CHESTER DB10VS User manual

DB10VS &
DB10VS LB
Manual
Chester UK Lt
d
Clwyd Close
Hawarden Industrial Par
k
Hawarden
Chester CH5
3PZ
Tel: 01244
531631
sales@chesterma
ch
i
n
etools.com
www.
ch
esterma
ch
i
n
etools.com

Safety Guidelines
Personnel working with any machine tools are required to follow the safety instructions stated below in order to
prevent any accident that may occur.
• This machine is designed and intended for use by properly trained and experienced personnel only. If you
are not familiar with the proper safe use of lathes, do not use this machine until properly trained.
• Keep guards in place. Safety guards must be kept in place and in working order.
• Remove adjusting keys and wrenches before turning the machine on. Check to see that any adjusting
wrenches are removed from the tool.
• Reduce the risk of unintentional starting. Make sure switch is in the OFF position before plugging in.
• Do not force tool. Always use a tool at the rate for which it was designed.
• Use the right tool. Do not force a tool or attachment to do a job for which it was not designed.
• Maintain tools with care. Keep tools sharp and clean for best and safest performance. Follow instructions
for lubrication and changing accessories.
• Always disconnect the machine from the power source before adjusting or servicing.
• Check for damaged parts. Check for alignment of moving parts, breakage of parts, mounting, and any
other condition that may affect the tools operation. A guard or any part that is damaged should be
repaired or replaced.
• Turn power off. Never leave a machine unattended. Do not leave a machine until it comes to a complete
stop.
• Keep work area clean, Cluttered areas and bench invite accidents.
• Do not use in a dangerous environment. Do not use in wet or damp locations, or expose to rain. Keep work
area well light.
• Keep children and visitors away. All visitors should be kept a safe distance from the work area.
• Make the workshop child proof. Use padlocks, master switches, and remove starter keys.
• Wear correct apparel. Loose clothing, gloves, neckties, rings, bracelets, or other jewellery may get
caught in moving parts. Non-slip footwear is recommended. Wear protective hair covering to contain
long hair. Do not wear any type of glove.
• Always use safety glasses.
• Do not overreach. Keep proper footing and balance at all times.
• Do not place hands near the cutter whilst in operation.
• Do not perform set up work whilst machine is in operation.
• Read and understand all warning labels on the machine.
• This manual is intended to familiarize you with the technical aspects of this lathe. It is not intended to be
a training manual.
• Failure to comply with all of these warnings may result in serious injury.

Technical Specifications
DB10VS
DB10VS Long Bed
Swing over Bed
250mm
250mm
Swing over Cross Slide
145mm
145mm
Distance Between Centres
550mm
750mm
Centre Height
125mm
125mm
Width of Bed
135mm
135mm
Spindle Bore
26mm
26mm
Spindle Taper
MT4
MT4
No. of spindle speeds
Variable
Variable
Speed Range
50-2000rpm
50-2000rpm
Too l po s t Too l S i ze
12mm
12mm
Longitudinal Travel
520mm
650mm
Cross-slide Travel
115mm
115mm
Top -slide Travel
50mm
50mm
Chuck Diameter
125mm
125mm
Tai l st o ck Qu i ll Trave l
70mm
70mm
Tai l st o ck Ta p er
MT2
MT2
Motor Power
1200W (1.6hp)
1200W (1.6hp)
Net Weight
145kg
175kg
Dimensions
1150 x 560 x 570mm
1350 x 560 x 570mm
Toolbox Contents:
125mm 3 & 4 jaw chucks
Fixed & Travelling steadies
Lathe tool set
MT2 & MT4 Steel Centres

Machine set up
Start by removing the contents from the wooden crate. Check the accessories according to the packing list.
Unbolt the lathe from the shipping crate. Choose the location for your lathe; this should have good lighting and plenty
of room to service the lathe.
Using adequate lifting equipment, slowly raise the lathe out of the shipping crate. Make sure the lathe is balanced
before moving to the machine stand.
To a vo i d t wi s ti n g t he be d , t he lathe should be absolutely level. Bolt the lathe to the stand.
Clean all rust protected surfaces using a mild commercial solvent, kerosene or diesel fuel. Do not use paint
thinner, gasoline or lacquer thinner. These will damage painted surfaces. Cover all cleaned surfaces with a light
film of 20W machine oil.
Remove the end gear cover. Clean all components of the gear end assembly and coat all gears with a heavy,
non-slinging grease.

General Description of the Lathe
Lathe Bed
The lathe bed is made of high-grade iron. By combining high cheeks with
strong cross ribs, a bed of low vibration and rigidity is produced. It integrates
the headstock and drive unit, for attaching the carriage and leadscrew. The two
precision-ground V - sideways, re-enforced by heat hardening and grinding,
are the accurate guide for the carriage and tailstock. The main motor is
mounted to the rear of the left side of the bed.
Headstock
The headstock is cast from high grade, low vibration cast iron. It is bolted to the
bed with four screws. The headstock houses the main spindle with two precision
taper roller bearings and the drive unit.
The main spindle transmits the torque during the turning process. It also holds
the workpieces and clamping devices. (e.g. 3-jaw chuck).
Gear Box
The gear box is made from high quality cast iron and is mounted on the left
side of the machine bed. It used to select the feeds for straight turning as well
as for thread cutting. In order to achieve certain thread pitches, it is necessary
to replace the change gears.
The torque of the work spindle is transmitted to the feed gear and thus to the
leadscrew.
Carriage
The carriage is made from high quality cast iron. The slide parts are smoothly
ground. They fit the on the bed without play. The lower sliding parts can be
easily and simply adjusted. The cross slide is mounted on the carriage and
moves on a dove tailed slide. Play in the cross slide may be adjusted with the
gibs.
Move the cross slide with its conveniently positioned handwheel. There is a
graduated collar on the handwheel.
