9
5.1.2 Loading wire feeder
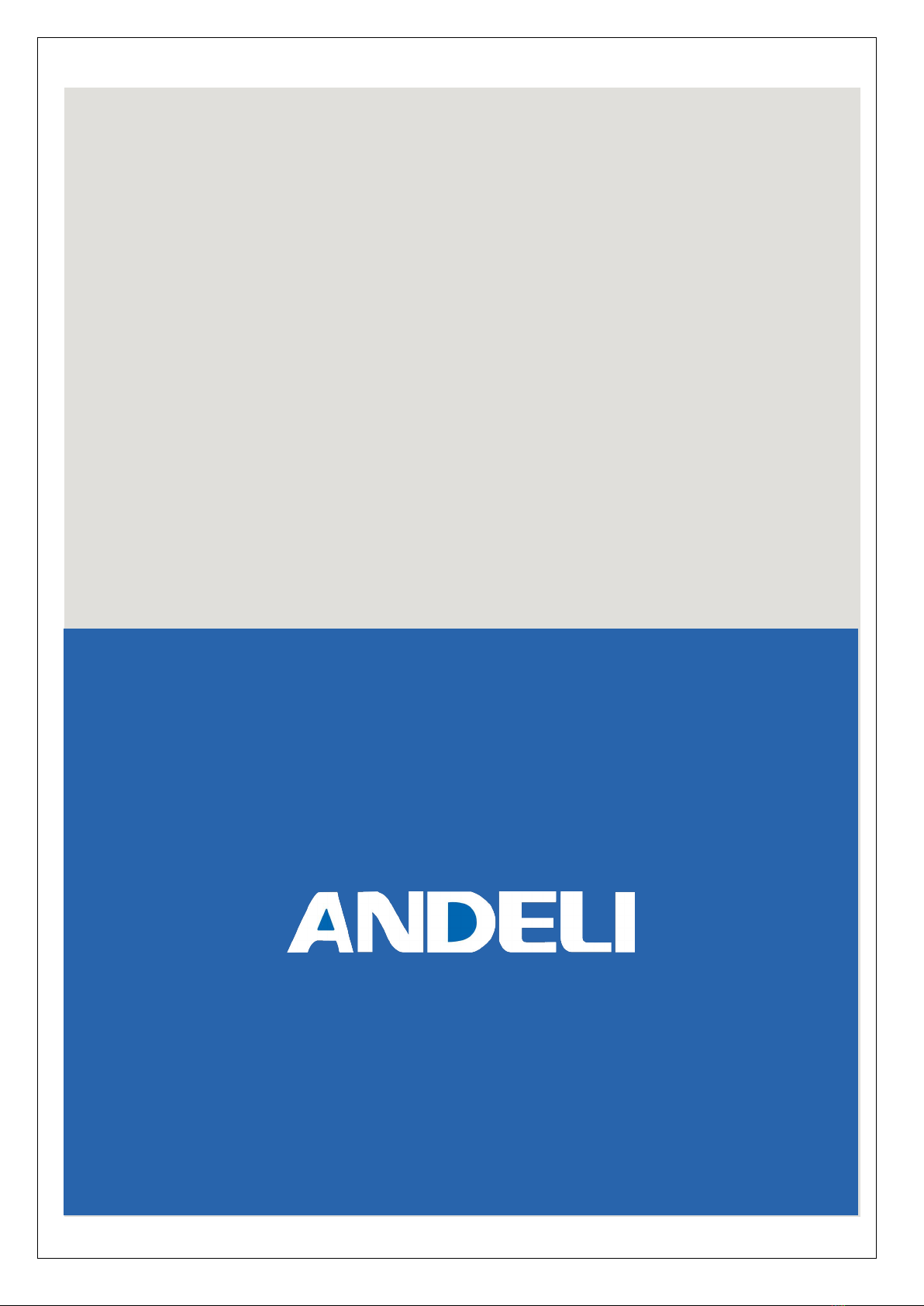
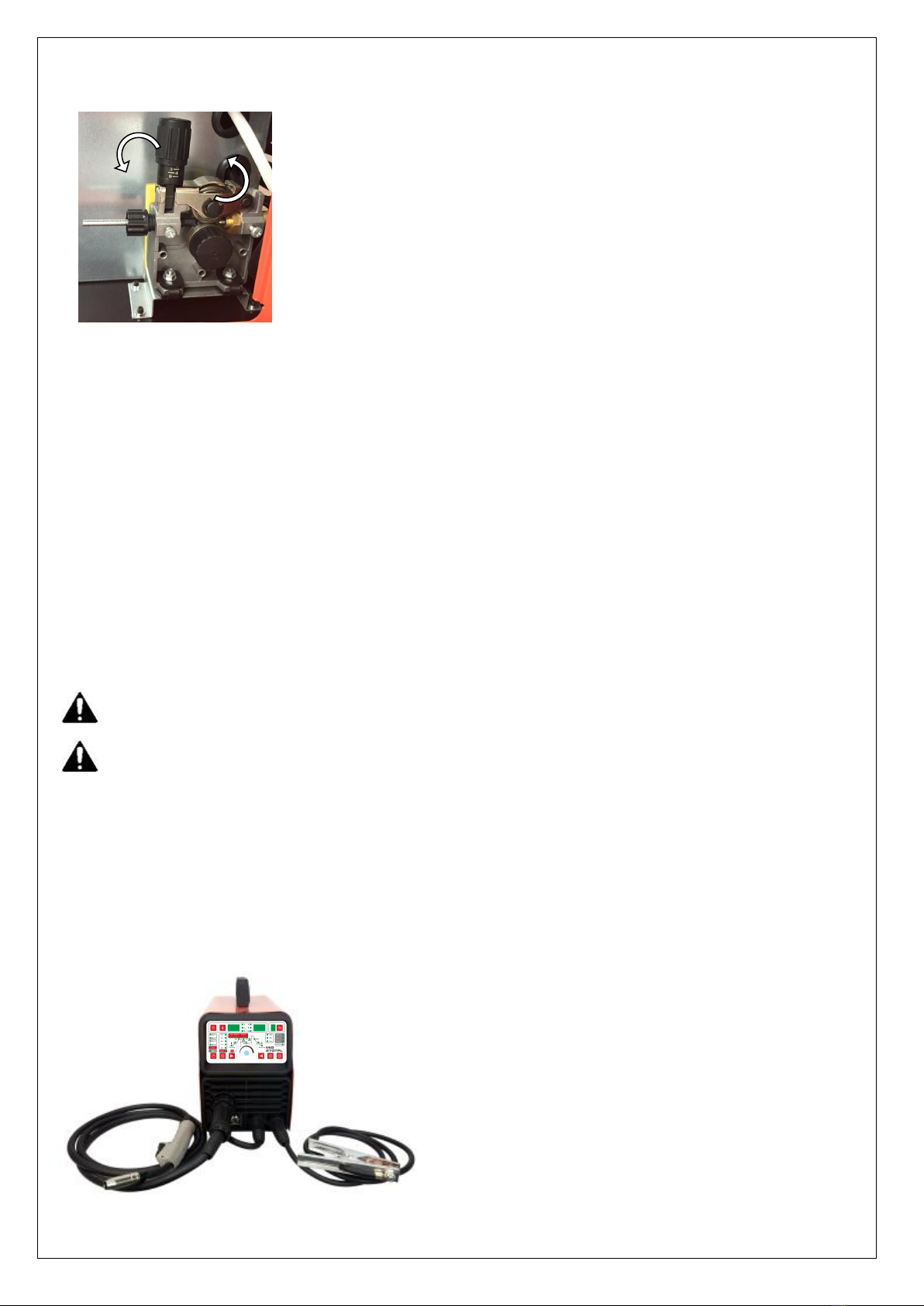
5.1.2.1 release the wire feeder tension arm(21) by pivoting the wire feed tension adjuster(20) as pictured below.
5.1.2.2 check the wire drive roller(23) groove matches the selected MIG wire type and size. The drive roller will have two
different sized grooves, the size of the groove in use is stamped on the side of the drive roller. For flux cored ‘soft’ wire,
such as that used in gasless MIG welding, the drive roller groove has a serrated profit. For solid ‘hard’ MIG wire, the roller
groove has a ‘v’ shaped profile.
5.1.2.3 the drive roller(23) is removed by threading the drive roller retainer(24) off in the anti-clockwise direction. Once
the correct drive roller profile is selected, re-fit the drive roller.
5.1.2.4 thread the MIG wire from the spool through the input guide tube(22), through the roller groove and into the
outlet guide tube.
5.1.2.5 Replace the tension arm (21) and the tension adjustment (20). Double check the wire has located correctly in
the drive roller groove.
