4
Document No : CMM.0500.105 Rev :1
Version : 22.032
Section 2: INSTALLATION
Section 2.1 Disassembly of Horizontal Hinge Closure, not Installed
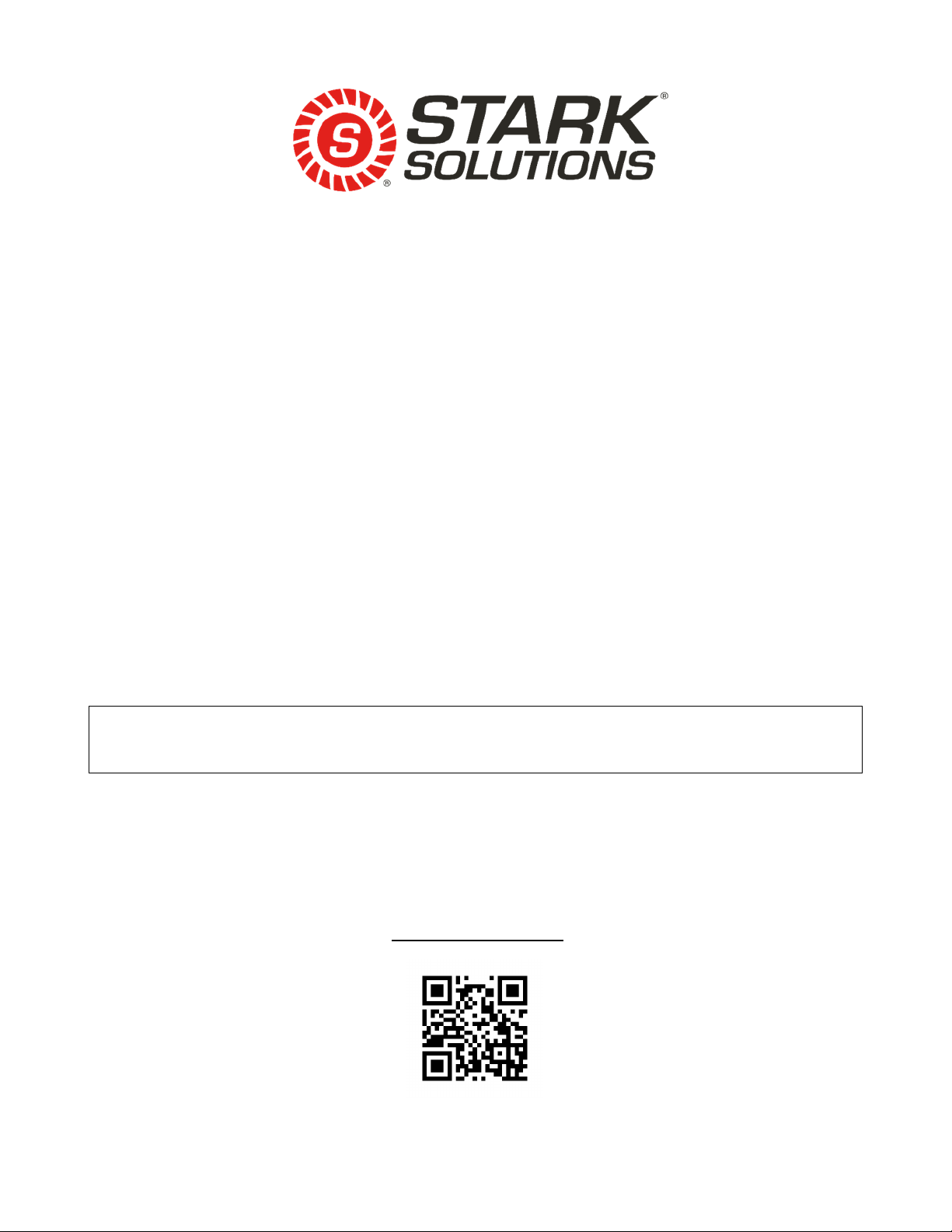
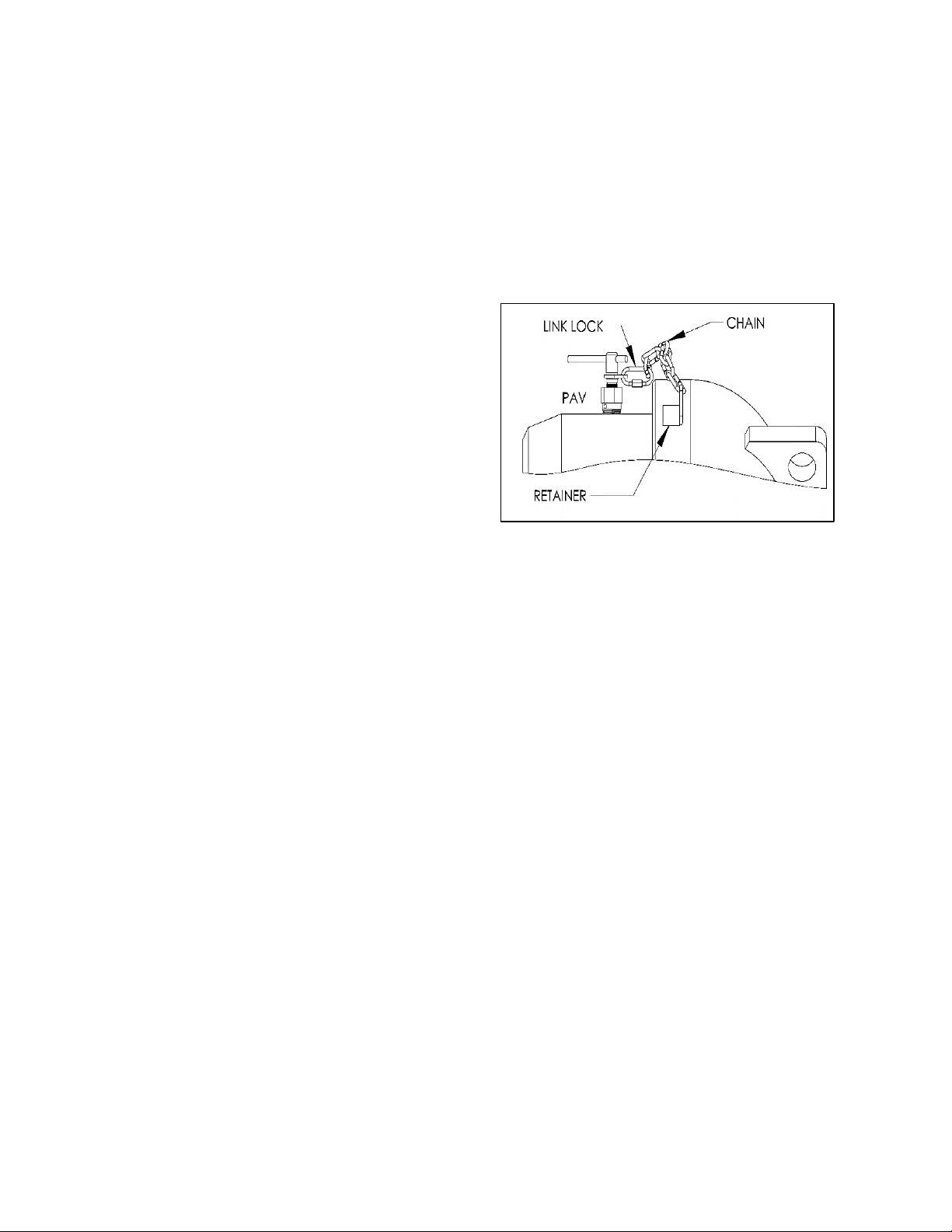
A. If a Pressure Alert Valve (PAV) is present, remove the
stem and screw it into the retainer on the cap. The
PAV is standard on all closures 6” and larger;
optional on sizes 2”, 3”, and 4”.
On closures 14” and under, unscrew the cap from
the hub and lift the attached hinge components
from the hinge base. A cotter pin may need to be
removed from the hinge arm to accomplish this on
some sizes.
