4
Zu Ihrer Sicherheit
Gefahrloses Arbeiten mit dem Gerät ist nur möglich,
wenn Sie die Bedienungsanleitung und die Sicher-
heitshinweise vollständig lesen und die darin enthal-
tenen Anweisungen strikt befolgen. Lassen Sie sich
vor dem ersten Gebrauch praktisch einweisen. Beach-
ten Sie die Unfallverhütungsvorschrift (UVV) BGV A2
und BGV D1*.
Beim Schweißen entsteht Funkenflug. Dadurch können
brennbare Materialien entzündet werden.
Vor Schweißbeginn Lösungsmittel, Entfettungsmittel und
andere brennbare Materialien aus dem Arbeitsbereich
entfernen. Nicht bewegliche brennbare Materialien
abdecken.
Schweißen Sie nur, wenn die Umgebungsluft keine
hohen Konzentrationen von Staub, Säuredämpfen,
Gasen oder entzündlichen Substanzen enthält. Beson-
dere Vorsicht ist geboten bei Reparaturarbeiten an
Rohrsystemen und Behältern, die brennbare Flüssigkei-
ten oder Gase beinhalten oder beinhaltet haben.
Gerät nicht dem Regen aussetzen, nicht abspritzen und
nicht dampfstrahlen. Das Gerät darf nicht feucht sein
und auch nicht in feuchter Umgebungsluft betrieben
werden.
Die Lichtbogenstrahlung beim Schweißen kann das
Auge verletzen. Schweißen Sie nie ohne Schweißschild
mit Schweißgläsern der entsprechenden Schutzstufe.
Warnen Sie Personen in ihrer Umgebung vor den Licht-
bogenstrahlen.
Beim Schweißen entstehende Gase sind gesundheits-
schädlich. Geeignete Absaugvorrichtung für Gase und
Schneiddämpfe verwenden.
Verwenden Sie ein Atemgerät, falls die Gefahr besteht,
Schweiß- oder Schneiddämpfe einzuatmen.
Wird bei der Arbeit das Netzkabel beschädigt oder
durchtrennt, Kabel nicht berühren sondern sofort den
Netzstecker ziehen. Gerät niemals mit beschädigtem
Kabel benutzen.
Plazieren Sie einen Feuerlöscher in ihrer Reichweite.
Führen Sie nach Beendigung der Schweißarbeiten eine
Brandkontrolle durch (siehe UVV).
Versuchen Sie niemals, den Druckminderer zu zerle-
gen. Explosionsgefahr! Defekten Druckminderer erset-
zen.
❏Benutzen Sie kein Gerät, dessen Gehäuse beschädigt ist.