The top slide, mounted on the cross slide, can be rotated 360°. The top slide and the cross slide travel in dove
tailed slides and have gibs, adjustable nuts, and graduated collars.
A four way tool post is fitted on the top slide and allows four tools to be clamped. Loosen the center clamp handle
to rotate any of the four tools into position.
Apron
The apron is mounted on the bed. It houses the half nut with an
engaging lever for activating the automatic feed. The half nut gibs can
be adjusted from the outside.
A rack, mounted on the bed, and a pinion operated by handwheel on
the carriage allow for quick travel of the apron.
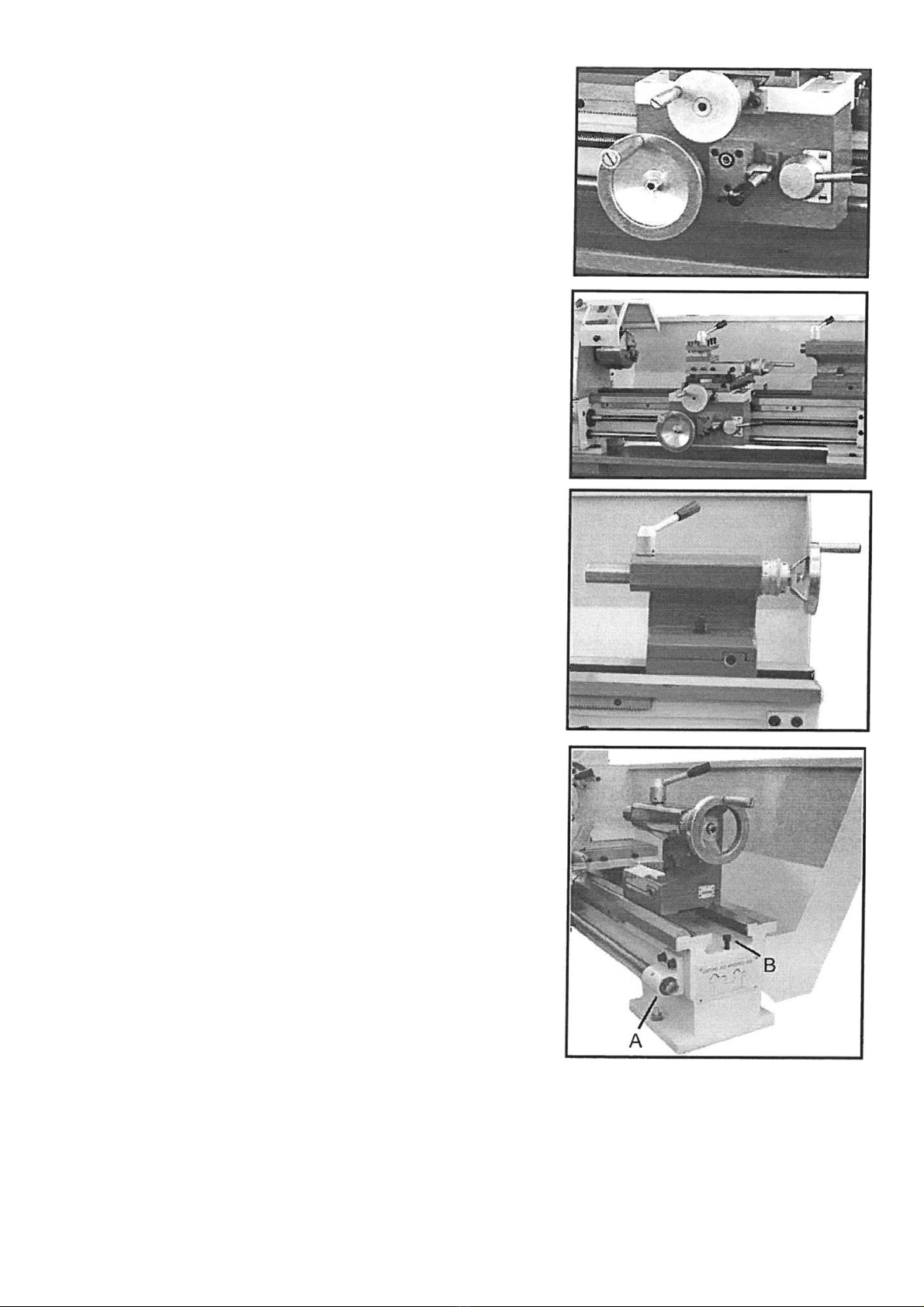
Leadscrew
The leadscrew is mounted on the front of the machine bed. It is
connected to the gear box at the left for automatic feed and is
supported by bearing on both ends. The two groove nuts (A, Fig. 10)
on the right end are designed to take up play on the leadscrew.
Tailstock
The tailstock slides on a V way and can be clamped at any location.
The tailstock has a heavy-duty spindle with a Morse taper No. 2
socket and a graduated scale. The spindle can be clamped at any
location with a clamping lever. The spindle is moved with a
handwheel at the end of the tailstock.
Note:
Fit the securing screw (B) at the end of the lathe bed in order to
prevent the tailstock from falling off.

Lathe controls
Change-over switch
After the machine is switched on, turn the switch to "F" position for counter-
clockwise spindle rotation (forward). Turn the switch to "R" position for
clockwise spindle rotation (reverse). "O" position is OFF and the spindle
remains idle.
Emergency On/Off switch
The machine is switched on and off with the ON/OFF button. Depress to
stop all machine functions. To restart , lift the cover and press ON button.
Variable speed control switch
Turn the switch clockwise to increase the spindle speed. Turn the switch counter-clockwise to decrease the spindle
speed. The possible speed range is dependent from the position of the drive belt.
