrehen (s. Kapitel „3.2
Technische Daten“).

Kurzanleitung / Short manual
MAPAL HTC Spannfutter / HTC Clamping Chuck
13
Vorsicht
Durch Einsatz eines maschinellen Schraubendrehers beim
Spannen der Spannschraube,
kommt es zu einem erhöhten Verschleiß der Spannschraube.
Spannen Sie die Spannschraube nur manuell.
HINWEIS
Achten Sie darauf, dass sich die in der
„Tabelle 1: Mindestumdrehungen, -
einspanntiefe und zulässiges übertrag-
bares Drehmoment“ (Seite 8) angege-
benen Mindestumdrehungen vom
Spannpunkt bis zum Anschlag ergeben.
Ist dies nicht der Fall, HTC Spannfutter
aus Qualitätsgründen nicht mehr ein-
setzen und zur Reparatur zu MAPAL
zurücksenden.
HINWEIS
Die Spannschraube ist gegen Her-
ausfallen nicht gesichert!
Achten Sie darauf, dass die Spann-
schraube schmutzfrei ist.
Drehen Sie die Spannschraube im-
mer bis zum Anschlag fest.
4. Drehen Sie die Spannschraube mit Hilfe
eines Innensechskant-Schlüssels mit
Quergriff bis zum Anschlag zu (siehe
„Abbildung 7: Werkzeug spannen“).
5. Stellen Sie einen Drehmomentschlüssel
auf das Anzugsdrehmoment von 7 Nm
ein.
6. Ziehen Sie die Spannschraube mit Hilfe
des Drehmomentschlüssels auf Anschlag
fest.
Abbildung 7: Werkzeug spannen
ERGEBNIS
Das Werkzeug ist nun vollständig im
HTC Spannfutter gespannt und kann
eingesetzt werden.

14
Kurzanleitung / Short manual
MAPAL HTC Spannfutter / HTC Clamping Chuck
4.2 Spannen eines Werkzeugs mit HTC Spannfutter mit
radialer Werkzeuglängeneinstellung
Warnung
An der Maschine sind keine Schutzabdeckungen vorhanden.
Durch den Einsatz des HTC Spannfutters in der Maschine ohne
Schutzabdeckungen können schwere Verletzungen des Bedieners
verursacht werden.
Beim Einsatz des HTC Spannfutters müssen alle Schutzabdeckun-
gen gemäß EG-Maschinenrichtlinie Punkt 1.4.2.2. vorgesehen sein
und die Maschinenraumtüre muss geschlossen sein.
Warnung
Spannen und Entspannen bei nicht stillstehender Maschine.
Durch das Spannen und Entspannen des HTC Spannfutters bei lau-
fenden Maschinen können schwere Finger- und Handverletzungen
verursacht werden.
Schalten Sie die Maschine aus. Spannen und entspannen Sie das
HTC Spannfutter nur bei stillstehender Maschine oder außerhalb
der Maschine.
Vorsicht
Durch scharfe Schneidkanten am Werkzeug
können Schnittverletzungen verursacht werden.
Tragen Sie beim Werkzeugwechsel Schutzhandschuhe.
HINWEIS
Achten Sie darauf, dass alle Kompo-
nenten des HTC Spannfutters
schmutz- und fettfrei sind.
1. Reinigen Sie den Schaft des Werkzeugs
und die Aufnahmebohrung des HTC
Spannfutters (siehe „Abbildung 8: HTC
Spannfutter und Werkzeug reinigen“, Posi-
tion 1).
Abbildung 8: HTC Spannfutter und Werk-
zeug reinigen
2. Schieben Sie das Werkzeug mit dem
Schaft voraus bis zur Werkzeuglängen-
einstellschraube in die Aufnahmeboh-
rung des HTC Spannfutters (siehe
„Abbildung 9: Werkzeug einschieben“).
Abbildung 9: Werkzeug einschieben

