12.07/WE 7
ORGAPACK OR-P 400 HD
5INBETRIEBNAHME
5.1 DRUCKLUFTAUFBEREITUNG
Das Gerät OR-P 400 ist für einen Luftdruck von
5,7–6,2 bar ausgelegt.
Auswirkungen des Luftdrucks auf die Arbeitsweise
des Gerätes
Ein Luftdruck von 5,7 bis 6,2 bar gewährleistet, eine
optimale Einstellung der Bandspannung sowie ein
einwandfreies Verschweissen des Bandes. Bei
einem neuen Gerät kann der Luftmotor nach einer
gewissen Anlaufzeit an Kraft gewinnen. Falls die
erhöhte Motorleistung eine erneute Anpassung an Ihre
Packstücke erforderlich macht, siehe Kapitel 7.1.
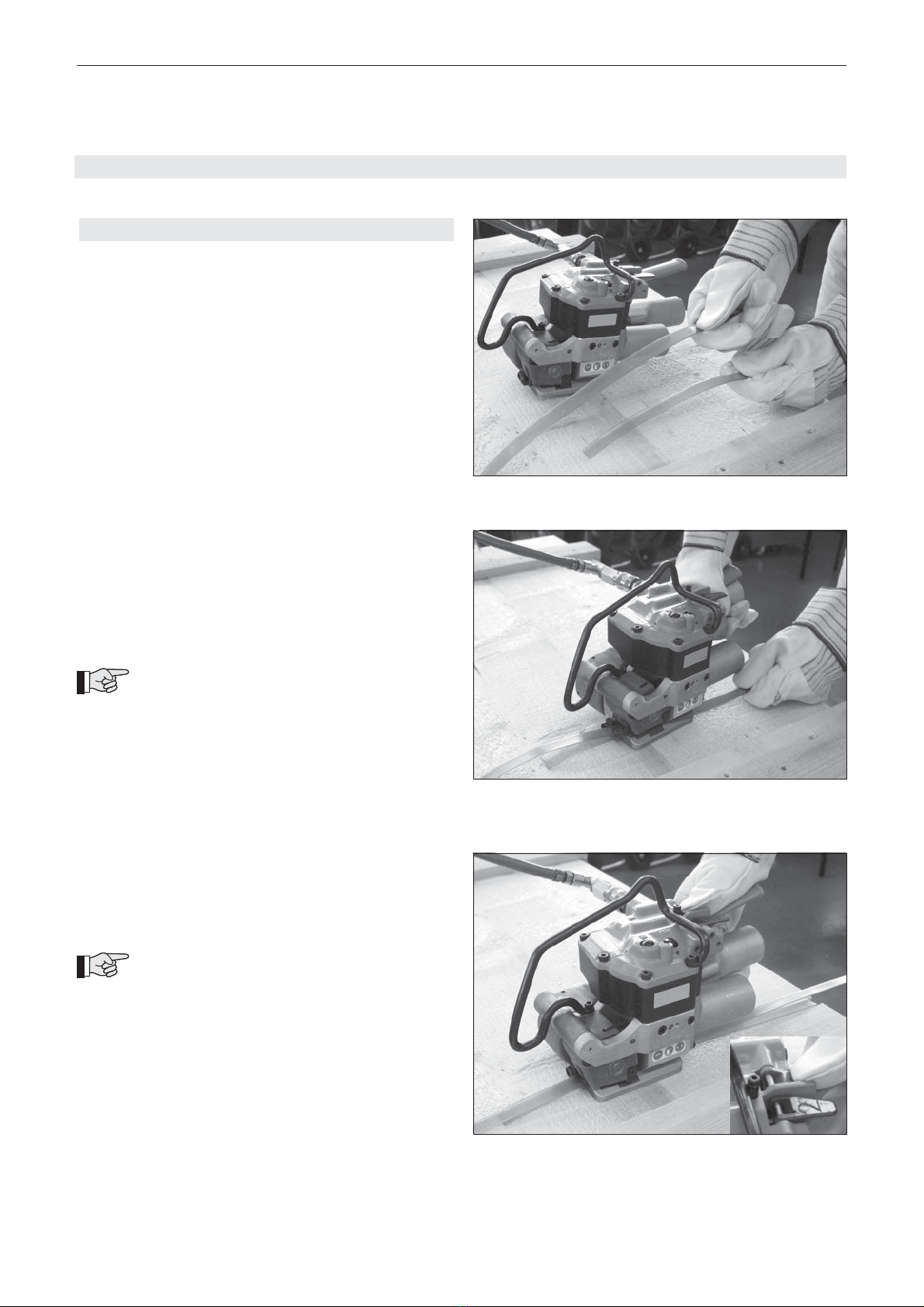
5.2 INSTALLATION DES DRUCKLUFT-
ANSCHLUSSES
Motor und Verschliesserkolben werden durch Ölnebel
der Druckluft geschmiert. Einwandfrei aufbereitete
Druckluft ist daher Voraussetzung für einen störungs-
freien Betrieb des Gerätes. Dies kann nur durch eine
funktionssichere Wartungseinheit erfüllt werden, wel-
che aus Wasserabscheider, Druckreduzierventil mit
Manometer und Ölnebelgerät besteht.