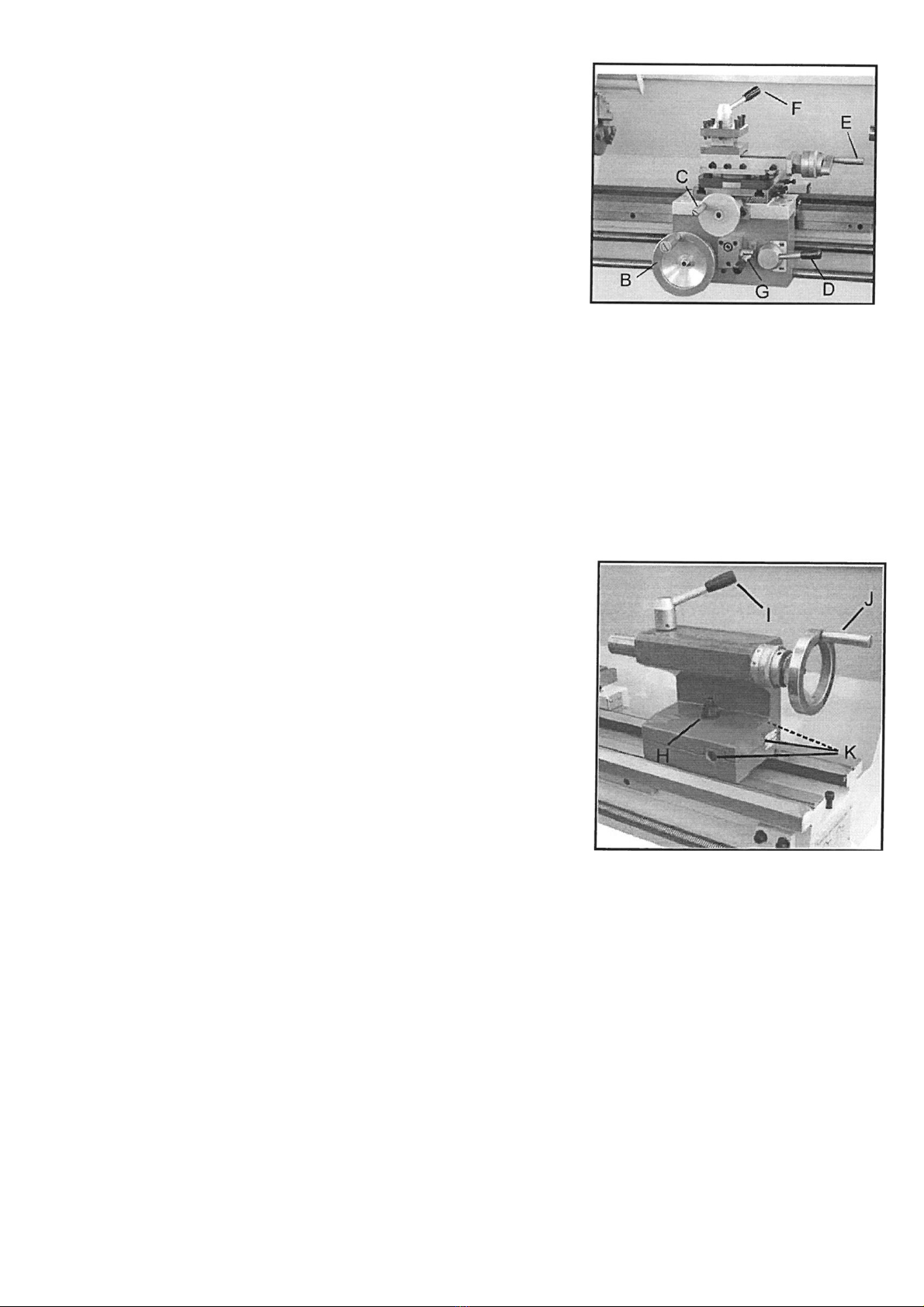
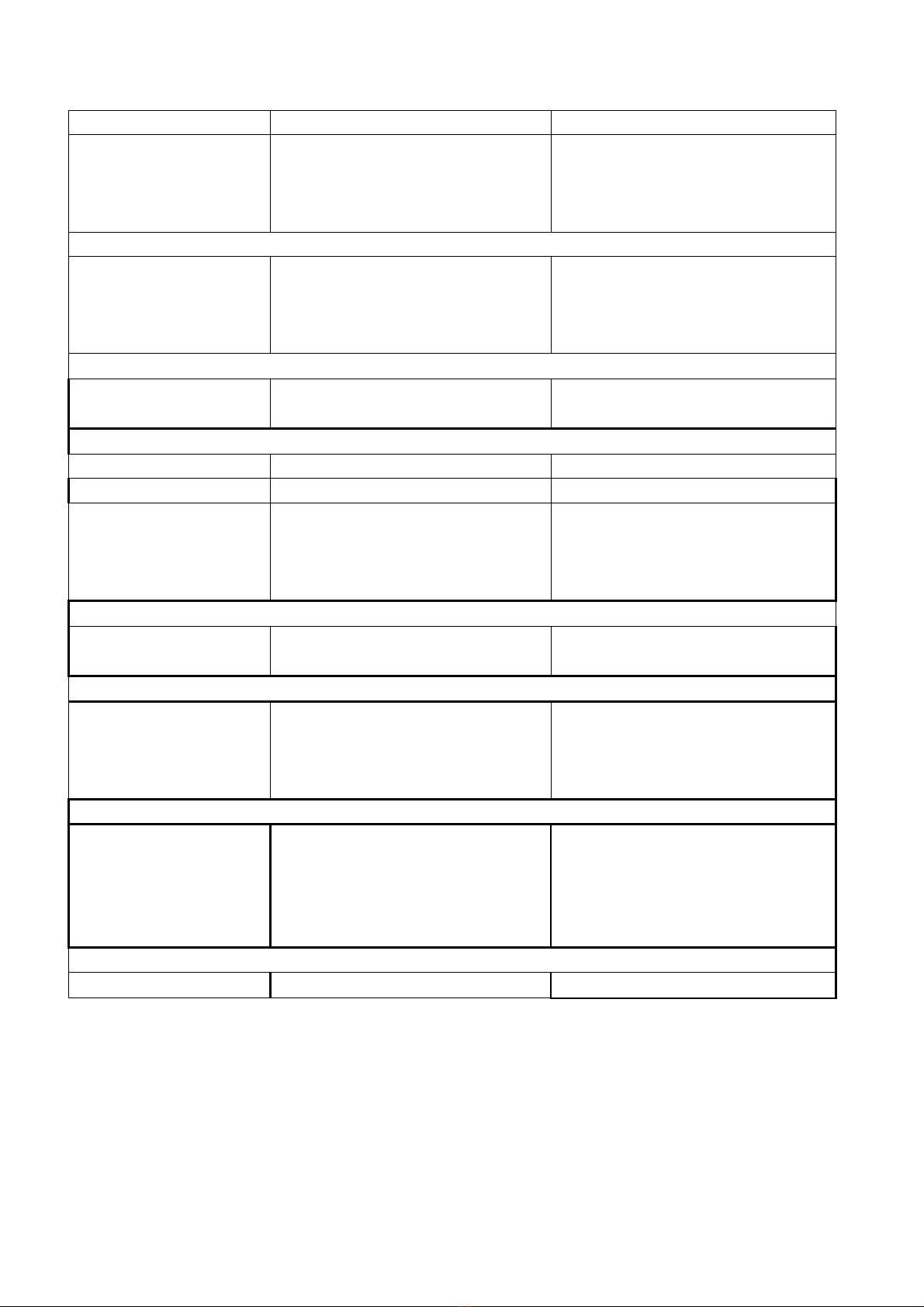
Feed direction selector (D)
Select carriage travel direction when the chuck is rotating in the forward
direction or counter-clockwise as viewed from the front of the chuck.
Feed rate selector (E)
Set the desired feed or thread rates.
Feed/Thread selector (F)
Select the handle for shift left to thread. Select the handle for shift right
to feed.
Compound rest lock (G)
Turn two hex nuts (G) clockwise to lock and counter-clockwise to
unlock.
Compound slide lock (H)
Turn hex socket cap screws clockwise, and tighten to lock. Turn
counter-clockwise to loosen.
Cross slide lock (I)
Turn hex socket cap screw clockwise and tighten to lock. Turn counter-
clockwise and loosen to unlock.
Carriage lock (A)
Turn hex socket cap screw (A, Fig.14) clockwise and tighten to lock. Turn
counter-clockwise and loosen to unlock.
Caution: carriage lock screw must be unlocked before engaging automatic
feeds or damage to lathe may occur.
Longitudinal traverse (B)
Rotate hand wheel clockwise to move the apron assembly toward the
tailstock (right). Rotate the hand wheel counter-clockwise to move the
apron assembly toward the headstock (left).
Cross traverse handwheel (C)
Clockwise rotation moves the cross slide toward the rear of the machine.
Half nut engage lever (D)
Move the lever down to engage. Move the lever up to disengage.
Compound rest traverse lever (E)
Rotate clockwise or counter-clockwise to move or position.
Tool post clamping lever (F)
Rotate counter-clockwise to loosen and clockwise to tighten. Rotate the tool post when the lever is unlocked.
Feed axis selector (G)
Push lever to the left and down to engage cross feed Pull lever to the right and up to engage longitudinal
feed.
Tailstock clamping scr ew (H)
Turn hex nut clockwise to lock and counter-clockwise to unlock.
Tailstock quill clamping lever (I)
Rotate the lever clockwise to lock the spindle and counter-clockwise to
unlock.
Tailstock quill traverse handwheel (J)
Rotate clockwise to advance the quill. Rotate counter- clockwise to retract
the quill.
Tailstock off-set adjustment (K)
Three sets screws located on the tailstock base are used to off-set the
tailstock for cutting tapers. Loosen lock screw on tailstock end. Loosen one side set screw while tightening the
other until the amount of off-set is indicated on scale. Tighten lock screw.