Kurzanleitung / Short manual
MAPAL HTC Spannfutter / HTC Clamping Chuck
15
Vorsicht
Mindesteinspanntiefe beim HTC Spannfutter wird nicht eingehal-
ten.
Bei Nichteinhaltung kommt es zu einer Verringerung des zulässigen
übertragbaren Drehmoments und es kann zur Zerstörung des HTC
Spannfutters kommen.
Halten Sie die Werte der Mindesteinspanntiefe laut „Tabelle 1:
Mindestumdrehungen, -einspanntiefe und zulässiges übertragbares
Drehmoment“ein.
Vorsicht
Die radiale oder axiale Werkzeuglängeneinstellschraube wird mit
falschem Schraubendreher angezogen.
Ein Anziehen der Werkzeuglängeneinstellschraube mit falschem
Schraubendreher führt zur Beschädigung der Werkzeuglängeneinstell-
schraube.
Ziehen Sie die Werkzeuglängeneinstellschraube ausschließlich mit
einem passenden Innensechskant-Schlüssel mit Quergriff an.
Vorsicht
Werkzeuglängeneinstellung bei gespanntem Werkzeug.
Die Durchführung einer axialen oder radialen Werkzeuglängeneinstel-
lung des Werkzeugs bei gespanntem Werkzeug führt zur Beschädi-
gung des HTC Spannfutters.
Führen Sie bei gespanntem Werkzeug keine Werkzeuglängenein-
stellung durch.
HINWEIS
Verwenden Sie ausschließlich ei-
nen Innensechskant-Schlüssel mit
Quergriff und SW 2,0 zum Drehen
der Werkzeuglängen-
einstellschraube.
3. Stellen Sie das HTC Spannfutter auf die
Werkzeuglänge durch Drehen der radialen
Werkzeuglängeneinstellschraube mit Hilfe
des Innensechskant-Schlüssels mit Quer-
griff ein (siehe „Abbildung 10: Werkzeug-
länge einstellen“).
Abbildung 10: Werkzeuglänge einstellen
Warnung
Durch nicht ausreichendes Spannen bis zum Anschlag und
Nichteinhaltung der Mindestumdrehungen
kann sich das Werkzeug geschossartig lösen und zu schweren Ver-
letzungen führen.
Beim Spannvorgang die Spannschraube bis zum Anschlag unter
Einhaltung der Mindestumdrehungen eindrehen (s. Kapitel „3.2
Technische Daten“).

16
Kurzanleitung / Short manual
MAPAL HTC Spannfutter / HTC Clamping Chuck
Vorsicht
Durch Einsatz eines maschinellen Schraubendrehers beim
Spannen der Spannschraube,
kommt es zu einem erhöhten Verschleiß der Spannschraube.
Spannen Sie die Spannschraube nur manuell.
HINWEIS
Achten Sie darauf, dass sich die in
der „Tabelle 1: Mindestumdrehun-
gen, -einspanntiefe und zulässiges
übertragbares Drehmoment“
(Seite 8) angegebenen Mindestum-
drehungen vom Spannpunkt bis zum
Anschlag ergeben. Ist dies nicht der
Fall, HTC Spannfutter aus Qualitäts-
gründen nicht mehr einsetzen und
zur Reparatur zu MAPAL zurück-
senden.
HINWEIS
Die Spannschraube ist gegen Her-
ausfallen nicht gesichert!
Achten Sie darauf, dass die Spann-
schraube schmutzfrei ist.
Drehen Sie die Spannschraube im-
mer bis zum Anschlag fest.
4. Drehen Sie die Spannschraube mit Hilfe
des passenden Innensechskant-
Schlüssels mit Quergriff bis zum Anschlag
zu (siehe „Abbildung 11: Werkzeug span-
nen“).
5. Stellen Sie einen Drehmomentschlüssel
auf das Anzugsdrehmomentmoment von
7 Nm ein.
6. Ziehen Sie die Spannschraube mit Hilfe
des Drehmomentschlüssels auf Anschlag
fest.
Abbildung 11: Werkzeug spannen
ERGEBNIS
Das Werkzeug ist nun vollständig im
HTC Spannfutter gespannt und kann
eingesetzt werden.

Kurzanleitung / Short manual
MAPAL HTC Spannfutter / HTC Clamping Chuck
17
4.3 Entspannen eines Werkzeugs mit HTC Spannfutter
Warnung
Durch Entspannen bei zu hoher Wärme,
können sich Teile des Spannfutters geschossartig lösen und zu
schweren Verletzungen führen.
Betätigen Sie die Spannschraube ausschließlich bei
Raumtemperatur.
HINWEIS
Die Spannschraube ist nicht gegen
Herausfallen gesichert.
1. Lösen Sie die Spannschraube mit
3bis 7Umdrehungen mit Hilfe des pas-
senden Innensechskant-Schlüssels mit
Quergriff (siehe „Abbildung 12: Spann-
schraube lösen“).
Abbildung 12: Spannschraube lösen
2. Entnehmen Sie das Werkzeug aus der
Aufnahmebohrung des HTC Spannfutters
(siehe „Abbildung 13: Werkzeug heraus-
nehmen“).
Abbildung 13: Werkzeug herausnehmen
ERGEBNIS
Das Werkzeug ist nun entspannt und
gelöst.
18
Kurzanleitung / Short manual
MAPAL HTC Spannfutter / HTC Clamping Chuck
5 Pflege und Wartung
Schützen Sie das HTC Spannfutter bei der Lagerung vor Korrosion.
Achten Sie darauf, dass das HTC Spannfutter im entspannten Zustand gelagert
wird.
Entsprechend den Nutzungs- und Umgebungsbedingungen ist die Spannschraube
in regelmäßigen Abständen zu reinigen und neu zu schmieren.
Bei häufigem Spannen ist die Werkzeuglängeneinstellschraube in regelmäßigen
Abständen zu reinigen und zu schmieren.
Reparaturen dürfen ausschließlich im Hause MAPAL durchgeführt werden.
Hinweise für das Reinigen in einer Waschanlage:
- Das HTC Spannfutter ausschließlich im entspannten Zustand reinigen.
- Die Spannschraube darf nur bei Raumtemperatur gespannt oder entspannt wer-
den.
- Die Waschtemperatur darf höchstens 100°C betragen.
- Nach der Reinigung ist die Spannschraube neu einzufetten.