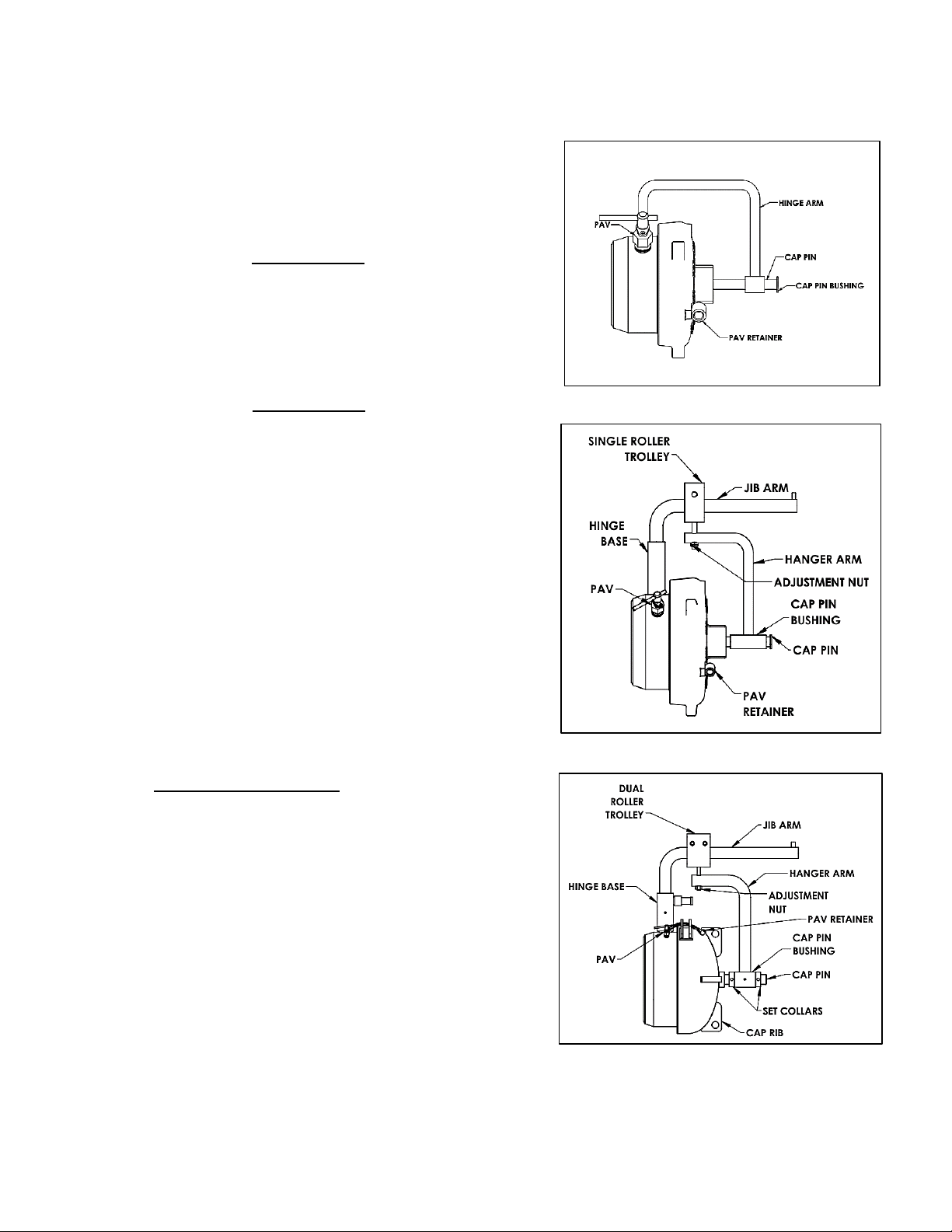
B. On closures 16” and larger, remove the outer set
collar from the cap pin and remove the hanger arm
from the cap pin. Leave the inner set collar in place,
this will retain the cap balance location set by the
manufacturer. On 30” SERIES 600 and larger
closures the cap pin bushing has roller bearings
inside. Make sure the cap pin is free of all burrs to
ease removal of the inner bearing race. Store
bearings with care and keep them protected from
dust, grit, and other contaminants.
NOTE: A burr may be left behind by the set screw in the
collar. Using a file or emery cloth, remove the burr prior
to removal of the hanger arm and/or related
components.