Operation
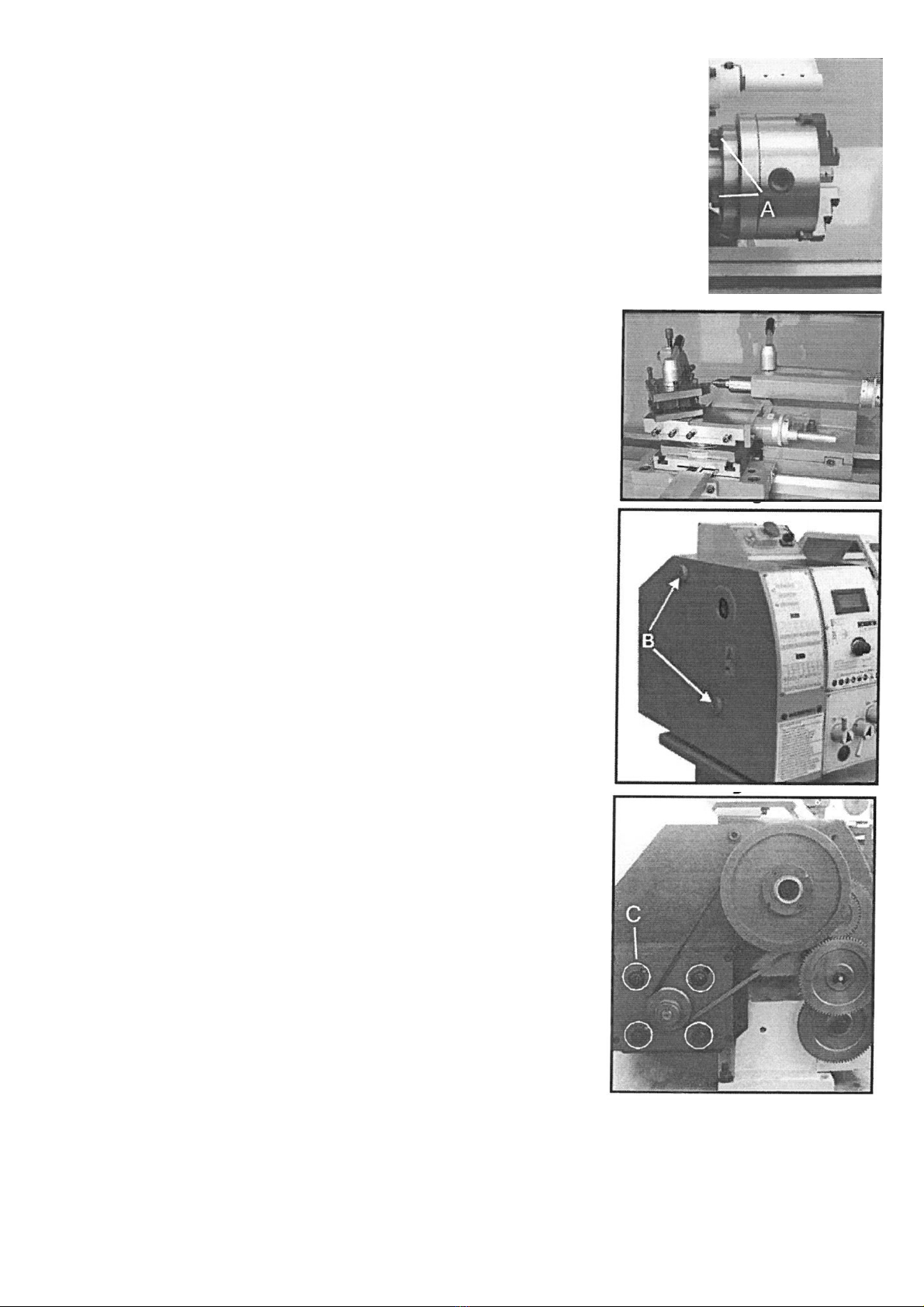
Replacement of chuck
The head spindle holding fixture is cylindrical. Loose three set screws and nuts (A, Fig.17,
only two are shown) on the lathe chuck flange to remove the chuck. Position the new chuck
and fix it using the same set screws and nuts.
Tool set up
Clamp the turning tool into the toolholder.
The tool must be clamped firmly. When turning, the tool has a tendency to
bend under the cutting force generated during the chip formation. For best
results, tool overhang should be kept to a minimum of 3/8" or less.
The cutting angle is correct when the cutting edge is in line with the center
axis of the work piece. The correct height of the tool can be achieved by
comparing the tool point with the point of the center mounted in the tailstock.
If necessary, use steel spacer shims under the tool to get the required height.
