Abisolier- und Crimpautomat
/ Stripping and crimping machine CA100 / 2.5
B-W20611-006.doc / Dez-15
3
Inhaltsverzeichnis
1. Sicherheitshinweise ................................. 4
1.1
Allgemein ..................................................... 4
1.2
Bestimmungsgemäße Verwendung ............ 4
1.3
Ausbildung des Personals ........................... 5
1.4
Spezielle Betreiberpflichten ......................... 5
1.5
Gebrauchsgefahren ..................................... 5
2. Transport ................................................. 5
3. Technische Daten .................................... 5
4. Werkzeugliste .......................................... 6
5. Maschinenübersicht ................................. 7
6. Bedienungsanleitung ............................... 8
6.1
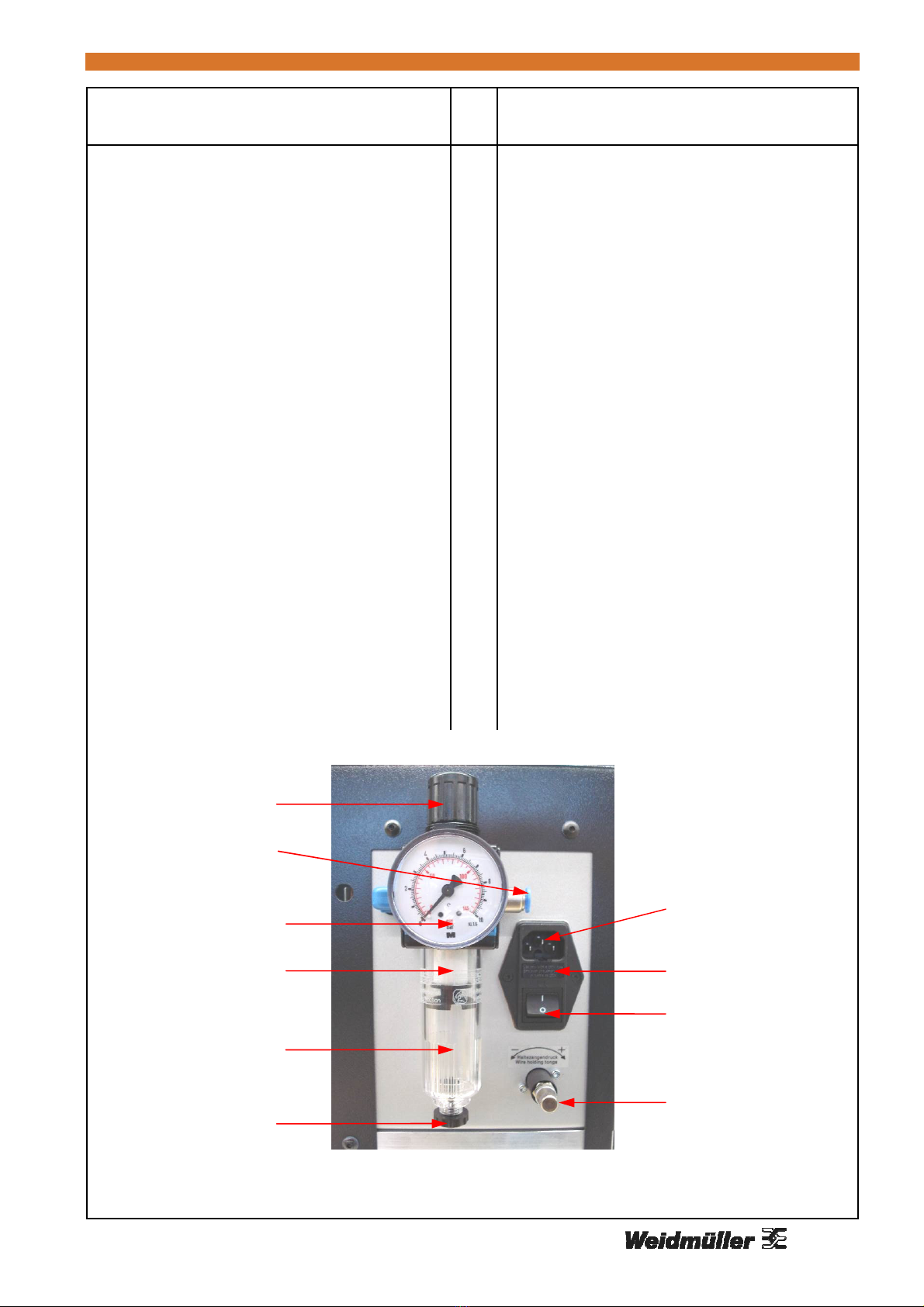
Inbetriebnahme ............................................ 8
6.2
Maschine einschalten .................................. 8
6.3
Maschine ausschalten ................................. 8
6.4
Menüs .......................................................... 9
6.5
Startvoraussetzungen ............................... 11
6.6
Drahteinführung ......................................... 11
7. Werkzeuge ............................................ 12
7.1
Hülsenzuführung ....................................... 12
7.2
Drahtfixierung ............................................ 13
7.3
Exzenter .................................................... 13
7.4
Auslösevorrichtung .................................... 15
7.5
Abisoliermesser ......................................... 16
7.6
Hülsenhaltebacken .................................... 16
7.7
Hülsenaufnahme ....................................... 17
7.8
rimpwerkzeug .......................................... 17
7.9
Werkzeugeinheit ........................................ 18
8. Wartung ................................................. 19
8.1
Wartungshinweise ..................................... 19
8.2
Tägliche Wartung ...................................... 19
8.3
Wöchentliche Wartung .............................. 19
8.4
Halbjährliche Wartung ............................... 24
8.5
Bei Bedarf .................................................. 25
9. Störungsbeseitigung .............................. 26
9.1
Maschine startet nicht ............................... 26
9.2
Erhöhter Ausschuss .................................. 26
9.3
Fehlermeldungen....................................... 26
10. Pneumatik-Anschlussplan ..................... 29
11. Elektro-Anschlussplan ........................... 30
12. Konformitätserklärung............................ 31
13. Datensicherung ..................................... 32
