8
Product description
MIG/MAG 250 series Gas Shielded Inverter arc Welder used the Electric arc to fusion the welding
wire and the base metal and input the gas to protect the welding area to make sure the welding quality.
Due to melting gas shielded arc welding of the welding area protection is simple, convenient, easy for
observation, the torch is easy to operate, high production efficiency, easy for all position welding, easy
to realize mechanization and automation, thus increasingly widely used in practical production.
MIG/MAG 250 Machine used CO2 and Argon gas as the Shielding gases. With the welding wire
as pole, semi-automatic gas shielded arc welding It is quite popular in welding the materials like low-
carbon steel, alloy steel and stainless steel. Compared with normal hand welding the Gas Shielded
Welder has the advantage of energy saving, material saving, high efficiency, low cost and so on.
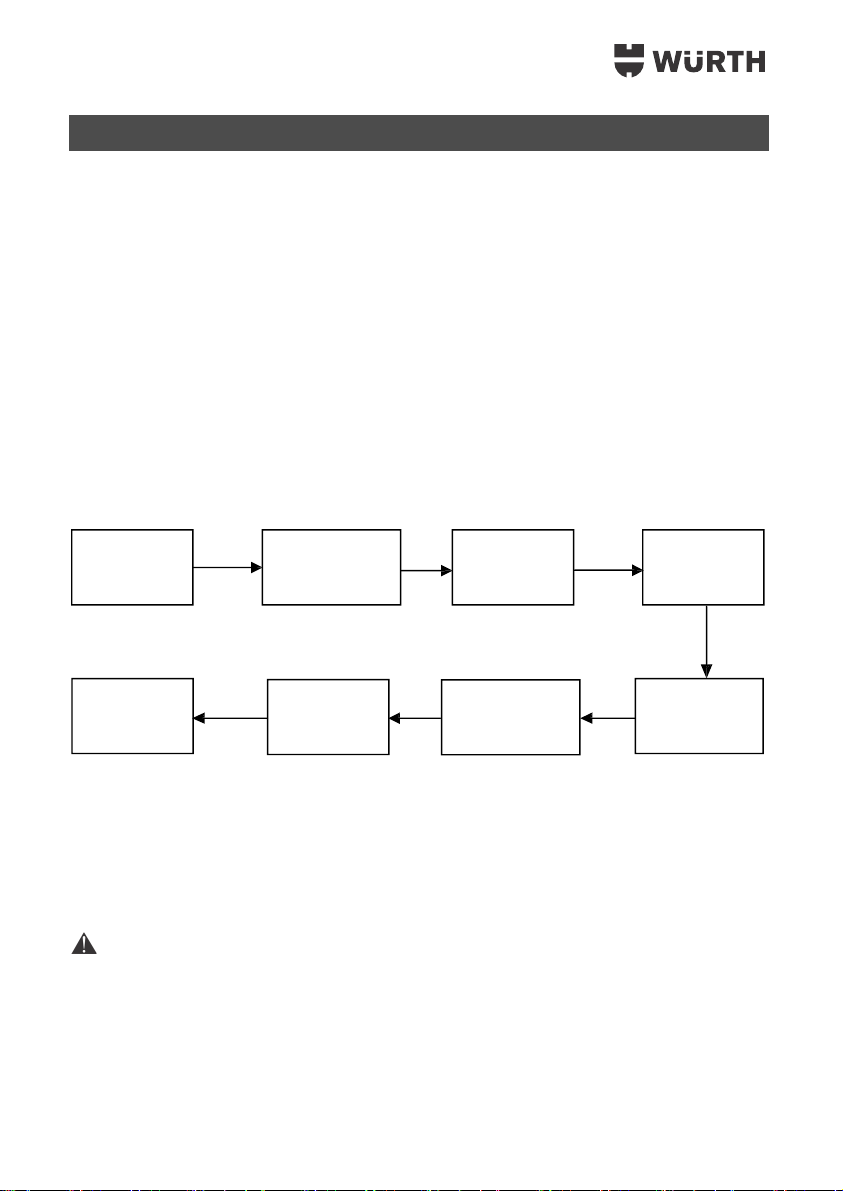
Using single tube IGBT inverter control technology, frequency more than 20 kHz, save electricity,
response quickly.
A closed-loop feedback control, stable output voltage, strong ability to resist power grid voltage
fluctuation (15%).
Can continuous adjustable welding voltage, and the welding current to achieve precise matching,
good welding characteristics.
Dynamic characteristic of welding control circuit, stable welding arc, less spatter and weld moulding
beauty, weld efficiency is high. Suitable for different welding requirements.
Have 2T/4T function, Suitable for different welding requirements.
With welding droplet clearing function.
Can use CO2 and Mixed gas for welding.
Apply to ф 0.8 - ф 1.2 wire welding.
With MMA function.
Under the CO2 with Voltage preset function, under the MMA with current preset function.
With overheating, overcurrnet and short circuit function.
Safety Operation
Operator’s Self Protection
Please always follow the rules that conform to safety and hygiene. Wear protective garments to
avoid injuries to eyes and skins.
Use the welding helmet to cover your head while working with the welding machine. Only by viewing
through the filter lens on the welding helmet can you watch your operation.
Under no circumstance can you allow any part of your body to touch the welder’s output bipolarity
(the handle of electrode holder and work piece).
Attention
MIG/MAG 250 series Gas Shielded Inverter Arc Welder is electronic products whose spare parts
are very tender, do not change or adjust with a rush otherwise the switch will be damaged.
Check the connection to see if it is well connected, whether the earth (ground) connection is reliable,
etc.
Fumes and gases produced when welding are hazardous to health. Make sure to work in places
where there are exhaust or ventilation facilities to keep fumes or emissions away from the breathing
zone.