Das Ölnebelgerät soll genügend Öl abgeben. Die
Schlauchlänge zwischen dem Gerät und der War-
tungseinheit soll 5 m nicht überschreiten. Die lichte
Weite der Leitung soll minimum 10 mm betragen. Es
muss darauf geachtet werden, dass der Schlauch kei-
ne Schlaufen bildet, in welchen sich Öl sammeln kann.
a) Luftfeuchtigkeit
Feuchtigkeit entsteht in den Leitungen, wenn die Luft
durch Abkühlung kondensiert. Wasser in den Luft-
leitungen ist eine ständige Gefahr für den ordnungs-
gemässen Betrieb der Druckluftgeräte. Darum
Wasser-abscheider regelmässig entleeren.
b) Schmierung
Der Luftmotor benötigt stets eine ausreichende
Schmierung. Stellen Sie den Öler richtig ein und
füllen Sie ihn regelmässig auf. Ohne ausreichende
Schmierung bringt das Gerät niedrige oder unregel-
mässige Spannung und lässt sich nur schwer aus der
Umreifung lösen.
Anmerkung: Einige Ölsorten enthalten Zusätze gegen
Verschleiss, die dem Motor Schaden zufügen. Stellen
Sie sicher, nur geeignetes Öl zu verwenden.
Empfohlen wird jedes säure- und harzfreie Öl mit einer
Viskosität von 83-88 bei 40°C.
Einige Tropfen Öl täglich direkt in den Einlass des
Luftmotors oder direkt in die Luftleitung gegeben,
gewährleistet eine gute Funktion des Gerätes.
Auch ein deutliches Nachlassen der Luftmotorleistung
kann auf diese Weise behoben werden.