❏Das Gerät darf nur angeschlossen werden an
– ein ordnungsgemäß geerdetes Stromnetz. Steckdose und Verlänge-
rungskabel müssen einen funktionsfähigen Schutzleiter haben.
– ein Stromaggregat mit ausreichender Leistung.
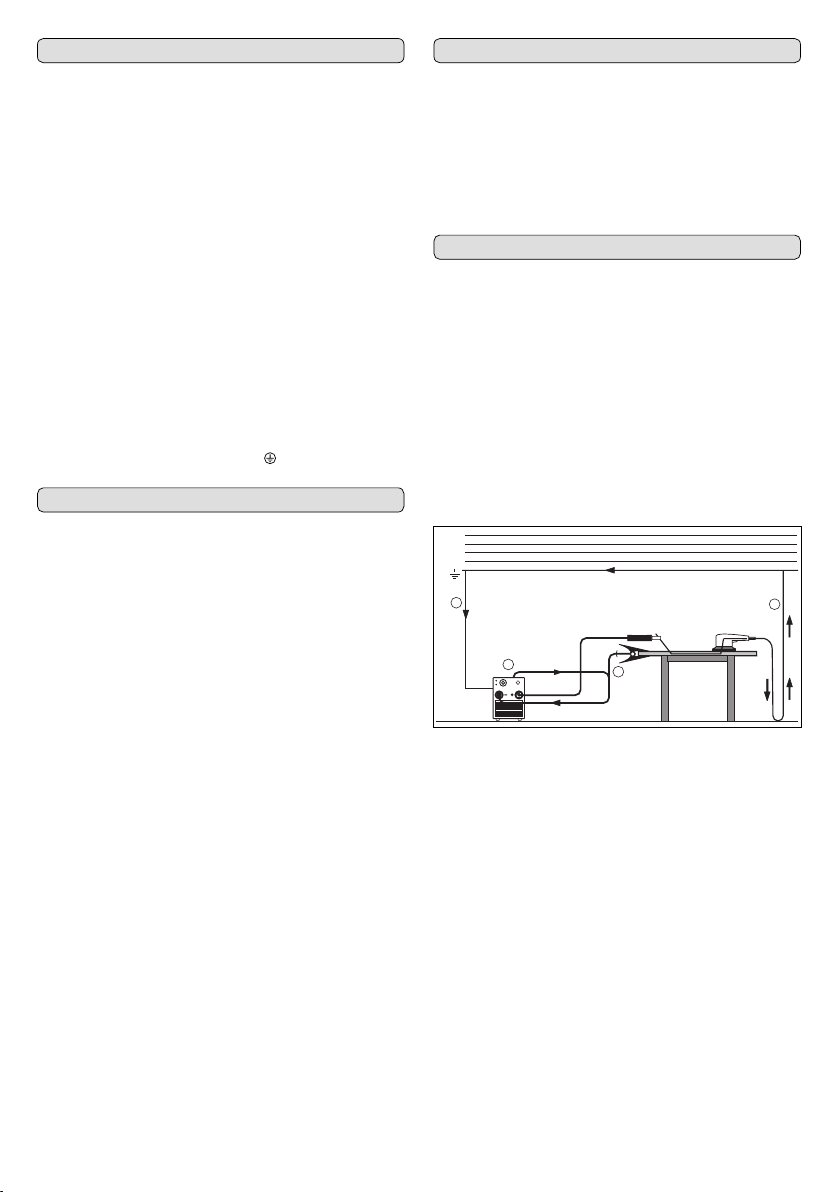
❏Auf guten und direkten Kontakt der Werkstückleitung in unmittelba-
rer Nähe der Schweißstelle achten. Den Schweißstrom nicht über
Ketten, Kugellager, Stahlseile, Schutzleiter etc. führen, da diese
dabei durchschmelzen können.
❏Sichern Sie sich und das Gerät bei Arbeiten an hochgelegenen bzw.
geneigten Arbeitsflächen.
❏Schutzkleidung, Lederhandschuhe und Lederschürze tragen.
❏Arbeitsplatz mit Vorhängen oder beweglichen Wänden abschir-
men.
❏Tauen Sie keine eingefrorenen Rohre oder Leitungen mit Hilfe eines
Schweißgerätes auf.
❏In geschlossenen Behältern, unter beengten Einsatzbedingungen
und bei erhöhter elektrischer Gefährdung dürfen nur Geräte mit
- Zeichen verwendet werden.
❏Schalten Sie das Gerät aus, bevor Sie den Netzstecker ziehen und
wenn Sie Arbeitspausen einlegen.
❏WIG-Schweißen: Gasflasche an einer Wandhalterung oder auf
einem Flaschenwagen mit der Sicherungskette gegen Umfallen
sichern. In Arbeitspausen und nach Abschluss der Schweißarbeiten
unbedingt Gasflaschenventil schließen.
❏Ziehen Sie den Netzstecker aus der Steckdose, bevor Sie den Auf-
stellungsort ändern oder Arbeiten am Gerät vornehmen.
❏Öffnen Sie das Gerät niemals kurz nach Gebrauch am Netz. Heiße
Bauteile und auf hohe Spannungen geladene Kondensatoren kön-
nen Sie gefährden.
❏Stecken Sie keine Gegenstände durch das Lüftungsgitter. Sie
könnten dabei einen tödlichen Stromschlag bekommen.
❏Zur Kennzeichnung des Gerätes nicht in das Gehäuse bohren oder
Nieten anbringen. Verwenden Sie Klebeschilder.
❏Nur Original Würth-Zubehör verwenden.
*) zu beziehen bei Carl Heymanns-Verlag, Luxemburger Str. 449, 50939 Köln.
Bitte beachten Sie die für Ihr Land gültigen Unfallverhütungsvorschriften.
