10
Stop delay
At the beginning of the slope-down period,
the welding machine informs the CWF about
the need for stopping the wire in order to avoid
sticking problems. If the slope-down period is equal to
zero, the delay is not executed.
Variable 0-10 sec.
Retract time
The time in which the wire is retracted after
end of welding process. Variable 0-5 sec.
Retract speed
The speed of which the wire is retracted
after end of welding process.
Variable 0.2-5 m/min.
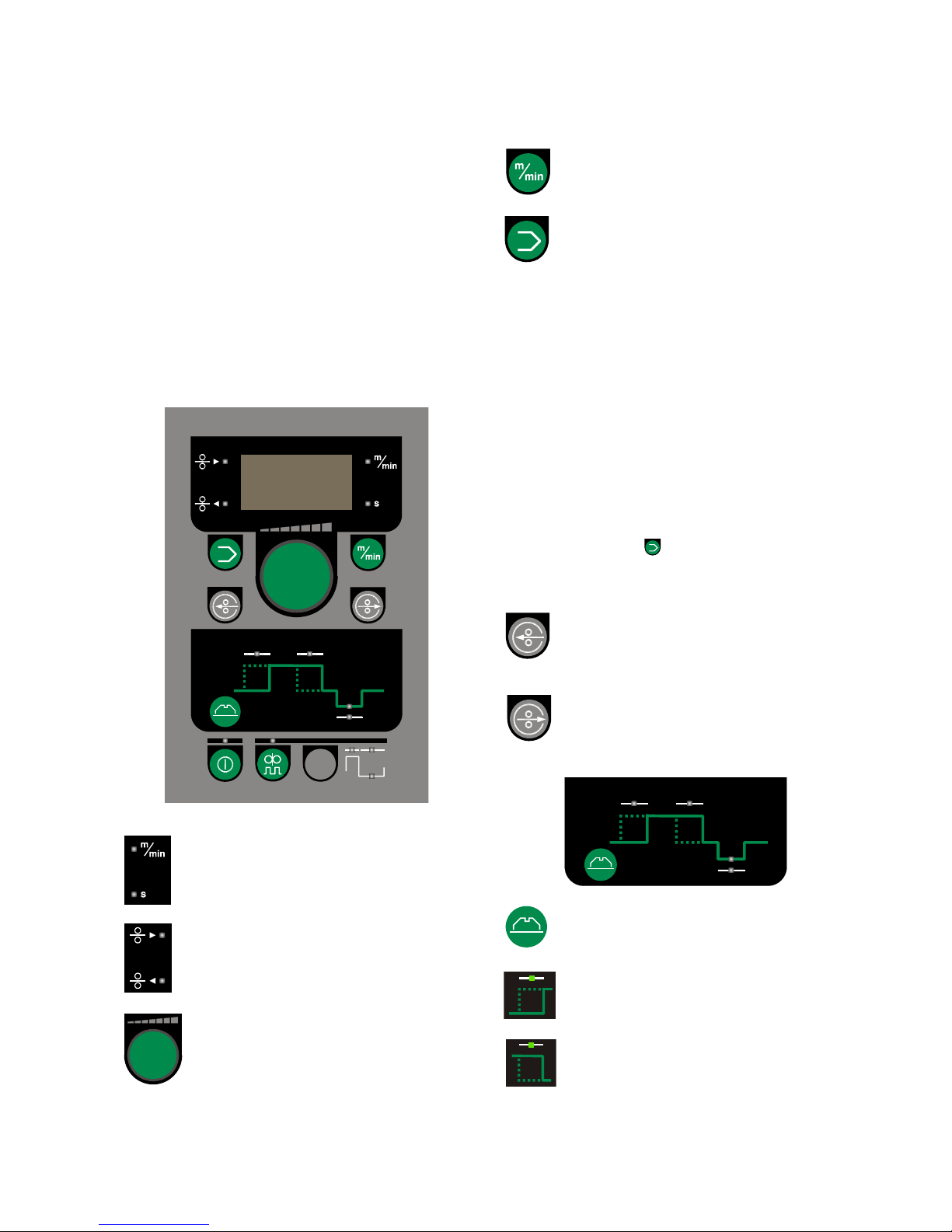
ON/OFF
This key pad is used to enable/disable the
CWF. When the unit is disabled, the display
shows “OFF” and the green light on the keypad will be
turned off. Some operations can only be carried out
when the unit is disabled.
Flashing light will indicate:
- no CWF units have been configured on PI
- possible communications problem
Pulsed wire feeding
Is used for wire feeding in
pulses. Pulsations can be
synchronised with pulsation of current on the arc: in
this case the LED is flashing. See below.
The values of speeds are fully independent, permitting
the generation of “reversed” pulses: high speed at low
currents and vice versa.
Main speed pulse time:
The time for which the wire runs at main
speed. If the welding machine has been set
to slow pulse mode, the value of the parameter cannot
be controlled and will be the same as the one on the
welding machine. Variable 0.2-10 sec.
2nd speed pulse time:
The time for which the wire runs at 2nd speed.
If the welding machine has been set to slow
pulse mode, the value of the parameter cannot be
controlled and will be the same as the one on the
welding machine. Variable 0.2-10 sec.
