-15-
-14-
DE – KWJ900P
Vielen Dank, dass Sie sich für dieses Produkt von
Trend entschieden haben. Bitte beachten Sie diese
Bedienungsanleitung. Nur so wird eine dauerhafte
Leistung sichergestellt.
TECHNISCHE DATEN
KWJ900P
Schablonendicke 12mm
Fräser große 12.7mm
Werkstückdicke
max.
45mm
Breite der
Arbeitsplatte
200mm-700mm
Größe der
Führungsbuchse
30mm
Gewicht 5.4kg
In diesem Handbuch werden die folgenden Symbole
verwendet:
Informationen hierzu finden Sie in der
Bedienungsanleitung Ihres Elektrowerkzeugs
Bezeichnet die Gefahr von Personenschäden,
Lebensgefahr oder Beschädigung des Werkzeugs bei
Nichtbeachtung der Anweisungen in diesem Handbuch.
Dieses Gerät darf erst in Betrieb genommen werden,
wenn festgestellt wurde, dass das an dieses Gerät
anzuschließende Elektrowerkzeug der Richtlinie 2006/42
/ EG (gekennzeichnet durch die CE-Kennzeichnung am
Elektrowerkzeug) entspricht.
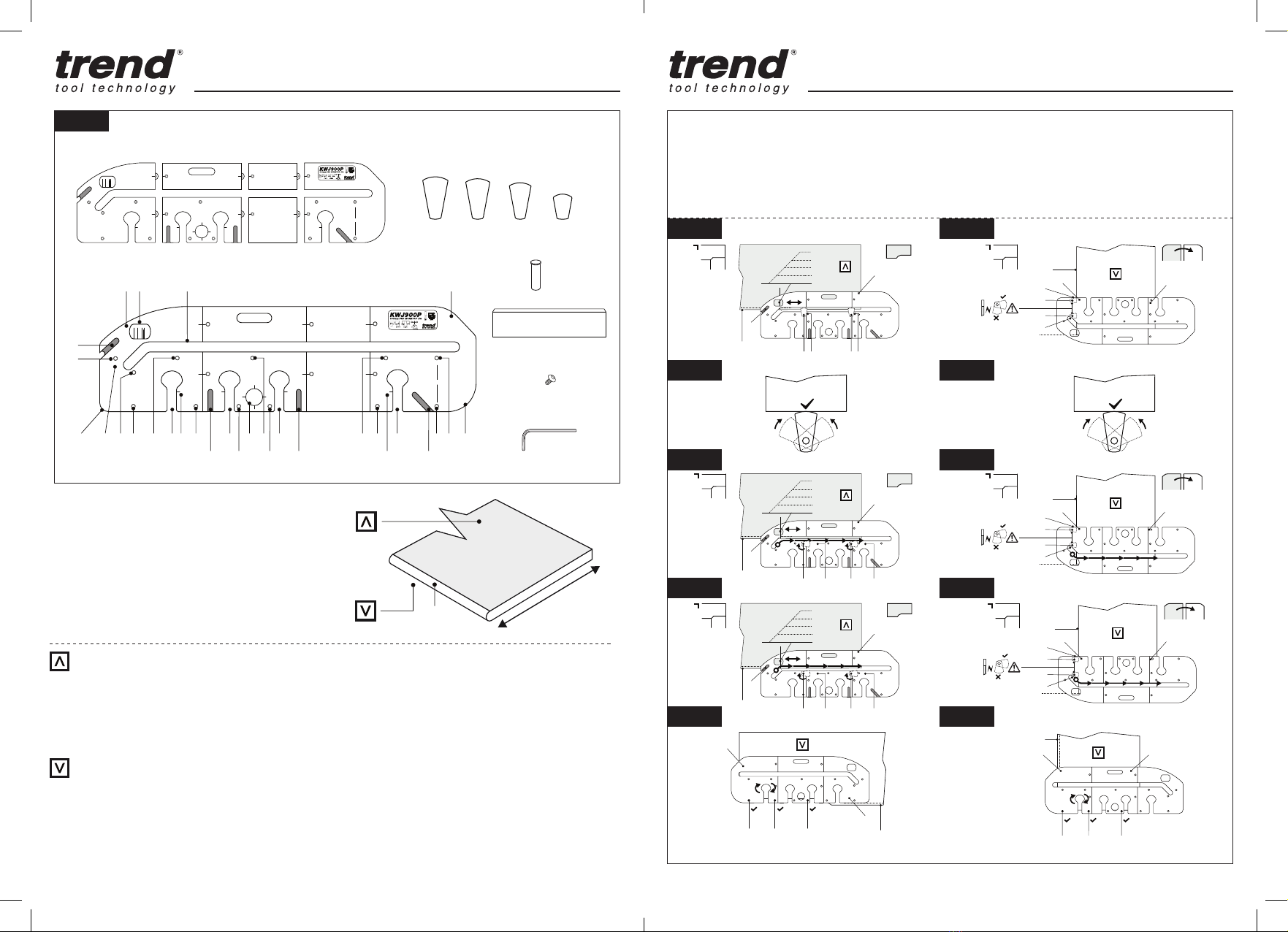
VERWENDUNGSZWECK
Diese Schablone ist für die Verwendung mit einer
Tauchfräse mit geeigneter Führungsbuchse und
Fräser zum Fräsen einer Küchenarbeitsplattenfuge in
laminierten Spanplatten vorgesehen.