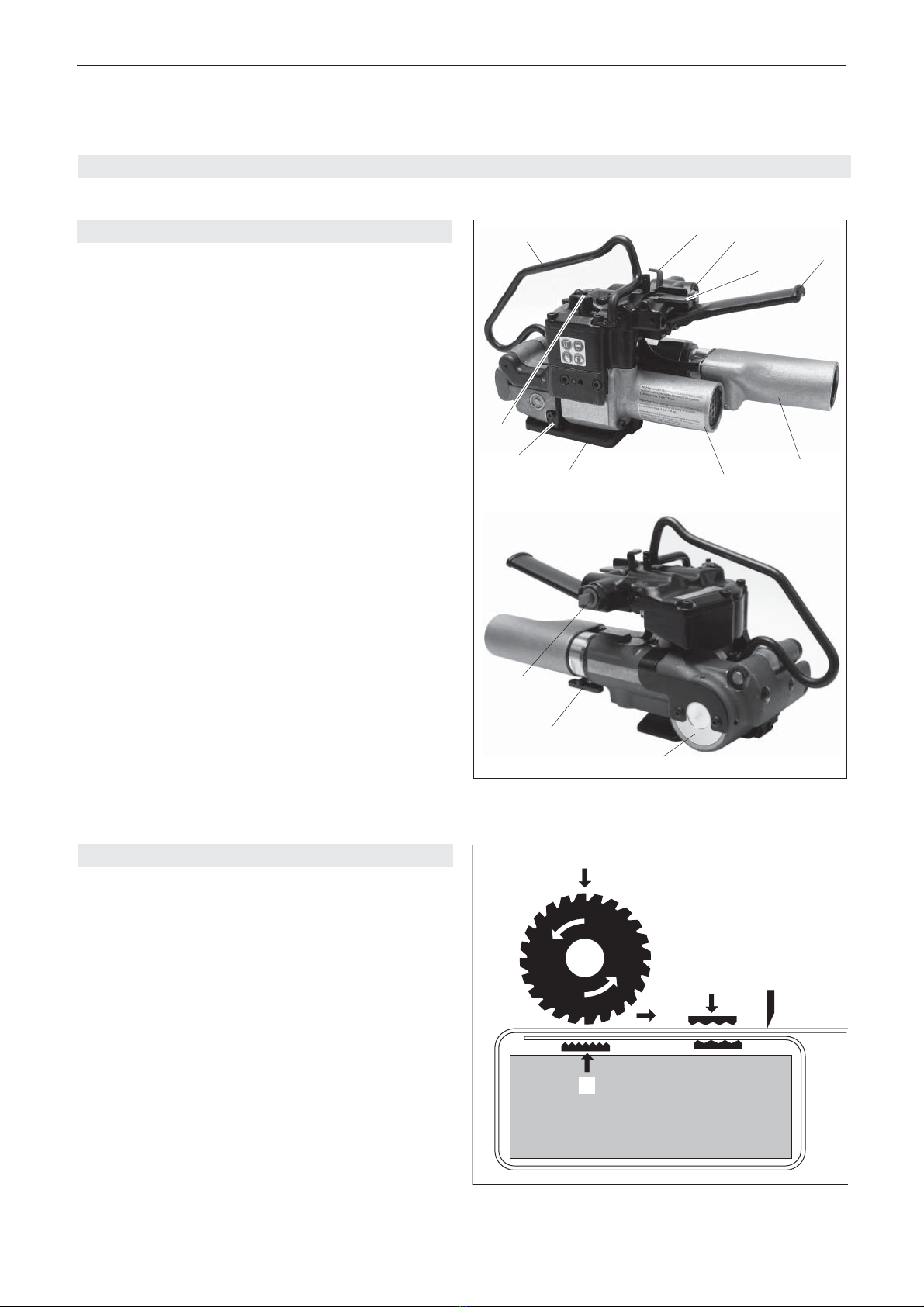
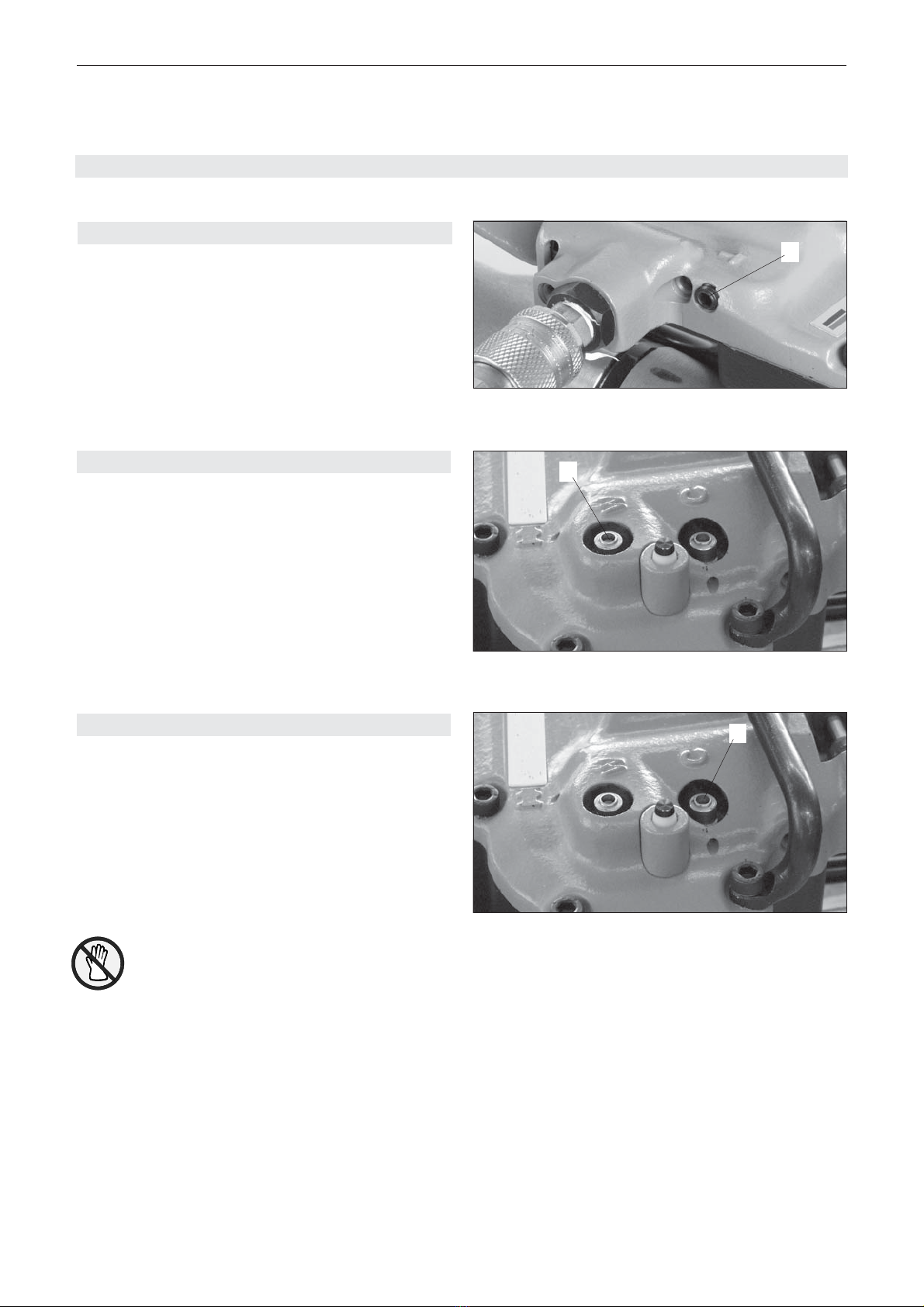
5.3 AUFHÄNGEN DES GERÄTES
Das Gerät ist mit einem Aufhängebügel ausgestattet.
Der Aufhängebügel ist so konstruiert, dass das Gerät
horizontal oder vertikal an einem Federzug aufge-
hängt werden kann.
c) Arbeitsweise bei kaltem Wetter
Das Gerät arbeitet zuverlässig in einem weiten Tem-
peraturbereich. Bei Temperaturen unter 5° C kann
es jedoch notwendig sein, die Druckluft zu trocknen.
Trockene Luft verhindert alle Probleme, die durch
Feuchtigkeit oder Vereisung verursacht werden.
d) Luftverbrauch
Für das Gerät OR-P 400 errechnet sich der Luft-
verbrauch (Liter pro Minute) folgendermassen:
4 x 5 x 11,3 = 226 l/min.
4= Anzahl Umreifungen/min.
5= Zeit (s) welcher der Luftmotor vom Start bis
zum Ende einer Umreifung läuft
11,3= Leistungskonstante für OR-P 400
e) Luftdruckabfall
Bei vermutetem Druckabfall, Prüfgerät zwischen Gerät
und Luftschlauch montieren.
Gemessene Werte mit den folgenden Minimalwerten
(bar) vergleichen:
– Statisch = 6,2
– Spannen = 4,1 (Zurückziehen des Bandes)
– Stillstand = 5,4
– Schweissen = 5,2
Fig. 3
Horizontal
Vertikal