5.1.2.6 Adjusting wire feed tension: this is accomplished by winding the knob on the wire tension adjustment arm (20).
Clockwise will increase tension, anti-clockwise will decrease tension. There is a numbered scale on the tensioner to
indicate the position. Ideal tension should be as little as possible, while maintaining a consistent wire feed with no drive
roller slippage. Check all other possible causes of slippage, such as; incorrect/ worn drive roller, worn/ damaged torch
consumables, blocked/ damaged torch feed liner, before increasing feed tension.
Warning! - Before changing the feed roller or wire spool, ensure that the mains power is switched off
Warning! - The use of excessive feed tension will cause rapid and premature wear of the drive roller, the support
bearing and the drive motor.
5.1.3 Setup for gasless MIG welding operation
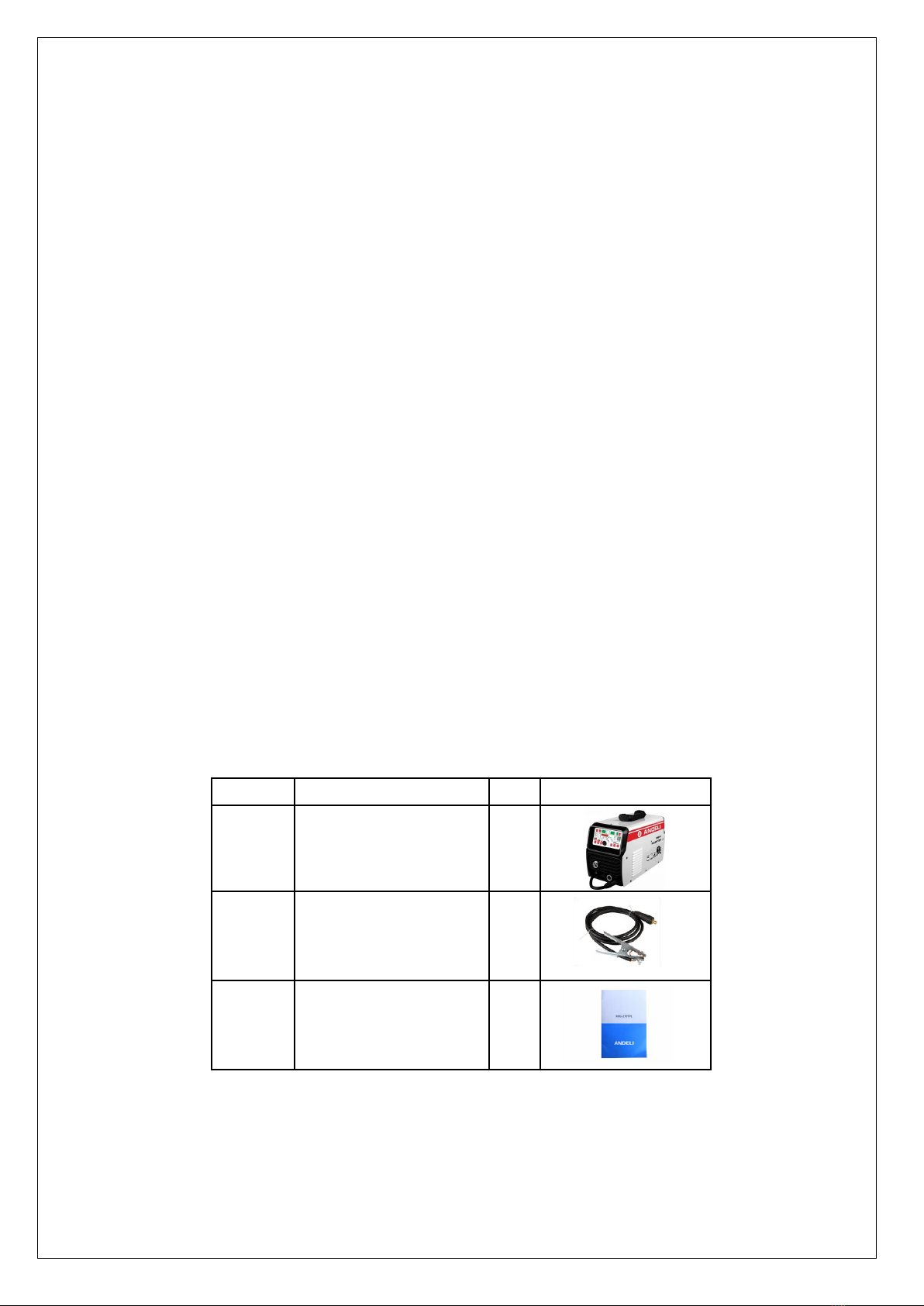
5.1.3.1 Connect the MIG Torch Euro Connector (28) to the torch socket on the front of the welder (11). Secure by firmly
hand tightening the threaded collar on the MIG Torch Euro Connector clockwise.