2nd speed value:
The 2nd speed value is independent from the
pulse selected on the welding machine.
Variable in the range 0-5 m/min
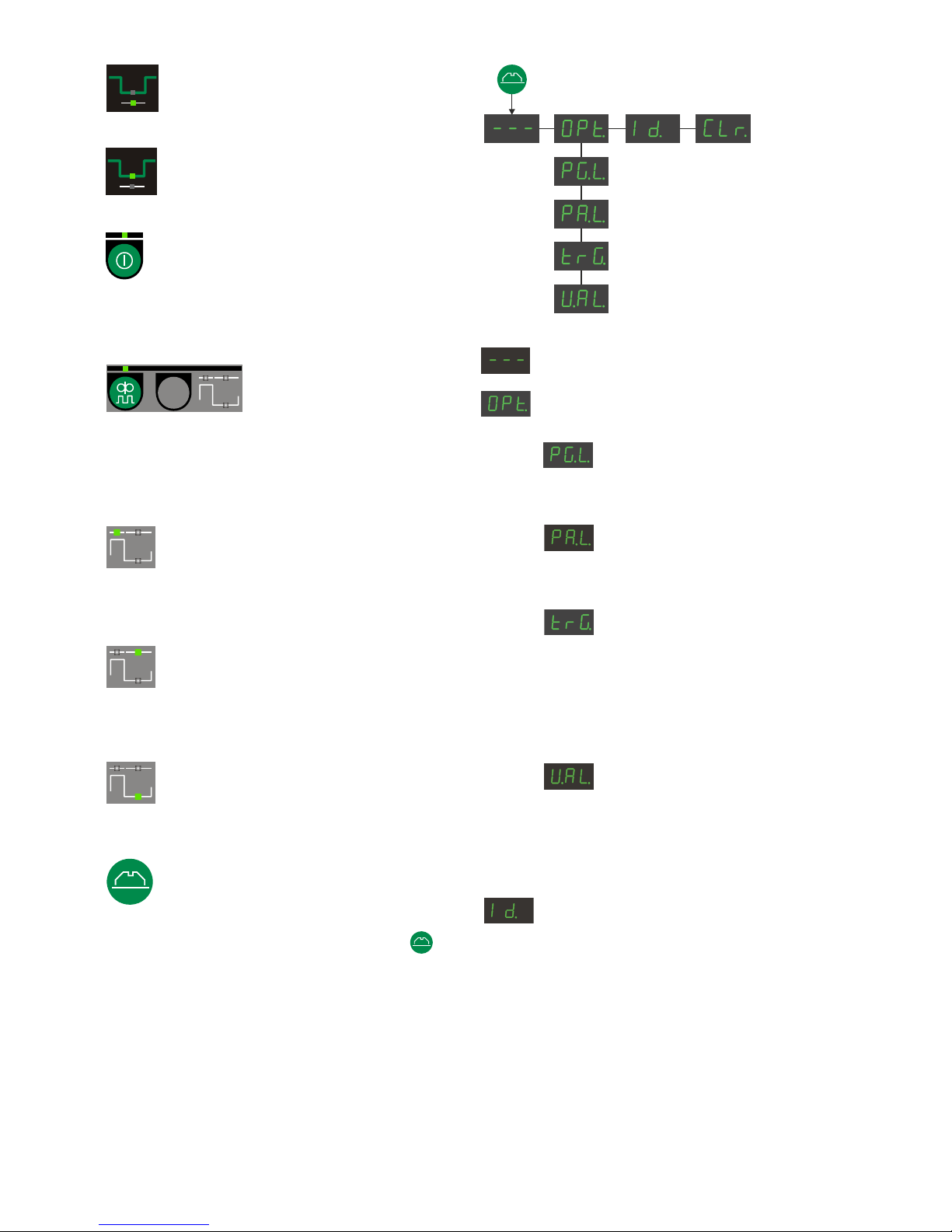
USER MENU for special settings and
actions
This menu provides a set of commands and
parameters necessary for advanced control of
machine.
Disable the CWF (OFF) and press the keypad for
3 sec. The display will show ---
Rotate the Control Knob to select different
parameters/commands, then activate the selection by
pressing “m/min”
To change the values of parameters press the knob
ON/OFF and rotate the encoder. Press “m/min” to
save the data.
Exit from USER menu
Submenu containing different options
Programs LOCK
If activated, protects programs P3
to P10 against unintentional change of: wire
speed, timings, pulsations.
Panel LOCK
If activated, locks the complete
panel with exclusion of wire inching and
keypad ON/OFF.
TRIGGER
Possibility to run/stop the CWF
directly by PI or via an external trigger.
0 = Trigger from PI (default)
1 = Trigger from external signal
2 = Trigger from external signal + external
potentiometer
3 = Trigger from PI + external potentiometer
Unit Alarm
To control the generation of errors
on PI in case of selected CWF is in OFF
mode.
0 = no errors are generated (default)
1 = error generated, welding procediment is
stopped and “Fdr” (feeder) will flash on
display of PI.
Device Id
Number used to identify the CWF unit. In
case of more than one unit are connected, different
numbers must be used.
Possible selection is 1..8. Default is 1