Manual, Tool Changer, QC‑313
Document #9620‑20‑B‑313 Series Base Tool Changer‑06
Pinnacle Park • 1031 Goodworth Drive •Apex, NC 27539 • Tel: 919.772.0115 • Fax: 919.772.8259 • www.ati‑ia.com • Email: info@ati‑ia.com
B-6
2. Installation
Mounting the Tool Changer requires the following, refer to Table 2.1.
WARNING: Do not perform maintenance or repair(s) on the Tool Changer or modules unless
the Tool is safely supported or placed in the tool stand, all energized circuits (e.g. electrical,
air, water, etc.) are turned off, pressurized connections are purged and power is discharged
from circuits in accordance with the customer specic safety practices and policies. Injury
or equipment damage can occur with the Tool not placed and energized circuits on. Place
the Tool in the tool stand, turn off and discharge all energized circuits, purge all pressurized
connections, and verify all circuits are de-energized before performing maintenance or
repair(s) on the Tool Changer or modules.
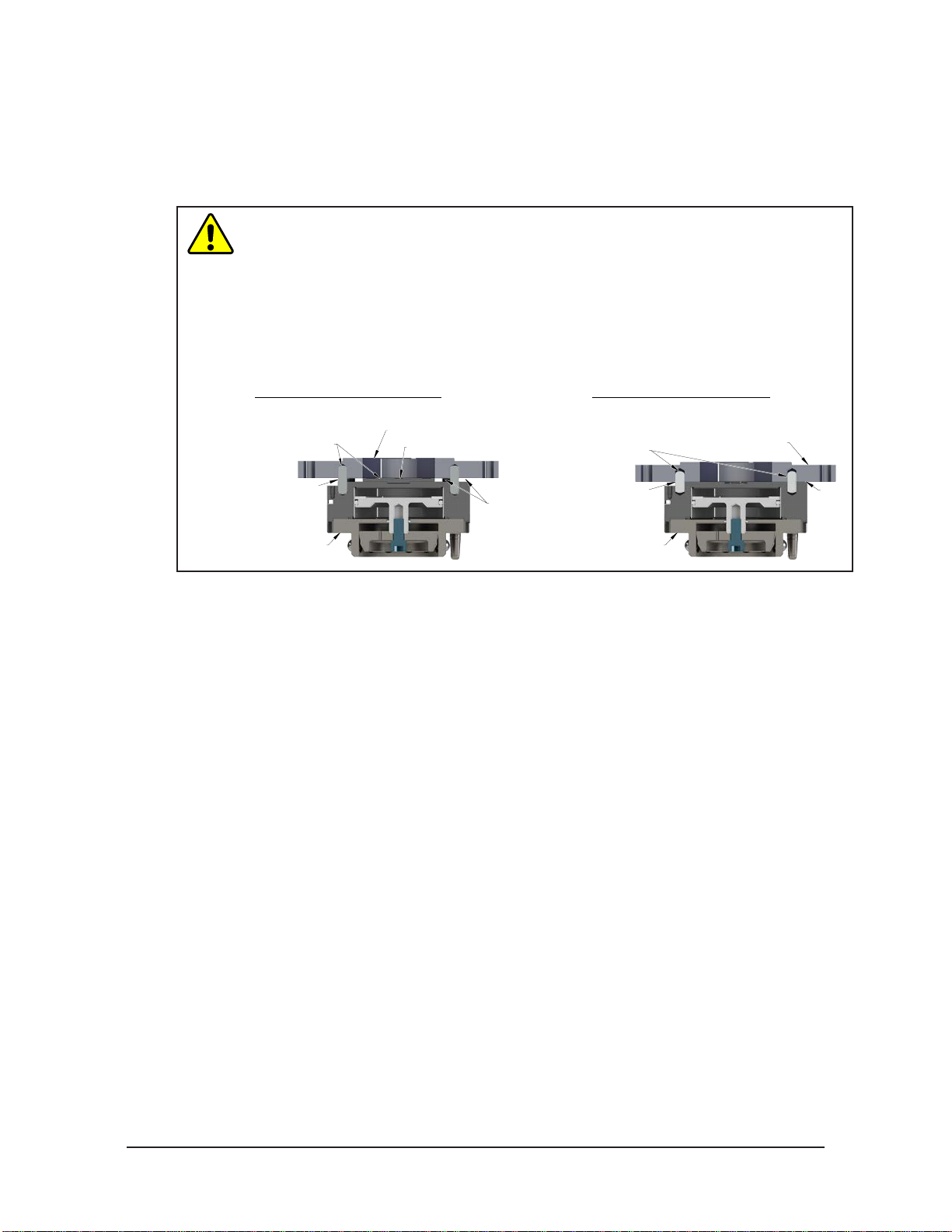
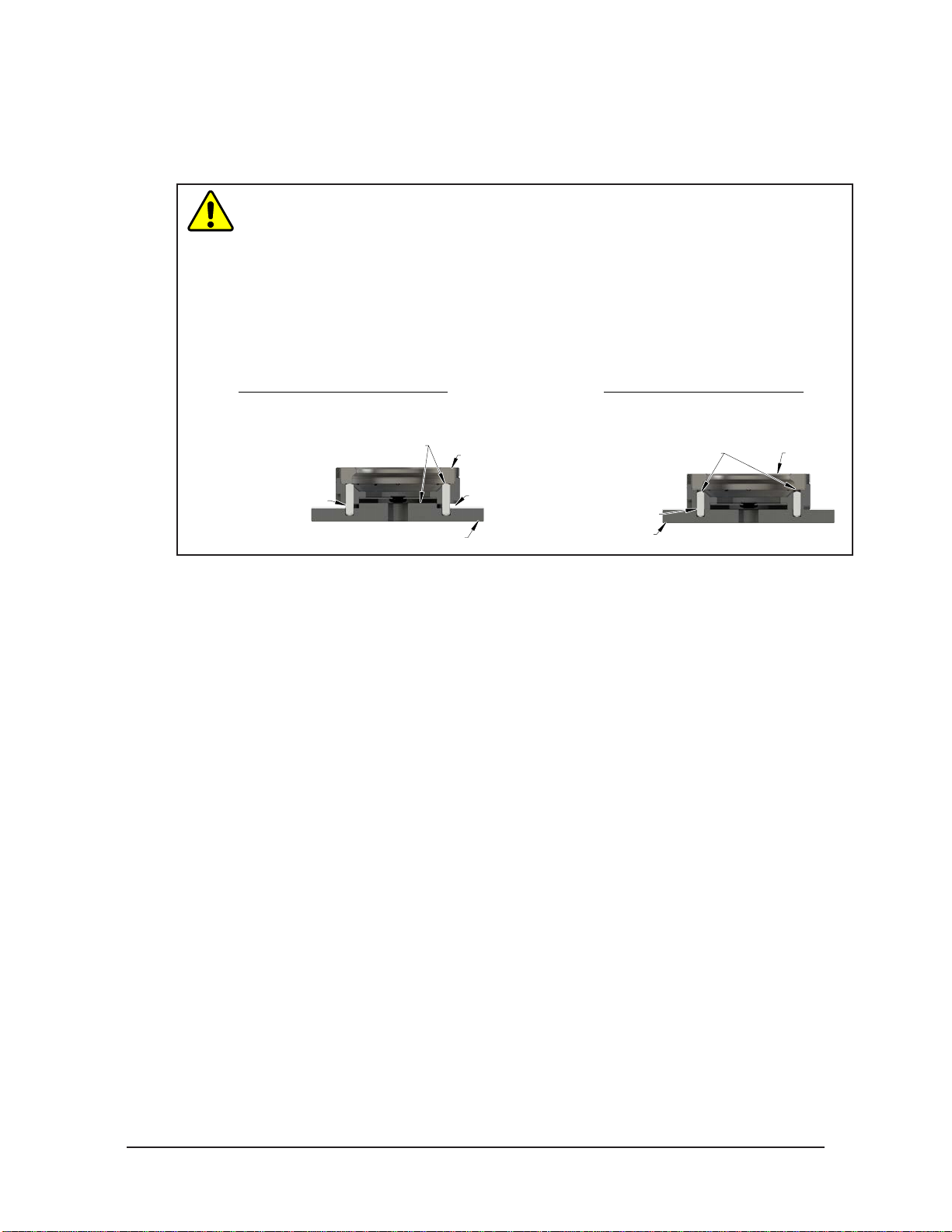
WARNING: Do not use lock washers under the head of the mounting fasteners or allow the
mounting fasteners to protrude above the mating surfaces of the Master and Tool plates.