Table of contents
1. Safety instructions .................................... 4
1.1
General ........................................................ 4
1.2
Intended Use ................................................ 4
1.3
Training of personnel ................................... 5
1.4
Special obligations of the person in charge .... 5
1.5
Using risks ................................................... 5
2. Transport ................................................. 5
3. Technical specifications ........................... 5
4. List of the tools ......................................... 6
5. General view of the machine .................... 7
6. Operating instructions .............................. 8
6.1
Putting into operation ................................... 8
6.2
Starting the machine .................................... 8
6.3
Switch off the machine ................................. 8
6.4
Menus .......................................................... 9
6.5
Starting conditions ..................................... 11
6.6
Wire feeding ............................................... 11
7. Tools ...................................................... 12
7.1
Ferrule feeding ........................................... 12
7.2
Wire holder ................................................. 13
7.3
Eccentric .................................................... 13
7.4
Starting unit ................................................ 15
7.5
Stripping blades ......................................... 16
7.6
Ferrule holders ........................................... 16
7.7
Ferrule-adapter .......................................... 17
7.8
rimping tool .............................................. 17
7.9
Tool unit ..................................................... 18
8. Maintenance .......................................... 19
8.1
Maintenance instructions ........................... 19
8.2
Daily maintenance ..................................... 19
8.3
Weekly maintenance .................................. 19
8.4
Half-yearly maintenance ............................ 24
8.5
As needed .................................................. 25
9. Troubleshooting ..................................... 26
9.1
The machine does not start. ...................... 26
9.2
Increasing refuse ....................................... 26
9.3
Error messages .......................................... 26
10. Pneumatic diagram ................................ 29
11. Electric diagram ..................................... 30
12. Declaration of conformity........................ 31
13. Backup ................................................... 32