SX-80SX-80
SX-80SX-80
SX-80
5
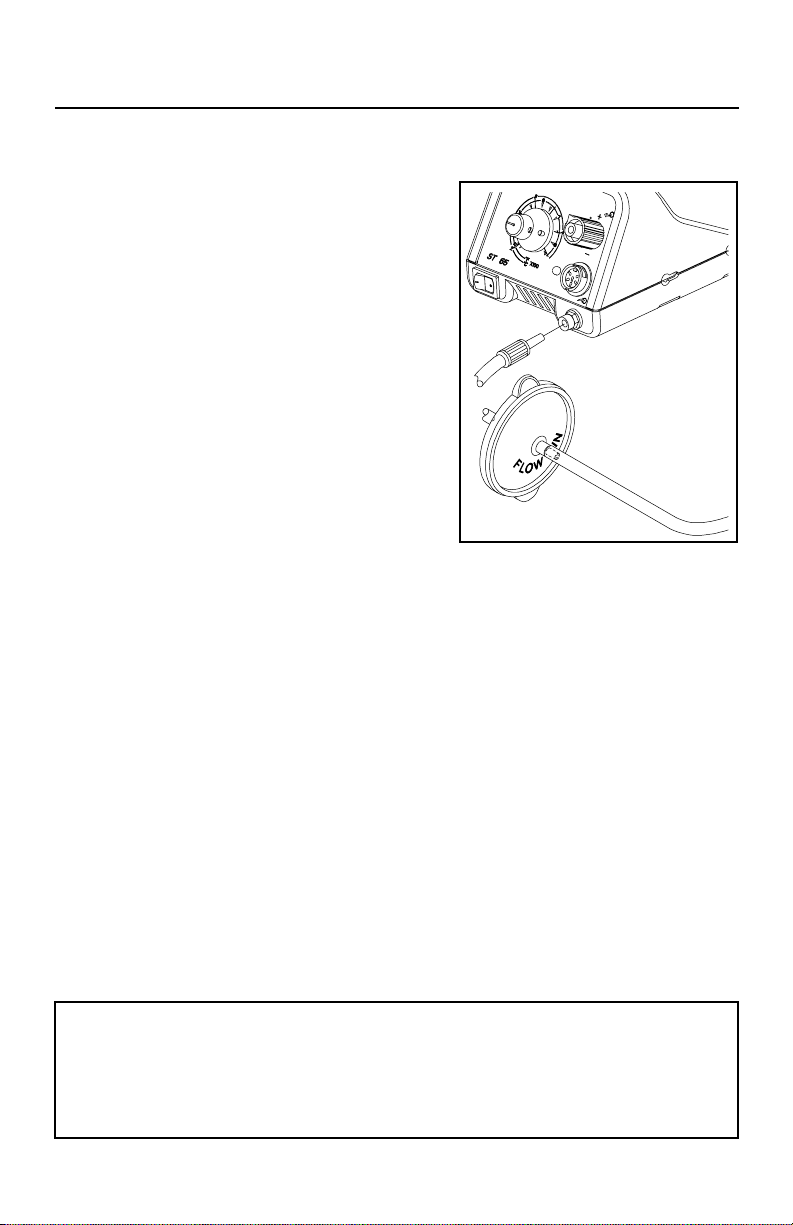
2. Prepare a VisiFilter (P/N 1309-0028) in the following manner:
a) Connect a 1 inch (2.5cm) length of clear
pvc air hose to the FLOW OUT side of
the VisiFilter; push and turn the hose
onto the VisiFilter nipple to seat.
b) Insert the ribbed end of a male quick
connect hose mount fitting (P/N 1259-
0087) into the free end of the 1 inch
(2.5cm) length of air hose connected to
the FLOW OUT side of the VisiFilter.
c) Connect the free end of the 137cm (54
inch) length of air hose to the FLOW
IN side of the VisiFilter.
d) Insert the end of the quick connect
hose mount fitting (on VisiFilter FLOW
OUT side) into the power source
Vacuum Port.