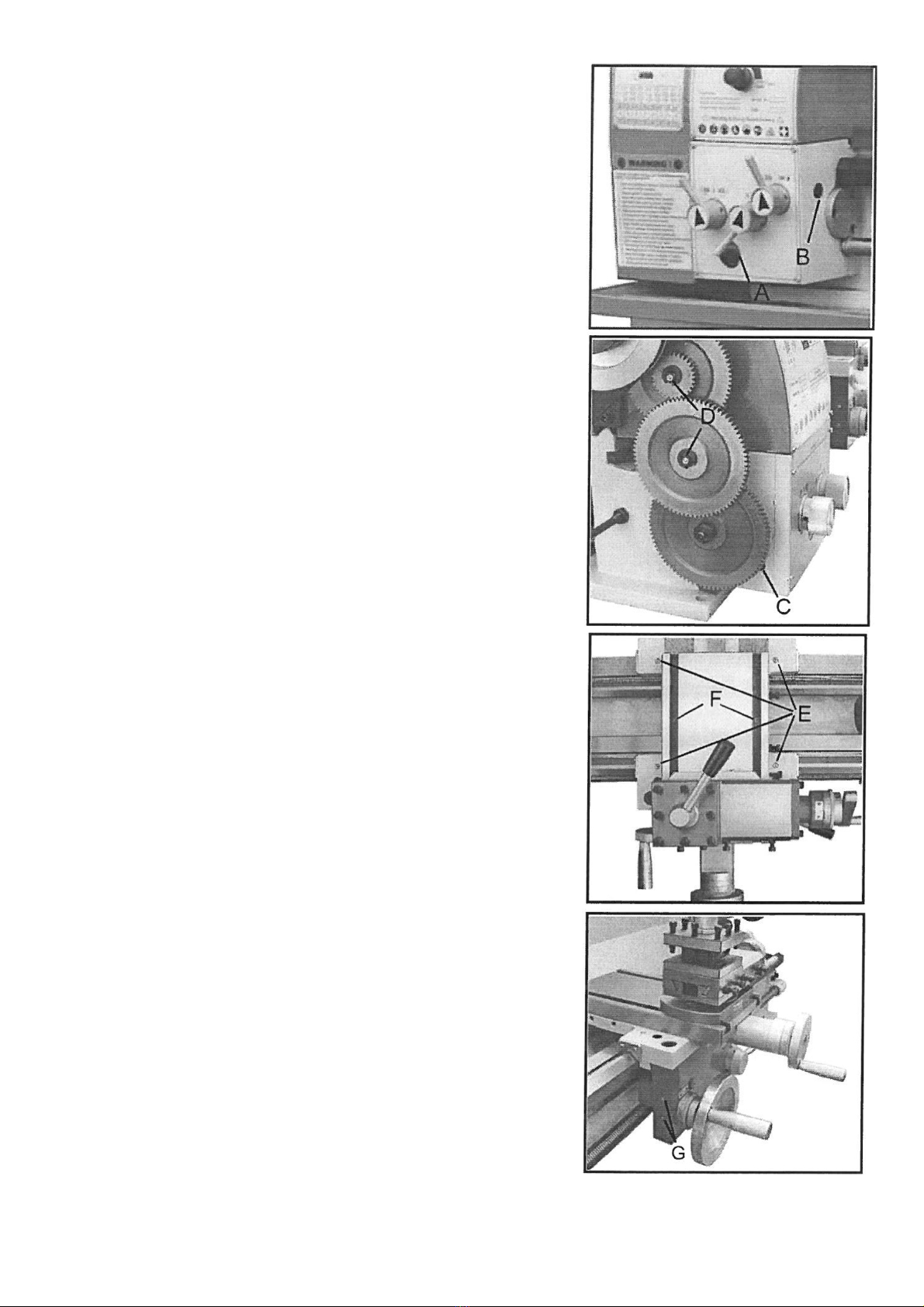
Change H/L speed
1. Unscrew the two fastening screws (B) and remove the protective cover.
2. To se l ec t io n A or B acc o rd i ng to your requirement, A is low speed, B is
high speed.
Caution: we recommend selecting low speed position to work, it is
could provide a stronger torque for working!
Belt adjustment
Loosen the four nuts and screws (C, Fig. 20) to remove the plate of
mounting motor and position!

Manual turning
Apron travel, cross travel, and top slide handwheel can be
operated for longitudinal or cross feeding.
Longitudinal turning with auto-feed
1.
Set the selector knob (A) to select the feed direction and
feed speed.
2. Use the table (B) on the lathe for selecting the feed speed or
the thread pitch. Adjust the change gear if the required feed or
thread pitch cannot be obtained with the installed gear set.
Change gears replacement
1.
Disconnect the machine from the power source.
2.
Unscrew the two fastening screws and remove the protective cover.
3.
Loosen the locking screw (C) on the quadrant.
4.
Swing the quadrant (D) to the right.
5.
Unscrew the bolt (E) from the leadscrew or the square bolts (F)
from the quadrant bolts in order to remove the change gears from
the front.
6.
Install the gear couples according to the thread and feed table and
screw the gearwheels onto the quadrant again.
7.
Swing the quadrant to the left until the gearwheels have engaged
again.
8.
Readjust gear backlash by inserting a normal sheet of paper as an
adjusting or distance aid between the gearwheels.
9.
Immobilize the quadrant with the locking screw.
10.
Install the protective cover of the headstock and reconnect the
machine to the power supply.

Threading and feeding table

Straight turning
In the straight turning operation, the tool feeds parallel to the axis
of rotation of the workpiece. The feed can be either manual by
turning the handwheel on the lathe saddle or the top slide, or by
activating the automatic feed. The crossfeed for the depth of cut is
achieved using the cross slide.
Facing and recesses
In the facing operation, the tool feeds perpendicular to the axis of
rotation of the workpiece. The feed is made manually with the cross
slide handwheel. The crossfeed for cut depth is made with the top
slide or lathe saddle.
Turning between centres
For turning between centers, it is necessary to remove the chuck
from the spindle. Fit the MT3 center into the spindle nose and the
MT2 center into the tailstock. Mount the workpiece fitted with the
driver dog between the centers. The driver is driven by a catch or
face plate.
Note: Always use a small amount of grease on the tailstock center
to prevent center tip form overheating.
Taper turning using tailstock off-set
Work to a side angle of 5 can be turned by off-setting the tailstock.
The angle depends on the length of the workpiece.
To off-set the tailstock, loosen locking screw (A). Unscrew the set
screw (B) on right end of the tailstock. Loosen the front adjusting
screw (C) and take up the same amount by tightening the rear
adjusting screw (D) until the desired taper has been reached.
The desired cross-adjustment can be read off the scale. (E). First
retighten the set screw (B) and then the two (front and rear) adjusting
screw to lock the tailstock in position. Retighten the locking screw (A)
of the tailstock. The workpiece must be held between to centers and
driven by a face plate and driver dog.
After taper turning , the tailstock should be returned to its original
position according to the zero position on the scale of tailstock. (E)

Taper turning by setting the top slide
By angling the top slide, tapers may be turned manually with the top slide.
Rotate the top slide to the required angle. A graduated scale permits
accurate adjustment of the top slide. The crossfeed is performed with the
cross slide. This method can only be used for short tapers.
Thread cutting
Set the machine up to the desired thread pitch (according to the threading
chart). Start the machine and engage the half nut. When the tool reaches
the part, it will cut the initial threading pass. When the tool reaches the
end of the cut, stop the machine by turning the motor off and at the same
time back the tool out of the part so that it clears the thread. Do not
disengage the half nut lever. Reverse the motor direction to allow the
cutting tool to traverse back to the starting point. Repeat these steps until
you have obtained the desired results.
Notes:
Example: Male Thread
•
The workpiece diameter must have been turned to the
diameter of the desired thread.
•
The workpiece requires a chamfer at the beginning of the
thread and an undercut at the thread runout.
•
The speed must be as low as possible.
•
The change gears must have been installed according to the required pitch.
•
The thread cutting tool must be exactly the sample shape as the thread, must be absolutely rectangular and
clamped so that it coincides exactly with the turning center.
•
The thread is produced in various cutting steps so that the cutting tool has to be turned out of the thread
completely (with the cross slide) at the end of each cutting step.
•
The tool is withdrawn with the leadscrew nut engaged by inverting the change-over switch.
•
Stop the machine and feed the thread cutting tool in low cut depths using the cross slide.
