26850A003
9
bearings must be installed with .003 to .005 in preload;
the following procedure will provide an accurate adjust-
ment. Before starting, loosen the four cap screws on the
pinion shaft bearing cap.
A. Place about .045 shim on the right crankshaft
bearing cap, tighten the five cap screws.
B. Install the left cap without shims, secure with two
cap screws positioned exactly as shown in “Fig.13”.
Torque the two cap screws at 13 foot pounds, rotate
the crankshaft, retorque the cap screws. Do this
three times to properly seat the tapered roller
bearings.
C. Measure (adjacent to the cap screws) the shim gap
remaining between the bearing cap and the gear
case.
D. The required shim thickness for this cap is equal to
the average gap measurement plus .022”.
E. Insert correct shim thickness under left bearing cap
and tighten cap screws.
F. Install connecting links and caps; note the mark-
ings; torque cap screws to 40 ft. lb.
G. IMPORTANT - Check for adequate side clearance
of links on crankshaft. Some shims must be moved
from one end of the crankshaft to the other until
sideways movement of all links can be seen.
H. Check torque of cap screws on all bearing caps.
RECONDITIONED CRANKSHAFTS
When the crank throws are only slightly damaged, such
as small surface grooves cut part way around the
bearing surface, they can sometimes be reconditioned
for further use. This can be done by sandpapering and
polishing until all ridges are completely removed. The
final polishing operation should be with very fine emery
cloth. If the surface is badly damaged, the crankshaft
can often be salvaged by “metalizing” the crank throw
and then regrinding and polishing to the original diam-
eter of 3.1240-3.1245”.
SERVICING CONNECTING LINKS
The connecting rod link is furnished with replaceable
split sleeve bearing inserts at the crank throw. It is
never practical to attempt to refit connecting links to the
crankshaft bearings by filing or grinding the mating
faces of the link cap where it contacts the link. Always
be sure that the proper side of the link is placed upward
when attaching it to the crankshaft. The upper side
contains an oil hole at the crosshead end of the link.
This oil hole must be up to allow proper oil feeding to
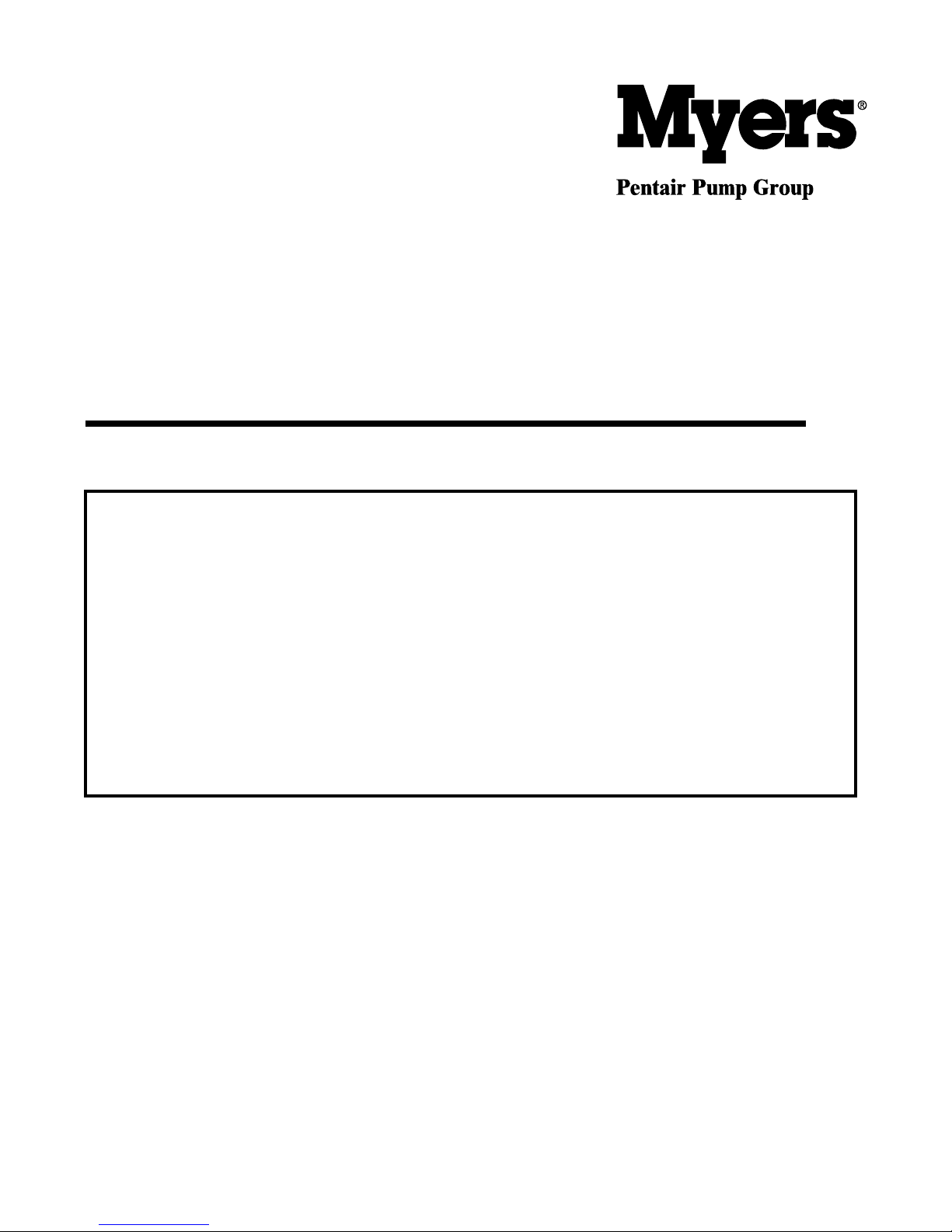
the crosshead pin bushing. The wrist pin is press-fitted
into crosshead and slip-fitted through the bronze
bushing. Use arbor press instead of hammering the
wrist pin to force it in. Check to see if link is free to
Fig. 14
rotate after the wrist pin is pressed in. Make sure that
either side of wrist pin does NOT protrude beyond the
crosshead.
