3
DEUTSCH
1. Zuerst lesen! ...............................3
2. Sicherheit ....................................3
2.1 Bestimmungsgemäße
Verwendung..................................3
2.2 Symbole auf dem Gerät................4
3. Bedienelemente ..........................4
3.1 Bedienteil......................................4
3.2 MIG/MAG 150/20 XT ....................4
3.3 MIG/MAG 165 SP.........................4
3.4 MIG/MAG 170/30 XTC..................5
3.5 MIG/MAG 200/40 XT,
MIG/MAG 250/60 XT und
MIG/MAG 300/45 XT ....................5
4. Transport.....................................5
4.1 Krantransport ................................5
5. Betriebsvorbereitung .................6
5.1 Gasflasche anschließen ...............6
5.2 Netzanschluss ..............................6
5.3 Schweißdrahtrolle einlegen ..........6
5.4 Schweißdraht einführen................6
6. Bedienung ...................................7
6.1 LED Anzeigen...............................7
6.2 Einstellen der
Schweißparameter........................8
6.3 Freibrandzeit.................................8
6.4 Schutzgasschweißen....................8
6.5 Betrieb beenden ...........................8
7. Wartung .......................................8
8. Lieferbares Zubehör..............8/39
9. Reparatur.....................................9
10. Umweltschutz..............................9
11. Störungen....................................9
11.1 Allgemeine Störungen ..................9
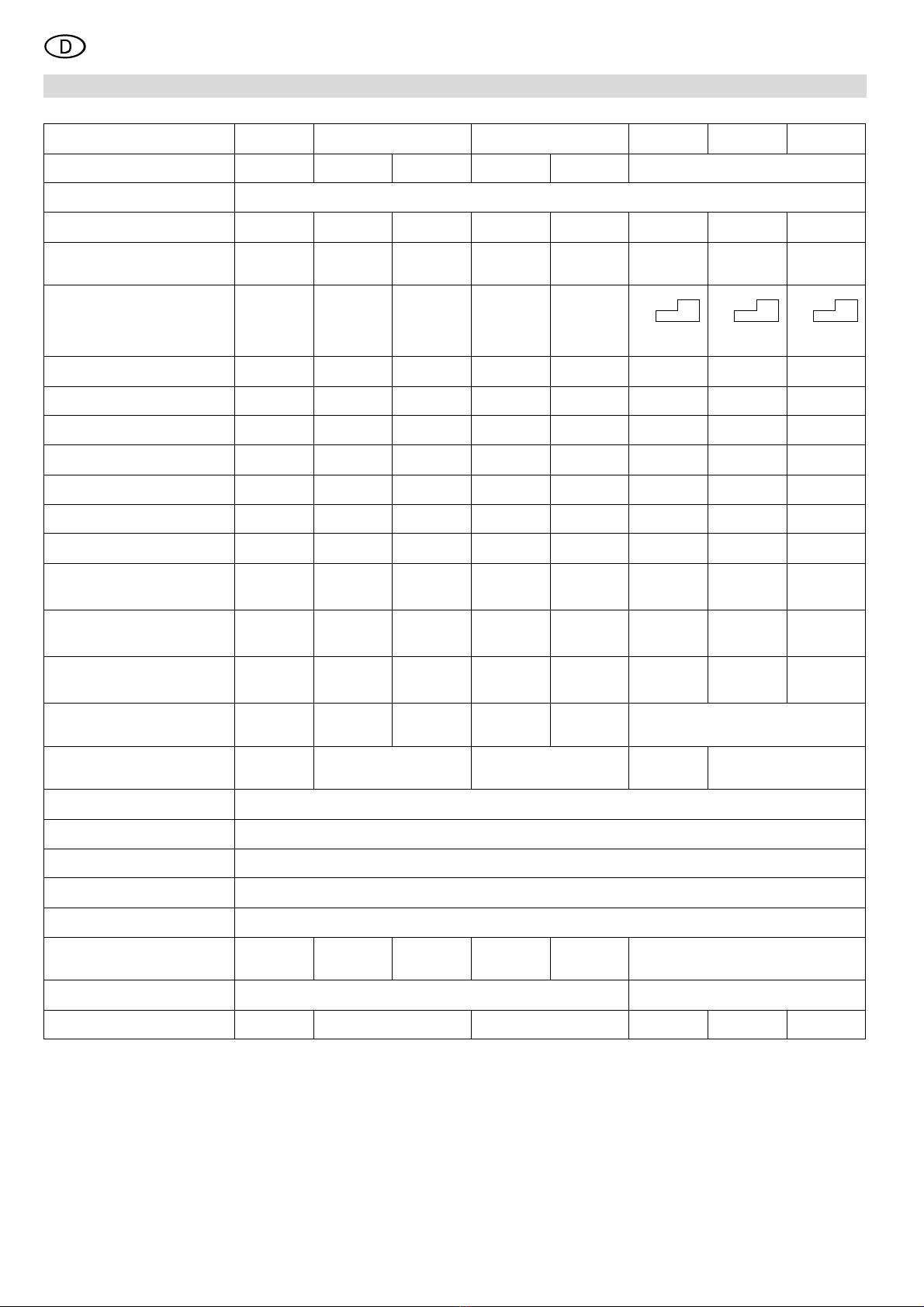
12. Technische Daten.....................10
Diese Betriebsanleitung wurde so
erstellt, dass Sie schnell und sicher mit
Ihrem Gerät arbeiten können. Hier ein
kleiner Wegweiser, wie Sie diese
Betriebsanleitung lesen sollten:
−Lesen Sie diese Betriebsanleitung
vor der Inbetriebnahme ganz durch.