•
Before each passage, place the top slide approximately 0.2 to 0.3mm to the left and right alternately in order to
cut the thread free. This way, the thread cutting tools cuts only on one thread flank with each passage. Keep
cutting the thread free until you have almost reached the full depth of thread.
Lathe accessories
3 jaw universal lathe chuck
Using this universal chuck, round, triangular, square, hexagonal octagonal, and
twelve-cornered stock may be clamped.
Note: new lathes have very tight fitting jaws. This is necessary to ensure accurate
clamping and long service life. With repeated opening and closing, the jaw adjust
automatically and their operation becomes progressively smoother.
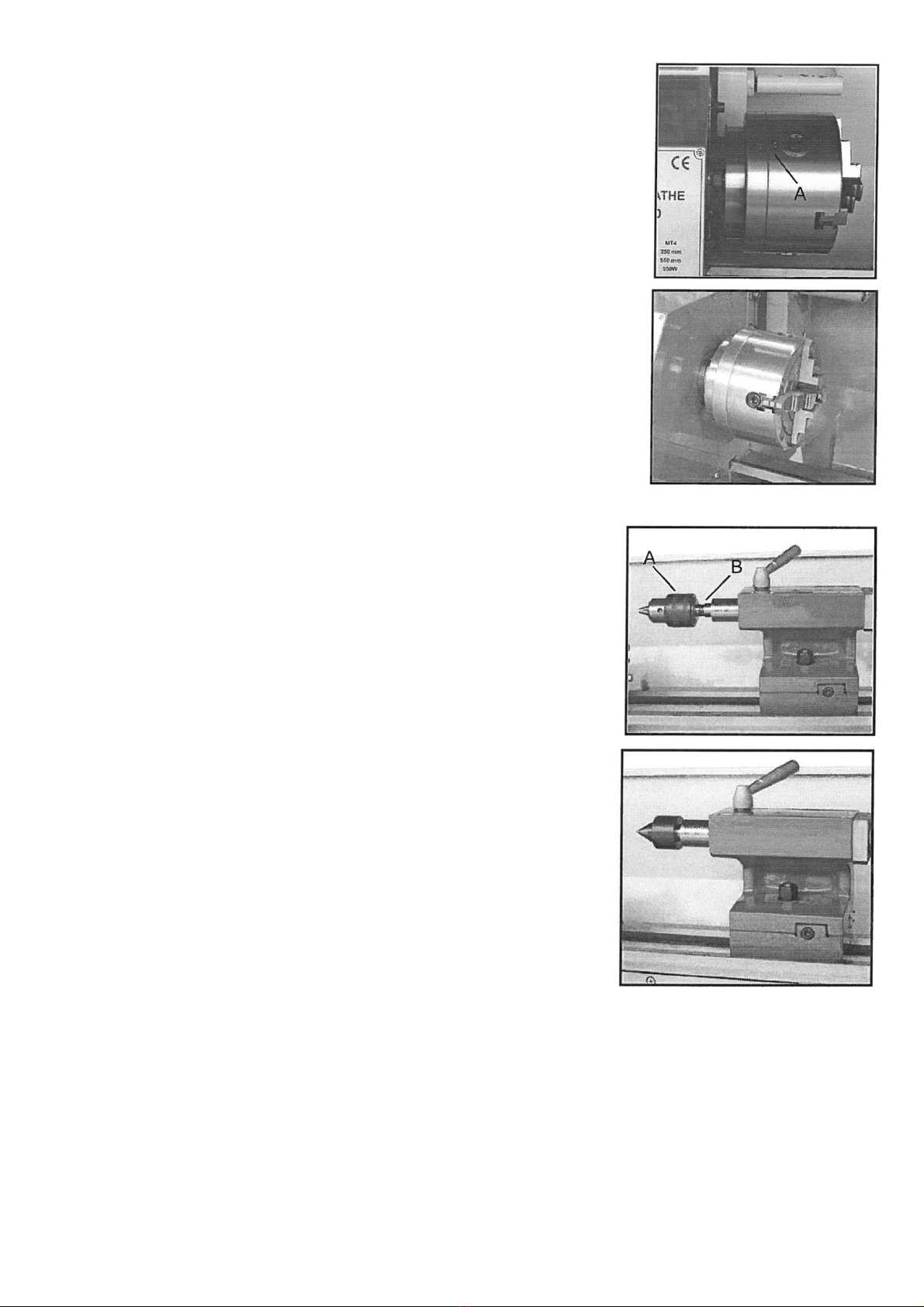
Note:
For the original 3-jaw chuck that mounted on the lathe, the factory has mounted
the chuck in the best way to guarantee the holding accuracy with two "0" mark
(A) showed on the chuck and chuck flange.
There are two types of jaws: Internal and external jaws. Please note that the
number of jaws fit with the number inside the chuck's groove. Do not mix them
together. When you are going to mount them, please mount them in ascending
order 1-2-3, when you are going to take them out, be sure to take them out in
descending order 3-2-1, one by one. After you finished this procedure, rotate the
jaws to the smallest diameter and check that the three jaws are well fitted.
Four jaw independent lathe chuck
This special chuck has four independently adjustable chuck jaws. These
permit the holding of asymmetrical pieces and enable the accurate set-up
of cylindrical pieces.
Drill Chuck (Optional)
Use the drill chuck to hold centering drills and twist drills in the tailstock. (A)
Morse Taper Arbor (Optional)
An arbor is necessary for mounting the drill chuck in the tailstock. It has a
No. 2 Morse taper. (8)
Live Center (Optional)
The live center is mounted in ball bearings. Its use is highly recommended
for turning at speeds in excess of 600 RPM.

Steady rest
The steady rest serves as a support for shafts on the free tailstock end. For
many operations the tailstock cannot be used as it obstructs the turning tool
or drilling tool, and therefore, must be removed from the machine.