SICHERHEIT
Bitte lesen und beachten Sie die sicherheitsrelevanten
Hinweise in dieser Anleitung sowie in der Anleitung Ihres
Elektrowerkzeugs.
BITTE BEWAHREN SIE DIESE
ANLEITUNG GUT AUF
Sicherheitsrelevante Hinweise
1. Trennen Sie das Elektrowerkzeug und Vorsatzgerät
von der Stromversorgung, wenn sie nicht in
Gebrauch sind, vor Instandhaltungsarbeiten,
wenn Sie Veränderungen vornehmen und wenn
Sie Zubehör wie Schneidwerkzeuge austauschen.
Stellen Sie sicher, dass der Schalter in der Position
Off/Aus ist und sich das Schneidwerkzeug nicht
mehr bewegt.
2. Lesen Sie die mit dem Elektrowerkzeug,
Vorsatzgerät und Schneidwerkzeug gelieferten
Bedienungsanleitungen sorgfältig durch.
3. Persönliche Schutzausrüstung (PSA) für Augen,
Ohren und Atemwege muss getragen werden.
Halten Sie Hände, Haare und Kleidung vom
Schneidwerkzeug fern.
4. Prüfen Sie das Schneidwerkzeug vor jedem
Gebrauch auf Beschädigungen und Schärfe.
Verwenden Sie niemals stumpfes, abgebrochenes
oder eingerissenes Schneidwerkzeug oder
Schneidwerkzeug, an dem eine Beschädigung
festgestellt oder vermutet wird.
5. Die maximale am Werkzeug oder in der Anleitung
markierte Drehzahl (nmax) darf nicht überschritten
werden. Der Drehzahlbereich ist soweit angegeben
einzuhalten.
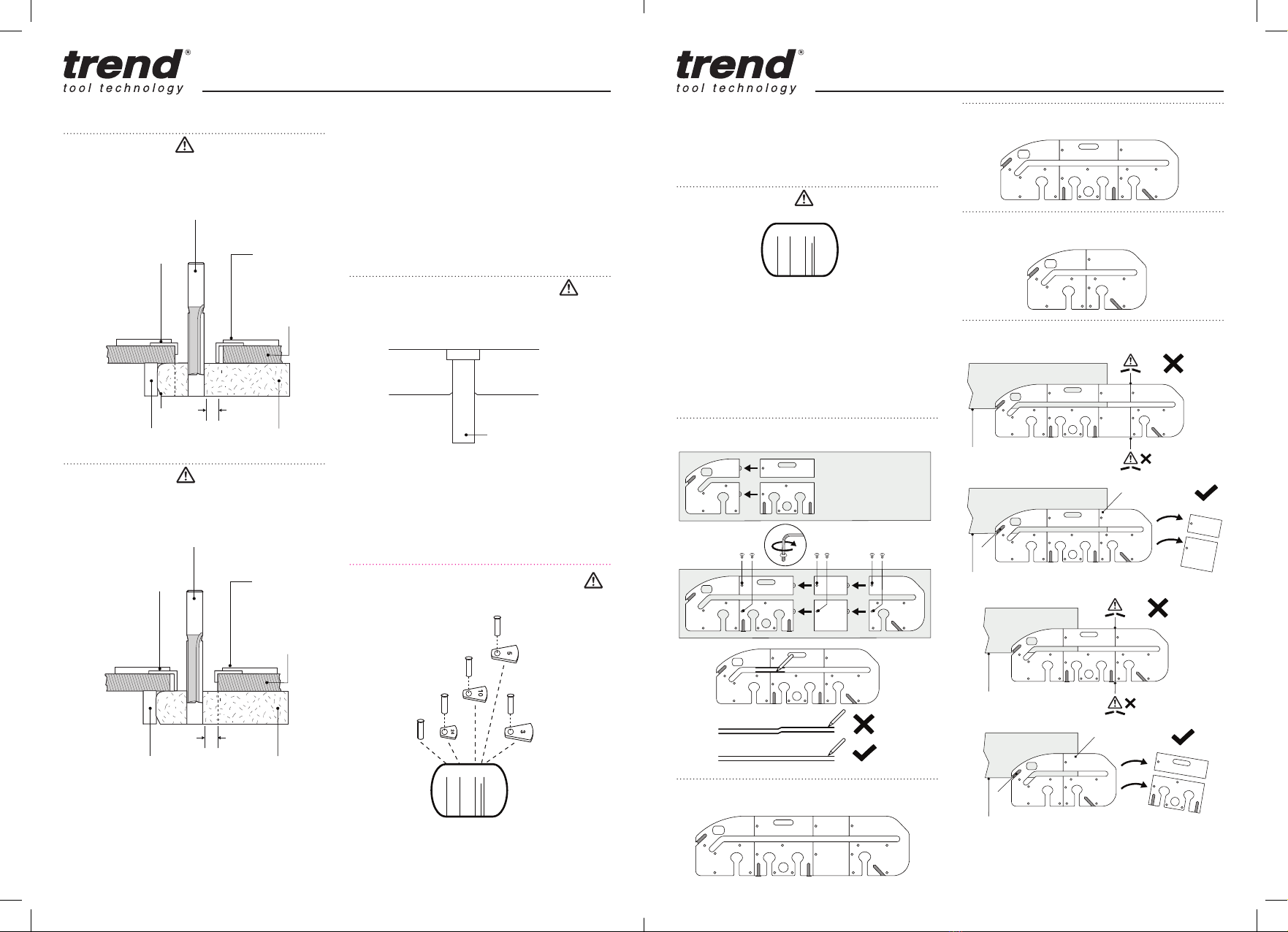
6. Schieben Sie den Schaft mindestens bis zur Linie
am Schaft in die Spannzange der Oberfräse.
Dadurch ist der Schaft zu mindestens ¾ in
der Spannzange. Stellen Sie sicher, dass die
Spannflächen sauber sind.
7. Prüfen Sie vor Gebrauch alle Befestigungsmuttern,
-bolzen und -schrauben am Elektrowerkzeug,
Vorsatzgerät und Schneidwerkzeug auf
korrekte Montage, festen Sitz und korrekte
Drehmomenteinstellung.
8. Stellen Sie sicher, dass alle Visiere, Schutzhauben
und die Staubabsaugung angebracht sind.
9. Im Gegenlauf-Fräsverfahren arbeiten
(Fräsrichtung gegenläufig zur Drehrichtung des
Schneidwerkzeugs).
10. Schalten Sie das Elektrowerkzeug nicht ein,
während das Schneidwerkzeug das Werkstück
berührt.
