CCD
Operator's manual Page 2 /35
Table of content
General......................................................................3
Special features:...................................................3
Mechanic:............................................................3
Spindle:................................................................3
Drive system:..................................................4
Software:.........................................................4
Technical Data..........................................................5
General.................................................................5
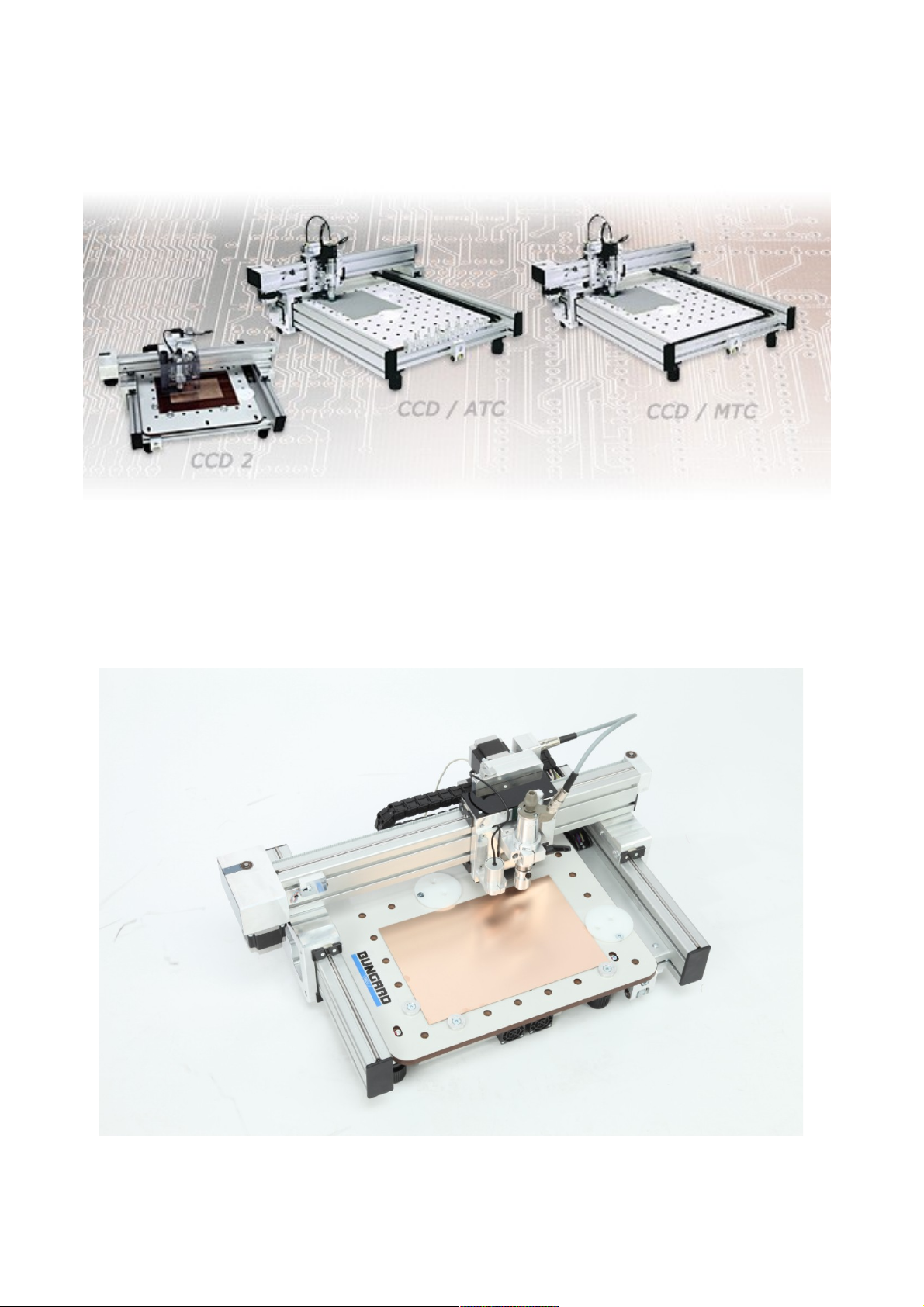
Comparison..........................................................5
pplications.........................................................5
Options.................................................................6
ccessories..........................................................6
mount of delivery..............................................6
Safety instructions.....................................................7
General.................................................................7
Emergency Stop Facilities...................................7
Protection against contact with moving parts.......7
Location...............................................................7
Noise....................................................................8
Dust......................................................................8
Power supply.......................................................8
Maintenance.........................................................9
Tools....................................................................9
Documentation.....................................................9
Short Instructions/Setup..........................................10
Installation Manual RoutePro3000.........................18
Detailed Instructions...............................................20
Control unit and mechanics..........................20
Power supply................................................20
Control unit...................................................20
Mechanics Unit..................................................21
Set up.................................................................21
( TC) Compressed air connection...............21
Vacuum cleaner............................................22
Mounting the spindle....................................22
Spindle accessories.......................................23
Drill pressure foot.........................................23
Depth limiter.................................................23
( TC) Tool slots...........................................25
(MTC) Tool change......................................25
Maintenance..................................................25
Fixing the boards..........................................26
Clamp fixing.................................................26
Span fixing....................................................26
Reference pins / Isolation milling.................26
dhesive tape................................................26
Vacuum fixation...........................................26
Drilling bare boards......................................27
Pre-sensitized base material..........................27
Etched PCBs.................................................27
Routing.........................................................27
Engraving......................................................27
Drill and route parameter........................................28
Standard drill.....................................................28
Parameter......................................................28
Spade type drill..................................................29
Microvia-drill ....................................................29
Slot drill.............................................................29
Flex drill............................................................29
Isolation milling tool .......................................29
Routing parameters.......................................30
SC/FT...............................................................30
Routing parameter.........................................30
RPU ................................................................31
Routing parameter for RPU........................31
V-Cut-Router ..................................................32
Parameter:.....................................................33
3-Flute router.....................................................33
Diamond patterned router..................................33
Contour finishing router.....................................34
Guarantee................................................................34
Disclaimer of warranty...........................................34
Copyright................................................................34