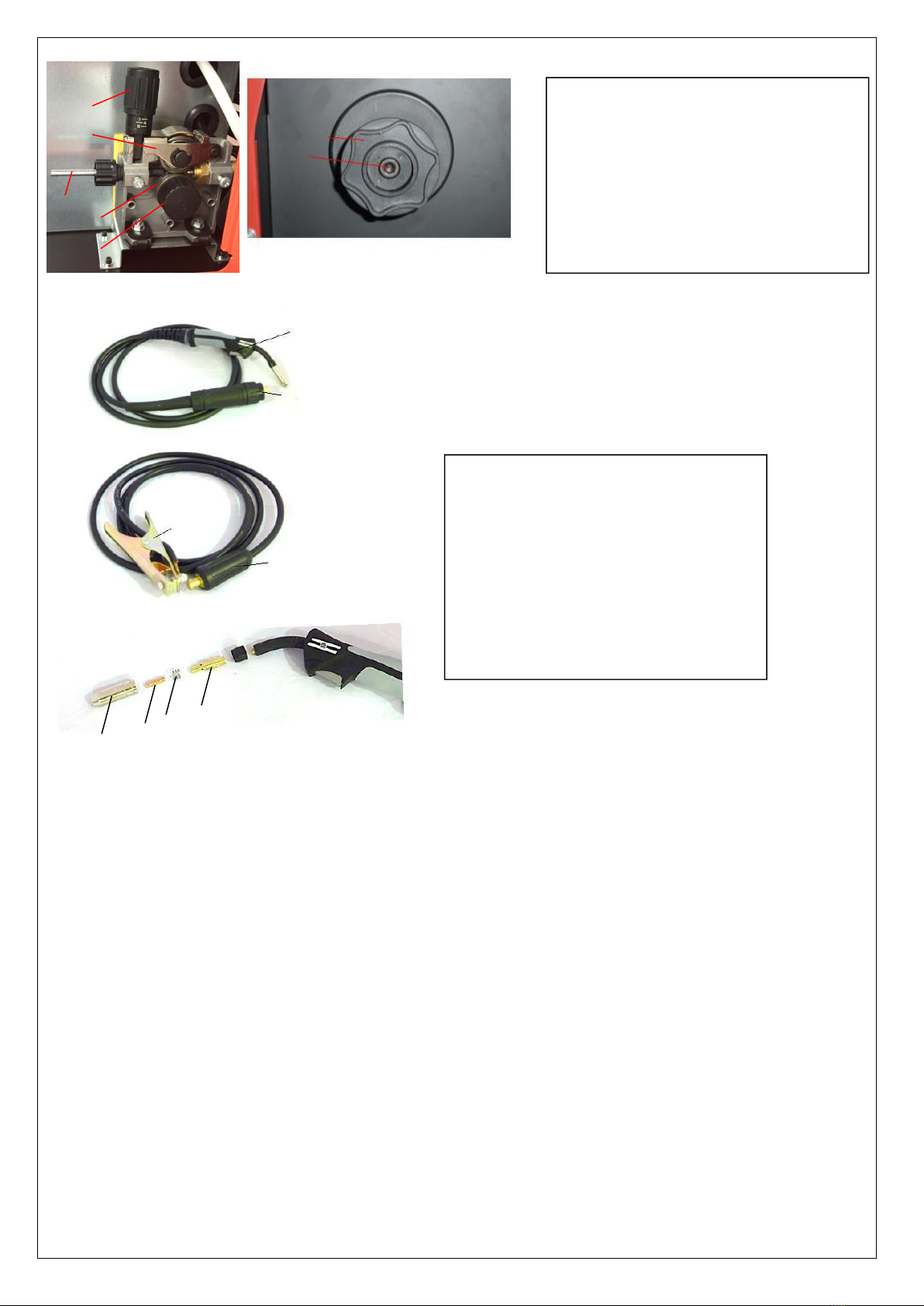
5.1.3.2 Check that the correct flux cored, gasless wire, matching drive roller (23) and welding tip (32) are fitted.
5.1.3.3 Connect Torch Connection Power Lead (14) to the negative (-) welding output terminal (13).