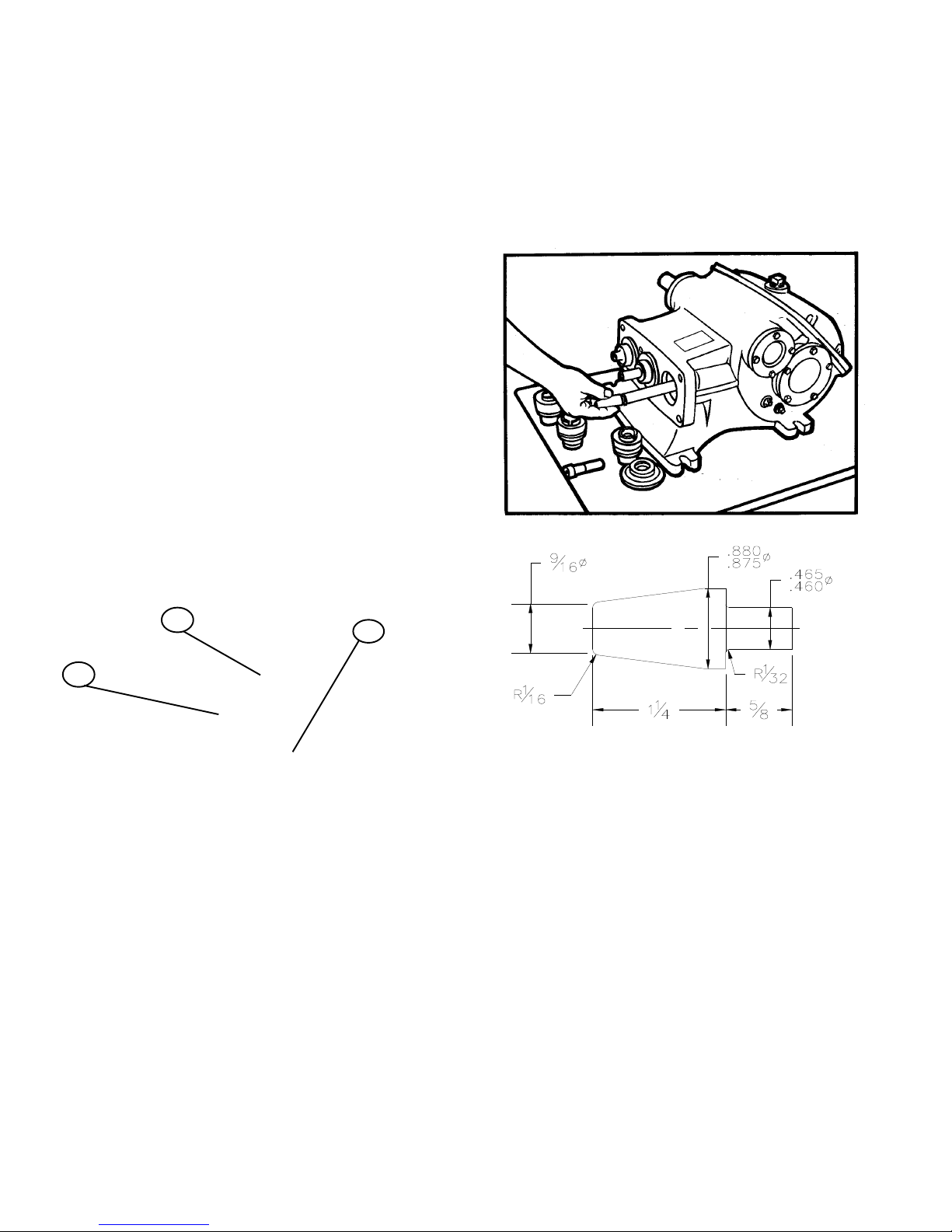
The crosshead end of the connecting link is fitted with a
bronze bushing. When new replacement links are
obtained, these bushings are reamed to the proper size
for immediate installation. If the bushing only is
replaced, it may be necessary to ream the new bushing
to the proper inside diameter after it is pressed into the
link. When placing the bushing on the link be sure that
the oil holes in the bushing and link will be in line after
the bushing is pressed into position. Fig. 14 shows the
proper diameter to which the bushing must be reamed
for proper seating of the crosshead pin. Note that the
ream diameter must be parallel to the I.D. of the sleeve
bearings within 0.001” T.I.R.
CROSSHEAD AND PISTON RODS
Repair parts for the crosshead and piston rod are
supplied only as a complete unit. If either of these
parts becomes worn it is necessary to replace both the
crosshead and piston rod. Under normal conditions a
crosshead will not wear nor will the bore of the crank-
case wear to the extent that oversize crossheads will
be required. If extreme wear does occur, it will be due
to severe damage from the lack of oil or a fairly large
metal object scoring the crosshead bore. A clearance
of .002” to .004” is standard for the crosshead. The
parts can wear until considerably more clearance than
this exists before harmful operation will occur.
RECOMMENDED TORQUE (Foot-pounds)
FASTENER LOCATION
Link Bearing Caps 40
Crankshaft End Caps 20
Pinion Bearing End Caps 20
Cap Screw, 3/4
(Fluid End to Power End) 250
Cap Screw, 5/8
(Fluid End to Power End) 150
CALL 1-800-577-8111 FOR SALES AND SUPPORT