Beachten Sie insbesondere die
Sicherheitshinweise.
−Diese Betriebsanleitung richtet sich
an ausgebildete Lichtbogenschwei-
ßer oder Fachkräfte mit ähnlicher
Qualifikation.
−Bewahren Sie alle mit diesem Gerät
gelieferten Unterlagen auf, damit
Sie sich bei Bedarf informieren kön-
nen. Bewahren Sie den Kaufbeleg
für eventuelle Garantiefälle auf.
−Wenn Sie das Gerät einmal verlei-
hen oder verkaufen, geben Sie alle
mitgelieferten Geräteunterlagen mit.
−Für Schäden, die entstehen, weil
diese Betriebsanleitung nicht beach-
tet wurde, übernimmt der Hersteller
keine Haftung.
Die Informationen in dieser Betriebsan-
leitung sind wie folgt gekennzeichnet:
Gefahr!
Warnung vor Personen-
schäden oder Umwelt-
schäden.
Stromschlaggefahr!
Warnung vor Personen-
schäden durch Elektrizi-
tät.
Achtung!
Warnung vor Sach-
schäden.
Hinweis:
Ergänzende Informationen.
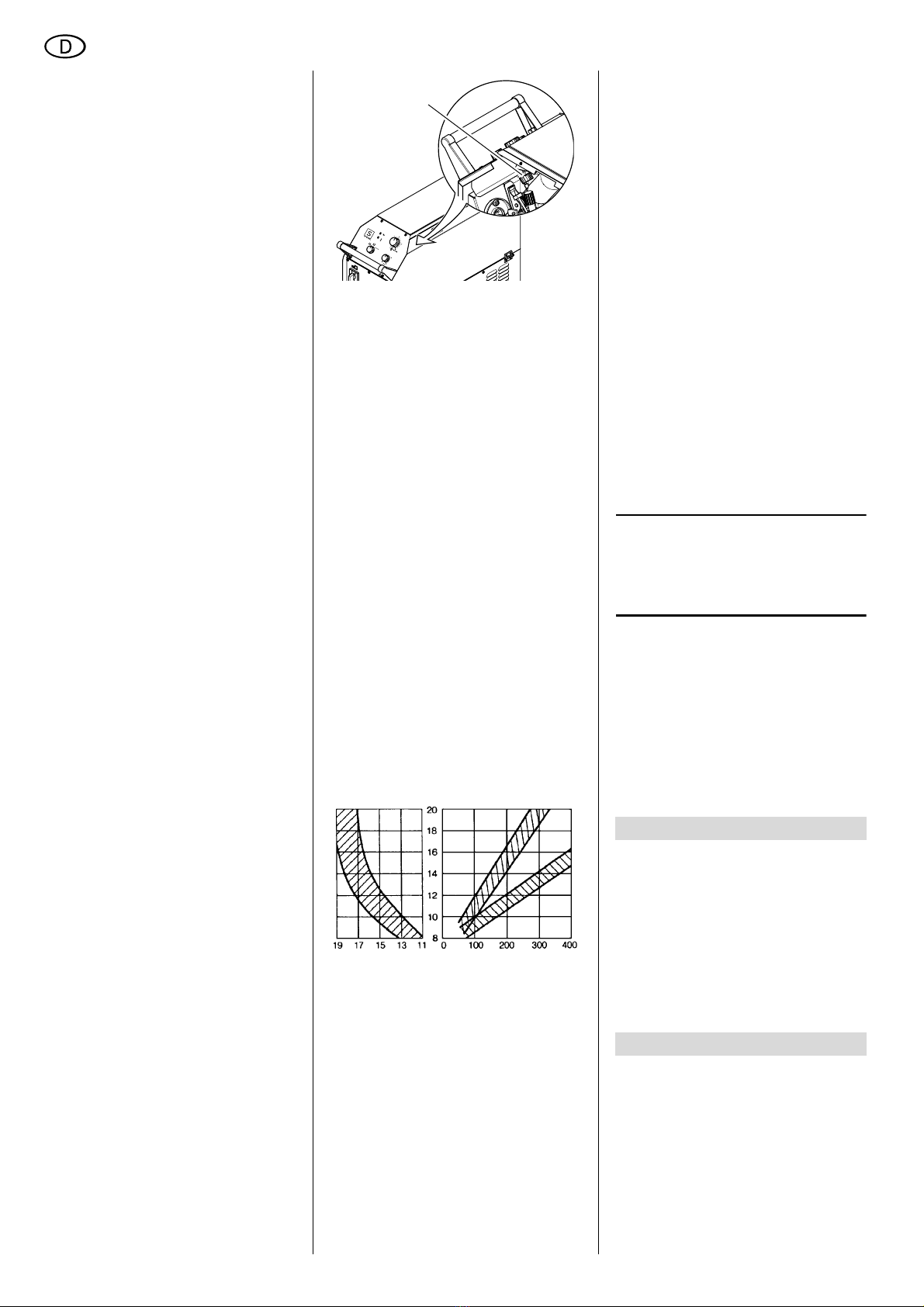
−Zahlen in Abbildungen (1, 2, 3, ...)