11. Führen Sie vor jedem Projekt Probeschnitte in
Ausschussmaterial durch.
12. Reparaturen am Werkzeug sind nur gemäß den
Anweisungen des Werkzeugherstellers zulässig.
13. Führen Sie tiefe Schnitte nicht in einem Durchgang
aus. Führen Sie stattdessen mehrere Durchgänge
mit geringer Schnitttiefe aus, um die auf das
Schneidwerkzeug wirkende seitliche Belastung zu
reduzieren.
TROUBLESHOOTING
Fault Cause Remedy
Joint does not fit correctly at the
radius.
Cutter or guide bush is the incorrect
diameter or location pins are not
against the worktop edge.
Check concentricity of cutter with
guide bush. Cutter 12.7mm diameter
with 30mm diameter guide bush.
Ensure location pins touch worktop.
When clamped together, the joint has
irregular gaps.
The guide bush has drifted away
from the edge of the template whilst
cutting either part of the joint, or
wood chips in particle board have
torn slightly.
Check with a straight edge which
part of the joint is uneven and re-cut
(this can only be done on the male
cut), ensuring that the guide bush
is kept against the template by
machining from left to right. Use
abrasive paper to remove torn wood
chips.
Chipped laminate. Can be caused by a blunt cutter or
removing too much material at one
pass or exiting out of postform edge.
Always use sharp cutters and when
cutting through the laminate cut
3-4mm of material. Maintain correct
feed direction to ensure cutter enters
postform edge.
Jig slipping on material. Clamps not secure or too deep a cut
being made or cutter is blunt.
Check clamps for wear. Clamp
securely, take shallow passes, use a
sharp cutter.
Cut joints not square. Router has tilted or operator has
leaned heavily on router causing jig
flex.
Ensure jig is supported and do not
push hard on router taking shallow
passes. Ensure weight of router is
on supported part of jig and that the
router is upright.
Assembled joint not flush or bowed. Worktop different thickness or
worktop not flat (cupped).
Ensure worktop is same thickness
and flat.