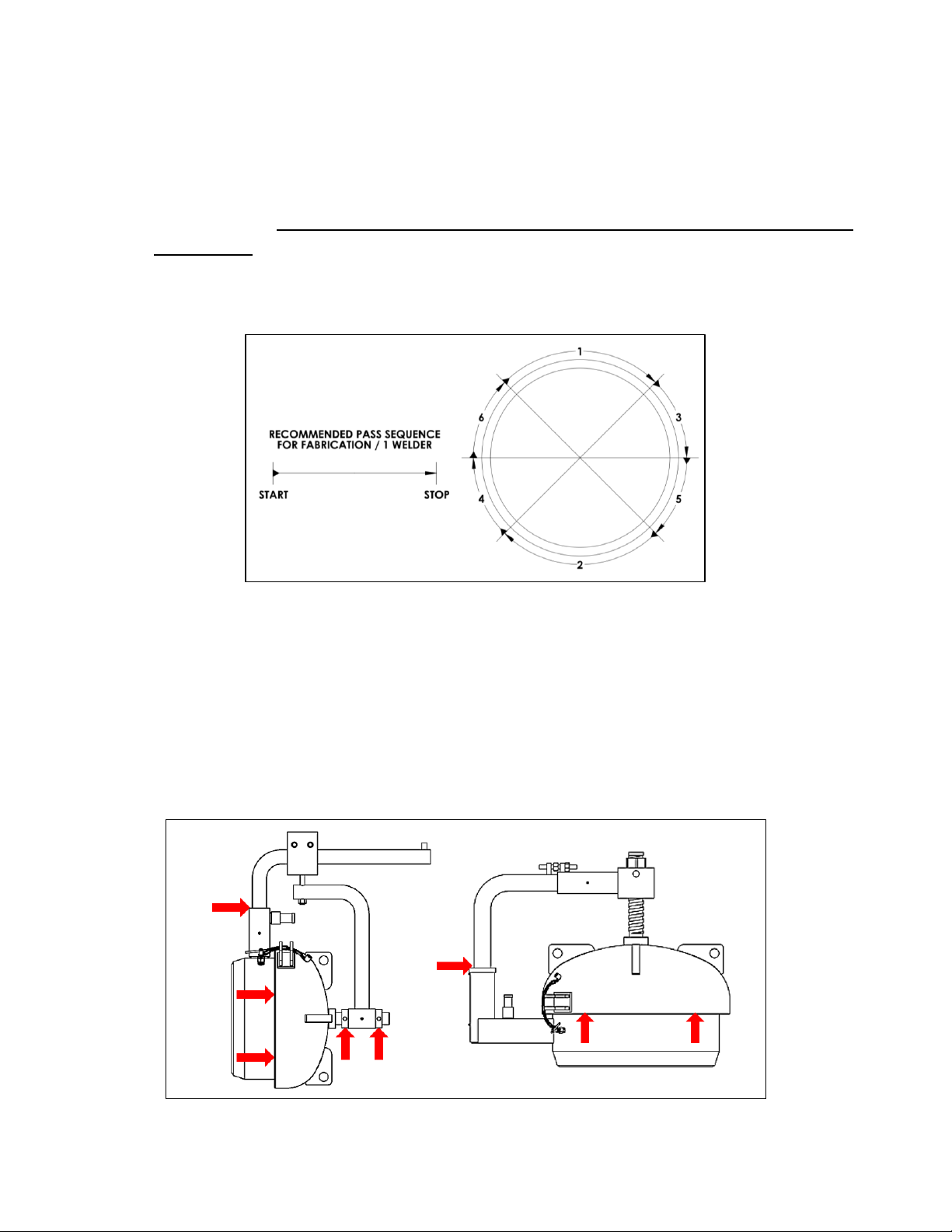
D. 16” and larger closure are equipped with a dual
roller or wheel trolley. Measure the distance from
the bottom of the jib arm to the top of the hanger
arm or put a reference mark on the adjustment bolt
above the hanger arm. Remove the nut, V-block on
24” SERIES 600 and larger, and hanger arm from the
closure. Do not remove the trolley from the jib arm.
E. Remove the jib arm from the hinge base. The jib
assembly of 24” SERIES 600 and larger closures are
equipped with a brass bushing and tapered roller
(Figure 2) 2” to 4” Closure (hinged)
(Figure 3) 6” to 14” Closure
(Figure 4) 16” to 24” SERIES 300