−kennzeichnen Einzelteile;
−sind fortlaufend durchnumme-
riert;
−beziehen sich auf entspre-
chende Zahlen in Klammern (1),
(2), (3) ... im benachbarten Text.
−Handlungsanweisungen, bei denen
die Reihenfolge beachtet werden
muss, sind durchnummeriert.
−Handlungsanweisungen mit beliebi-
ger Reihenfolge sind mit einem
Punkt gekennzeichnet.
−Auflistungen sind mit einem Strich
gekennzeichnet.
Grundsätzlich sind die gesetzlichen Vor-
schriften für den Umgang mit Lichtbo-
genschweißgeräten zu beachten.
Für den sicheren und gefahrlosen
Umgang mit dem Schweißgerät beach-
ten Sie auch die nachfolgenden Hin-
weise!
BGefahr! Elektrische Spannung.
Schließen Sie das Gerät nur an eine
Stromquelle an, deren Schutzeinrichtun-
gen einwandfrei funktionieren.
Wenden Sie sich im Zweifelsfall an eine
Elektrofachkraft!
BGefahr! Elektrische Spannung.
Reparaturen und Eingriffe in die Geräte
dürfen nur von ausgebildeten Elektro-
fachkräften durchgeführt werden.
Vor Öffnen des Geräts müssen Sie die
Netzverbindung trennen.
AGefahr!
Tragen Sie bei Schweißarbeiten unbe-
dingt ausreichende Schutzkleidung.
Verwenden Sie unbedingt Schutzschild
und Schutzhandschuhe.
Sie schützen sich dadurch vor Funken-
flug und Lichtbogenstrahlung.
AGefahr!
Bei schweißtechnischen Arbeiten in
Bereichen mit besonderen Gefahren,
z.B. in engen Räumen, in Bereichen mit
Brand- und Explosionsgefahr, an Behäl-
tern mit gefährlichem Inhalt oder unter
erhöhter elektrischer Gefährdung, sind
zusätzliche Vorsichtsmaßnahmen zu
treffen.
AGefahr!
Alle Metalldämpfe sind schädlich!
Sorgen Sie bei Arbeiten in geschlosse-
nen Räumen immer für eine ausrei-
chende Belüftung und Absaugung, damit
die maximalen Schadstoffkonzentratio-
nen am Arbeitsplatz nicht überschritten
werden.
Die Dämpfe von Blei, Cadmium, Kupfer,
Zink und Beryllium sind besonders
gefährlich!
AAchtung!
Schweißen Sie niemals ein Schweißgut,
das geerdet ist.
Sie vermeiden so eine eventuelle
Beschädigung der Schutzleiter durch
vagabundierende Schweißströme
(Potentialverschleifungen).
AAchtung!
Benutzen Sie das Schweißgerät niemals
zum Auftauen von Rohren.
Befestigen Sie die Klemme der
Schweißstromrückleitung immer direkt
am Schweißgut und so nah wie möglich
an der Schweißstelle.
AAchtung!
Besondere Vorsicht ist geboten, wenn
Sie mit dem Gerät in der Nähe von Com-
putern, elektronisch gesteuerten Anla-
gen oder in der Nähe von magnetischen
Datenträgern (Tonbänder, Disketten,
Datenbändern, Scheckkarten o.ä.)
arbeiten.
Bei der Lichtbogenzündung kann es zu
Fehlfunktionen der Anlagen oder Daten-
verlusten kommen.
2.1 Bestimmungsgemäße
Verwendung
Das Schweißgerät ist eine Gleichstrom-
quelle mit integriertem Drahtvorschub
Inhaltsverzeichnis
1. Zuerst lesen!
2. Sicherheit
XS0019D3.fm Betriebsanleitung DEUTSCH