3. When using air pressure, and/or utilizing multiple air handpieces, PACE
recommends the use of the following set up procedure which utilizes
additional quick connect hose mount fittings. An assortment of quick
connect air fittings are supplied with each additional air handpiece.
a) Disconnect the 137cm (54 inch) length of air hose from the FLOW IN
side of the VisiFilter assembly. Insert the ribbed end of a male quick
connect hose mount fitting (P/N 1259-0087) into the free end of this air
hose.
b) Connect the free end of a 1 inch (2.5cm) length of air hose with an
installed female quick connect hose mount fitting (P/N 1259-0086) to
the FLOW IN side of the VisiFilter Assembly.
c) The 137cm (54 inch) length of air hose can now be easily moved
between the VisiFilter Assembly and the Controllable Pressure Port.
The VisiFilter assembly remains connected to the Vacuum Port.
4. Additional fittings may also be added to the hose connection at the rear of
each air handpiece to ease changing of handpieces.
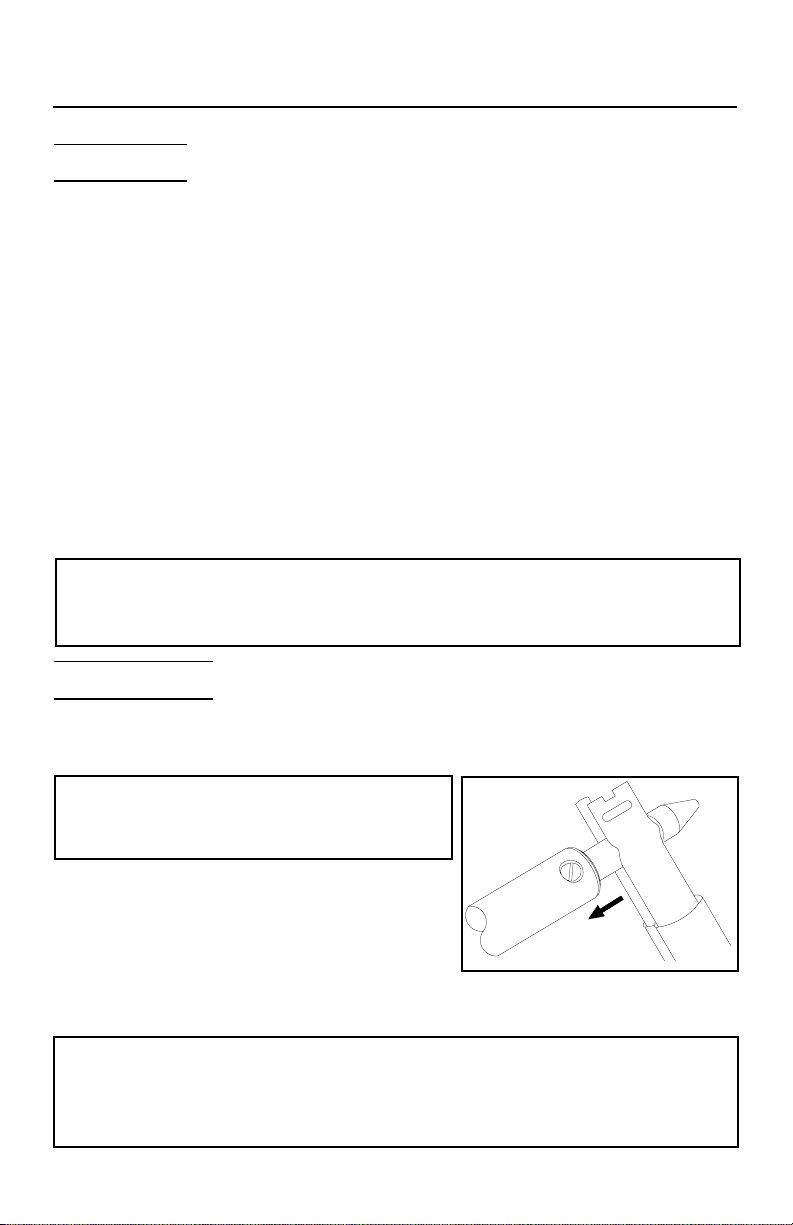
NOTE
When removing any air hose, turn and pull. Do not attempt to pull hose directly off.
Damage to or breakage of fitting or VisiFilter may occur. Use your SX-80 Sodr-X-
Tractor with a clean VisiFilter element. Otherwise a deterioration in performance or
damage to the unit may occur.