Kurzanleitung / Short manual
MAPAL HTC Spannfutter / HTC Clamping Chuck
19
English
1 Objective of the operating manual
This manual describes the correct operation of the HTC clamping chuck. You will find de-
tailed information on how to clamp and unclamp a tool using the HTC clamping chuck. In
addition, the most important safety instructions on handling the HTC clamping chuck are
explained.
In section 4 in the following you will find a detailed description of the individual actions nec-
essary to successfully clamp and unclamp tools using the HTC clamping chuck.
2 Safety
2.1 Correct use
The MAPAL HTC clamping chuck is used only for clamping tools on machines for machin-
ing.
The HTC clamping chuck with adjustment of length has been specially designed for clamp-
ing rotating tools on machine tools for automatic tool changing.
NOTE
HTC clamping chucks may only ever be employed within the restrictions of its tech-
nical specifications (see section “3.2 Technical data”). Using the system with disre-
gard to even a minor specification will be deemed inappropriate use. The manufac-
turer assumes no liability for any injury or damage resulting from inappropriate use.
Additional modifications and extensions are not allowed without the written consent
of the manufacturer.
2.2 Target group
The HTC clamping chuck is only allowed to be used by trained, authorised and dependable
specialist personnel. The specialist personnel must be able to recognise and avoid hazards.
The health and safety regulations, safety stipulations and instructions from the machine
manufacturer are familiar to the specialist personnel and are to be followed and observed
during the operation of the HTC clamping chuck.
2.3 General warnings and safety instructions
Warning
Failure to comply with the technical data in section 3.2
may result in injuries ranging from slight to serious.
Ensure the technical data in section 3.2 are not exceeded.

20
Kurzanleitung / Short manual
MAPAL HTC Spannfutter / HTC Clamping Chuck
Warning
There are no guards on the machine.
Using the HTC clamping chuck in the machine without guards could
result in serious injuries to the operator.
When using the HTC clamping chuck all guards as per the EC Ma-
chinery directive point 1.4.2.2. must be fitted and the machine area
door must be closed.
Warning
Clamping and unclamping with the machine not stationary.
Clamping and unclamping the HTC clamping chuck with the machine
running may result in serious injuries to the fingers and hands.
Switch off the machine. Only clamp and unclamp the HTC clamping
chuck with the machine stationary or with it outside the machine.
Warning
Inadequate clamping to the stop and non-compliance with the
minimum revolutions
may cause the tool to be released at high projectile speeds, which can
cause serious injuries.
During clamping, always screw in the clamping screw to the stop in
compliance with the minimum revolutions (see section "3.2 Tech-
nical data").
Warning
By using long, cantilevered and heavy tools or extensions,
may cause the tool to be released at high projectile speeds, which can
cause serious injuries.
For long, cantilevered and heavy tools or extensions decrease the
speed according to user definition.
For special versions, note the speed of the drawing.
Warning
The spindle speed limits of the machine-side connection of the
HTC clamping chuck are not observed.
Exceeding the spindle speed limits of the machine-side connection
can cause serious injuries to the operator.
Observe the spindle speed limits (see "Table 2: Estimated spindle
speed limits for clamping chuck with HSK connection" on page 25)
for HSK connections. The user is individually responsible for de-
termining spindle speed limits for the HTC clamping chuck with
other machine-side connections.
Warning
Unclamping at high temperatures
may cause the tool to be released at high projectile speeds, which can
cause serious injuries.
Clamp and unclamp the clamping chuck only at room temperature.
Table of contents
Languages:
Other Mapal Industrial Equipment manuals


