D
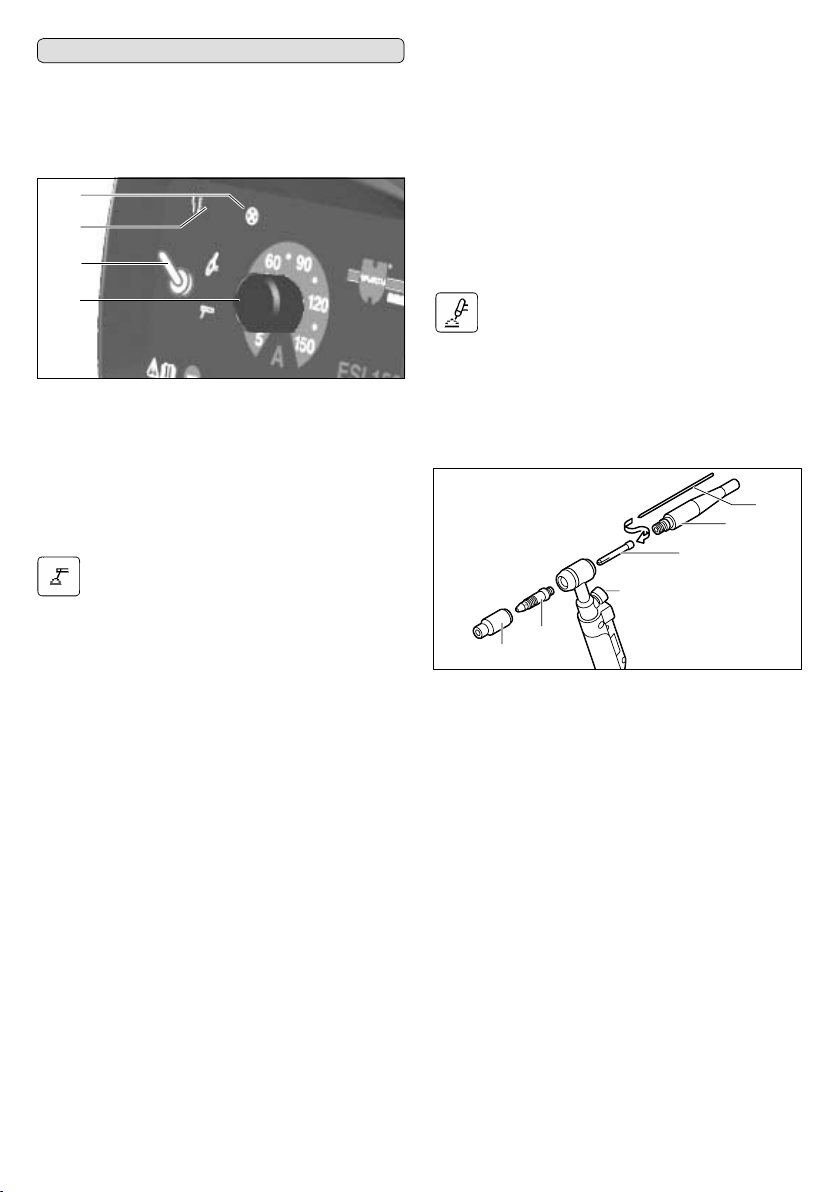
Geräteelemente
1
Gehäuse
2
Anzeigen/Bedienelemente
3
Anschlussbuchse Minuspol
4
Anschlussbuchse Pluspol
5
Luftauslass
6
Hauptschalter
7
Netzkabel
*Abgebildetes oder beschriebenes Zubehör gehört teilweise nicht zum Lieferumfang.
Bestimmungsgemäßer Gebrauch
Das Gerät ist bestimmt zum Schweißen bei gewerblichen als auch indus-
triellen Einsatzbedingungen.
Für Schäden bei nicht bestimmungsgemäßen Gebrauch haftet der Benut-
zer.
Geräteschutz
Das Gerät ist elektronisch vor Überlastung geschützt. Den Hauptschalter
jedoch nicht unter Last betätigen.
Das Gerät wird durch einen Lüfter gekühlt.
Achten Sie deshalb darauf, dass der Luftauslass
5
immer frei ist.
Stecken Sie keine Gegenstände durch die Lüftungsschlitze. Sie könnten
dadurch den Lüfter beschädigen.
Schweißen Sie niemals, wenn der Lüfter defekt ist, sondern lassen Sie das
Gerät reparieren.
Verwenden Sie keine stärkeren Sicherungen als die angegebene Absiche-
rung auf dem Typenschild des Gerätes.
Zum Transport das Gerät in waagrechter Position am Gurt tragen.
Einschaltdauer (ED)
Der Einschaltdauer (ED) wird ein Arbeitszyklus von 10 Minuten zugrunde
gelegt. ED 60 % bedeutet also eine Schweißdauer von 6 Minuten.