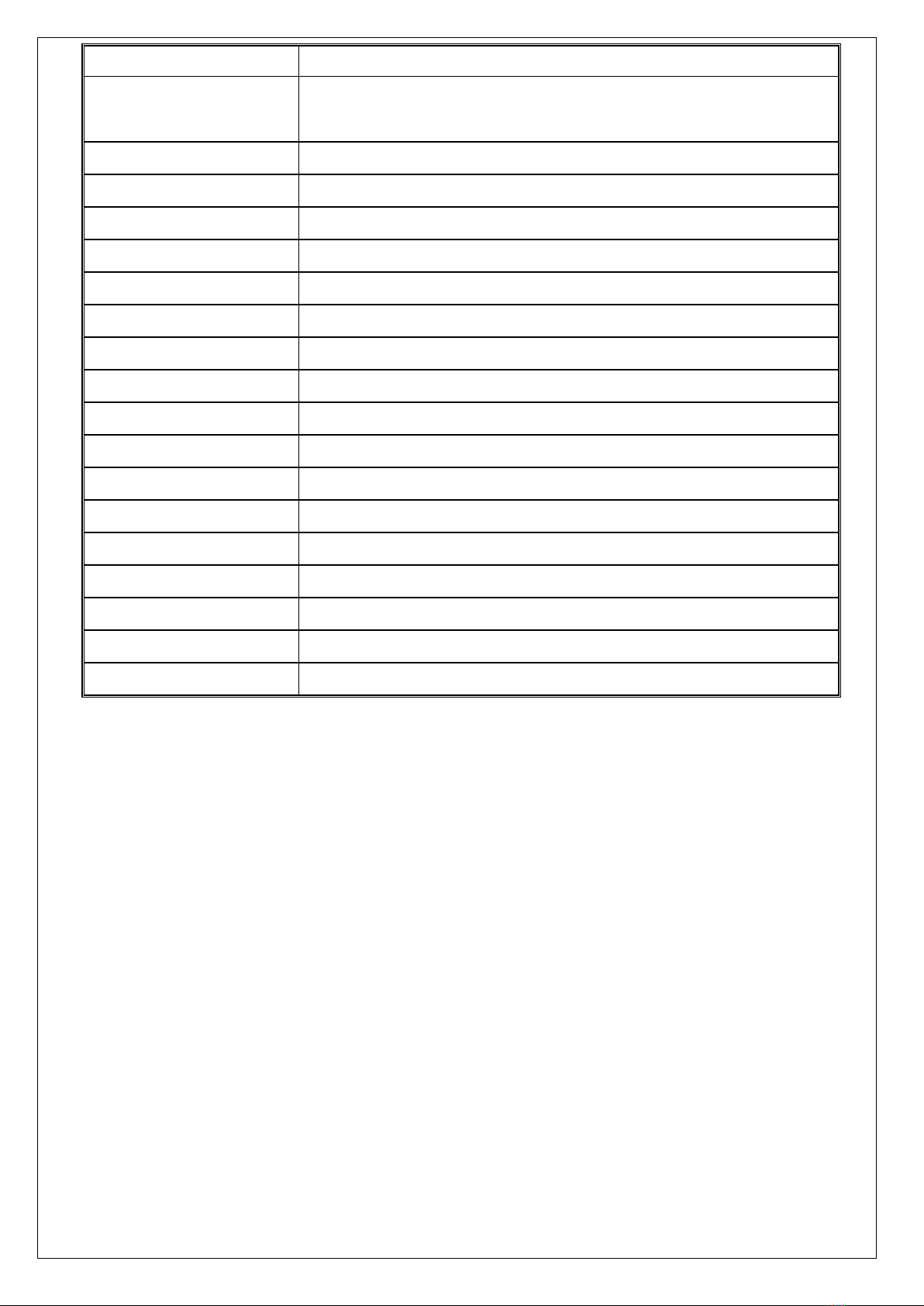
5.1.3.4 Connect Earth Lead Quick Connector (30) to the positive (+) output welding terminal (12). See picture below.
5.1.3.5 Connect Earth Clamp (29) to the work piece. Contact with workpiece must be strong contact with clean, bare