8
Safety
Mass Portal 3D printer is an electro-mechanical
robotic device that has hot and moving parts when
operating. You should always operate the printer with
caution and follow instructions in this manual.
INDOOR USE ONLY
The printer is intended to be used only indoors — ambient
temperature must be between 15°C and 30°C. The Mass Portal
3D printer under no circumstances must be subjected to high
levels of humidity, excess heat, water, frost or other condition
which may damage the electronics or mechanical parts. When
transported or unpacked, it must be left to warm up to room
temperature before operation.
SAFE PLACEMENT
The printer, filament and power cable must be placed so that it
cannot be unintentionally touched or hooked by clothing. The
printer is considerably heavy, extra care must be taken when
moving. Do not use unneccesary force.
HOT SURFACES AND PARTS
To avoid burns and physical damage do not touch the printer’s
head and heated print bed unless they have cooled down to
40°C or less. These temperatures are displayed on the built in
LCD display and in the printing software interface. If in doubt,
double check. Keep in mind that the readings could be incorrect.
HOT PRINT BED
Brass print bed can be heated up to 120°C. Keep in mind that
close metal surfaces can be warm. When coated with Kapton
tape, the heating bed can be sprayed lightly with non-flammable
consumer plastics or glass cleaner and then wiped o with a
clean wipe.
HOT PRINT HEAD
Print head heating block and nozzle can be heated up to 300°C.
Keep in mind that surrounding parts can be hot.
HOT MELTED PLASTIC
The melted plastic extruded from the nozzle can reach near
300°C. Care and caution must be taken when operating.
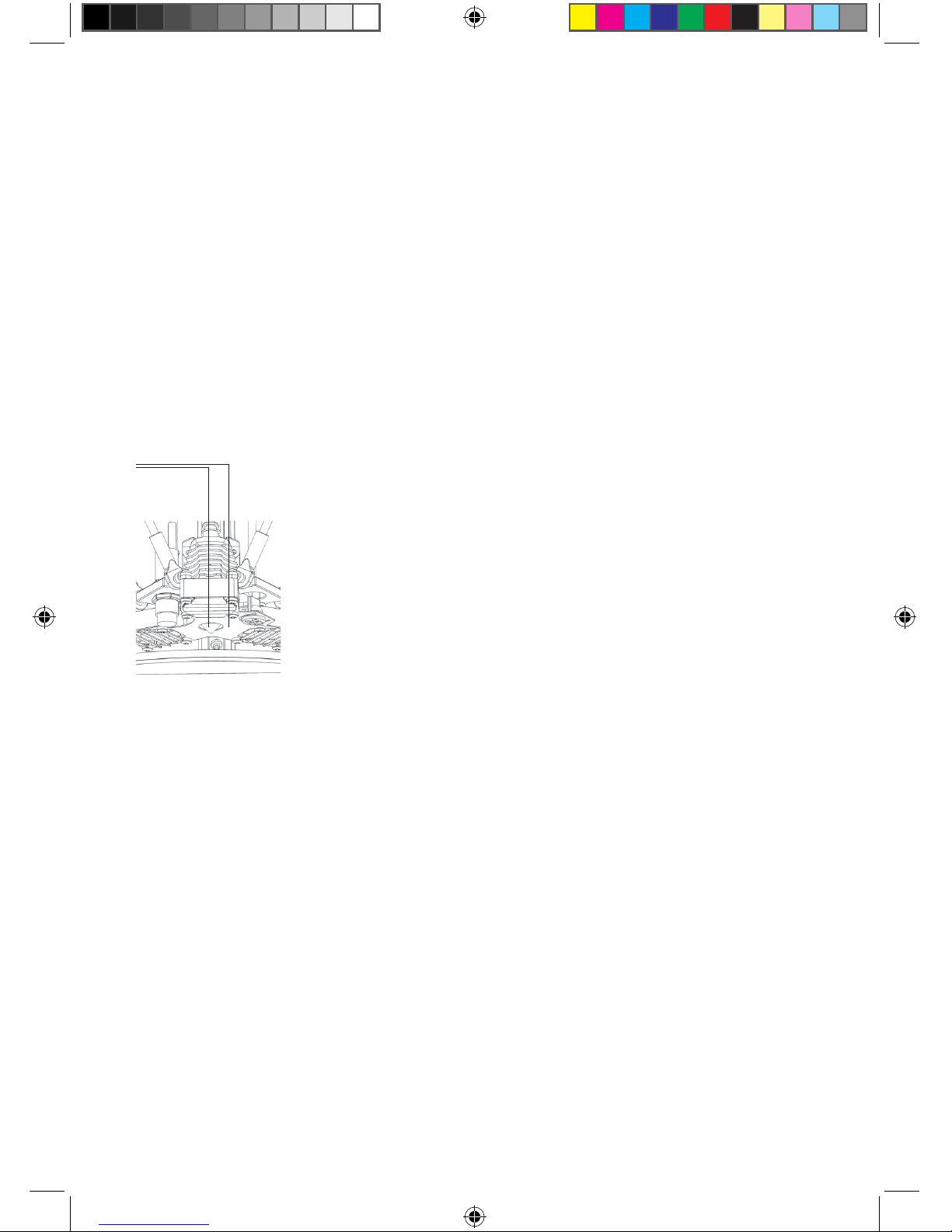
WARNING The
nozzle and the
metal plate below
the printhead are
extremely hot when
printing. Do not
touch.
TIP Use paper towel
to clean the nozzle
from excess material
before printing. This
must be done when
the nozzle is heated
with extreme caution.
MP Delta Manual ENG +.indd 8 15/04/15 17:03