1. BRIEF INSTRUCTION
1.1 MCT series welding machine is the latest multi-purpose machine developed by our company. It
is suitable for all kinds of metal cutting machines, argon arc welding and manual arc welding. Its
biggest feature is that it can cut stainless steel, alloy steel, carbon steel, and other non-ferrous
metals with cutting function, or it can weld stainless steel and carbon steel products with DC
function. For example: for the welding of scooters, bicycles and other products.
1.2 MCT series welding machine is also based on our company's unique high-frequency inverter
technology, compared with the traditional machine, small size, light weight, high conversion
efficiency, energy saving; Compared with imported machine, cheaper, more adaptable to power
grid. To highlight the use of two inverter technology, the pure square wave output, so that the arc
stiffness is good, heat concentration, reverse cleaning ability, wide cleaning range, small current
is not easy to break the arc, etc., to ensure the excellent welder Welding characteristics.
1.3 The welding machine is also equipped with a foot pedal current regulating device, so that the
welder can free the hand to adjust the current with the foot; thus, the current can be quickly
heated when the welding is initial and the wire is added, and the current is reduced at the end of
the welding. Welding pattern formation; the use of the pedal helps to improve welding efficiency,
reduce welding difficulty and ensure welding quality.
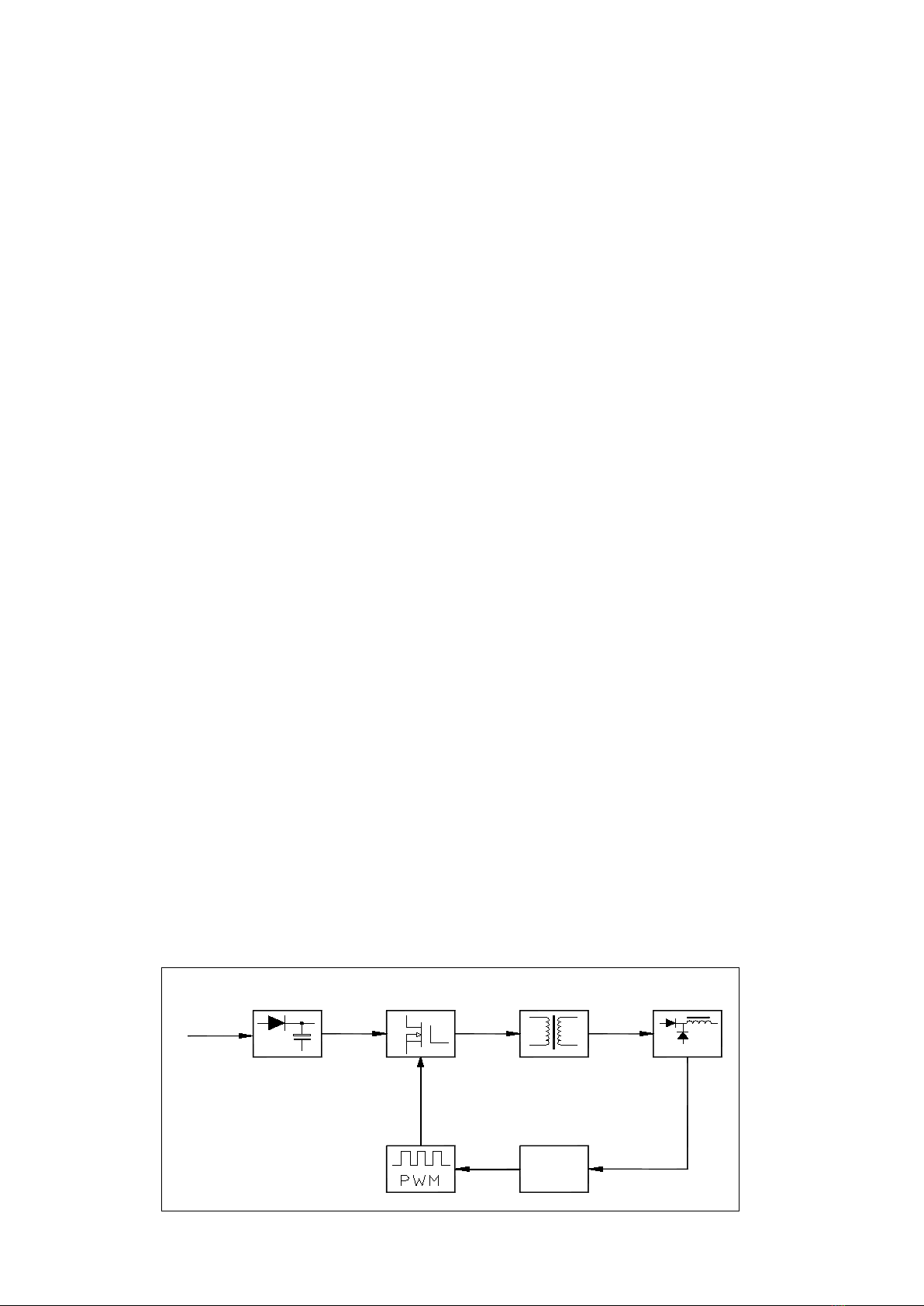
The inverter power supply firstly rectifies the 50 / 60Hz AC to DC, then converts the high-power
switching device (IGBT) into high-frequency voltage through pulse width modulation (PWM), and
then reduces the voltage to rectify, and then outputs the high-power DC power. The volume and
weight of welding machine are greatly reduced by taking inverter technology, and the efficiency
is increased by more than 35%. The features of this series of welding machines are: high
efficiency, energy saving, light weight, no electromagnetic noise, good dynamic characteristics,
stable arc and easy control of molten pool. It has high no-load voltage and good ability
compensation, which is widely used. It can weld stainless steel, alloy steel, carbon steel, copper
and other non-ferrous metals. The machine has four functions: MIG, TIG, CUT, MMA, very flexible
and convenient for all welding workers.
The machine is mainly used in industry. It will produce radio wave, so the worker should make
fully preparation for protection.
Block Diagram