Allowing fasteners to protrude above the mating surface will create a gap between the Master
and Tool plates and not allow the locking mechanism to fully engage, this can cause damage
to equipment or personal injury. The mounting fasteners must be ush or below the mating
surfaces of the Master and Tool plates.
Head of Mounting Fastener Must Be Flush or
Below Mating Surface. (Do Not Use Lock
Washer under Head of Mounting Fastener.)
Mating Surface
CAUTION: Thread locker applied to fasteners must not be used more than once. Fasteners
might become loose and cause equipment damage. Always apply new thread locker when
reusing fasteners.
CAUTION: Do not use fasteners that exceed the thread depth in the Tool Changer. Refer to
Section 8—Drawings for details on mounting hole thread depth. Secure the Tool Changer with
the proper length fasteners. This is true for both robot and tool interfaces.
Table 2.1—FastenerSize,Class,andTorqueSpecications
Mounting Conditions Fastener Size
and Property
Class
Recommended
Torque
Master plate to Interface plate (6061-T6 aluminum)
Minimum thread engagement of 0.94” (24 mm) [1.5X fastener Ø]. M16-2.0
Class 12.9 165 ft-lbs
(225 Nm)
Master plate to Interface plate (6061-T6 aluminum)
Minimum thread engagement of 0.71” (18 mm) [1.5X fastener Ø]. M12-1.75
Class 12.9 70 ft-lbs
(95 Nm)
Master plate to Robot (steel; USS ≥ 90KSI)
Minimum thread engagement of 0.63” (16 mm) [1.0X fastener Ø].
Conrm available engagement with Robot Manufacturer
M16-2.0
Class 12.9 165 ft-lbs
(225 Nm)
Master plate to Robot (steel; USS ≥ 90KSI)
Minimum thread engagement of 0.47” (12 mm) [1.0X fastener Ø].
Conrm available engagement with Robot Manufacturer
M12-1.75
Class 12.9 70 ft-lbs
(95 Nm)
Tool Interface Plate (aluminum) to Tool plate (7075-T6 aluminum)
Minimum thread engagement of 0.83” (21 mm) [1.5X fastener Ø]. M16-2.0
Class 12.9 165 ft-lbs
(225 Nm)
Tool Interface Plate (aluminum) to Tool plate (7075-T6 aluminum)
Minimum thread engagement of 0.71” (18 mm) [1.5X fastener Ø]. M12-1.75
Class 12.9 70 ft-lbs
(94 Nm)
Tool Interface Plate (aluminum) to Tool plate (7075-T6 aluminum)
Minimum thread engagement of 0.59” (15 mm) [1.5X fastener Ø]. M10-1.5
Class 12.9 38 ft-lbs
(52 Nm)
Tool plate (aluminum) to Tool Interface Plate (6061-T6-aluminum)
Minimum thread engagement of 0.59” (15 mm) [1.5X fastener Ø]. M10-1.5
Class 12.9 38 ft-lbs
(52 Nm)