The steady rest, which function as an end support, ensures chatter-free
operation. The steady rest is mounted on the bedways and is secured from
below with a locking plate. The sliding fingers require continuous lubrication
at the contact points to prevent premature wear.
Setting the steady rest
•
Loosen three hex nuts (A)
•
Loosen knurled screw and open the sliding fingers (C) until the steady
rest can be moved with its finger around the workpiece. Secure the
steady rest in position.
•
Tighten knurled screws so that fingers are snug but not tight against
the workpiece. Tighten three nuts (A). Lubricate the sliding points with
machine oil.
•
When after prolonged operation, the jaw starts to wear, the tips of the
fingers may be filed or remilled.
Follow rest
The follow rest is mounted on the saddle and follow the movement of the
turning tool. Only two sliding fingers are required. The place of the third
finger is taken by the turning tool. The follow rest is used for turning
operations on long, slender workpieces. It prevents flexing of the workpiece
under pressure from the turning tool.
Set the fingers snug to the workpiece but not overly tight. Lubricate the
fingers during operation to prevent premature wear.

Adjustment
After a period of time, wear in some of the moving components may need to
be adjusted.
Main spindle bearings
The main spindle bearings are adjusted at the factory. If end play becomes
evident after considerable use, the bearings may be adjusted.
Loosen two hex socket cap screws (A) in the slotted nut (B) on the back of
the spindle. Tighten slotted nut until all end play is taken up. The spindle
should still revolve freely. Tighten two hex socket cap screws (A).
Caution: excessive tightening or preloading will damage the bearings.
Adjustment of cross slide
The cross slide is fitted with a gib strip (C) and can be adjusted with
screws (D) fitted with lock nuts. (E) Loosen the lock nuts and tighten the
set screws until slide moves freely without play. Tighten lock nuts to
retain adjustment.
Adjustment of top slide
The top slide is fitted with a gib strip (F) and can be adjusted with screws
(G) fitted with lock nuts. (H) Loosen the lock nuts and tighten the set
screws until slide moves freely without play. Tighten lock nuts to retain
adjustment.
Adjustment of half nut guide
Loosen the nut (I) on the right side bottom of the apron and adjust the
control screws (J) until both half nuts move freely without play. Tighten
the nut.
Lubrication
Caution
Lathe must be serviced at all lubrication points and all reservoirs filled to
operating level before the lathe is placed into service.
Failure to comply may cause serious damage.
Note:
Lubricate all slideways lightly before every use. Lubricate the change
gears and the leadscrew slightly with a lithium-based grease.
Gearbox
Oil must be up to indicator mark in oil sight glass (A). Top off with
Mobilgear 627 or equivalent. Fill by pulling plug (B). To drain, remove
drain plug on the right side of headstock (C). Drain oil completely and
refill after the first three months of operation. Then, change oil in the
headstock annually.
Change gear
Lubricate two oil ports (D) on the gear shafts with 20W machine oil once
daily.
Carriage
Lubricate Four oil ports (E) with 20W machine oil once daily.
Cross slide
Lubricate two oil ports (F) with 20W machine oil once daily.
Apron
Lubricate two oil ports (G) with 20W machine oil once daily.

Leadscrew
Lubricate the oil port (A) with 20W machine oil once daily.
Tailstock
Lubricate two oil ports (B) with 20W machine oil once daily.
Electrical connections
Warning!
Connection of the lathe and all other electrical work should be carried out by a qualified electrician.
Failure to comply may cause serious injury and damage to the machine.
The DB10VS is rated at 750W, 220V only. Confirm power available at the lathes location is the same raiting as
the lathe. Using the wiring diagram below for connecting the lathe to the mains supply.
Make sure the lathe is properly grounded.

Maintenance
Maintain the lathe during operation to guarantee accuracy and service life of the machine tool.
In order to retain the machine's precision and functionality, it is essential to treat it with care, keep it clean and grease
and lubricate it regularly. Only through good care, you can be sure that the working quality of the machine will remain
constant.
Note:
Disconnect
the machine plug from the mains supply whenever you carry out cleaning, maintenance, or
repair work!
Oil, grease and cleaning agents are pollutants and must not be disposed of through the drains or in normal refuse.
Dispose of those agents in accordance with current legal requirements on the environment.
Cleaning rags impregnated with oil, grease and cleaning agents are easily inflammable. Collect cleaning rags or
cleaning wool in a suitable closed vessel and dispose of them in an environmentally sound way - do not put them
with normal refuse.
Lubricate all slideways lightly before each use. The change gears and the leadscrew must also be lightly lubricated with
lithium base grease.
During operation any chips that fall onto the sliding surface should be cleaned and inspected to prevent chips falling
into the position between the machine tool saddle and lathe bed guide way. Asphalt felt should be cleaned at certain
time.
Note:
Do not remove the chips with your bare hands. There is a risk of cuts due to sharp-edged chips. Never use
flammable solvents or cleaning agents or agents that generate noxious fumes.
Protect electrical components such as motors, switches, switch boxes, etc., against humidity when
cleaning.
After operation every day, eliminate all the chips, clean all parts of the machine tool and apply machine tool oil to prevent
rusting.
To maintain the machines accuracy, take care of the center, the surface of the machine tool for the chuck and the
guide way and avoid mechanical damage and the wear due to improper guide.
If any damage is found, any maintenance should be done immediately.
Note:
Repair work may only be carried out by qualified personnel with the corresponding mechanical
and electrical knowledge.
Troubleshooting
Problem
Possible Reason
Elimination
Surface of workpiece too
rough
Tool blunt
Tool springs
Feed too high
Radius at the tool tip too small
Resharpen tool
Clamp tool with less overhang
Reduce feed
Increase radius
Workpiece becomes coned
Centers are not aligned (tailstock has
offset)
Top slide not aligned well (cutting with
the top slide)
Adjust tailstock to the center
Align top slide well
Lathe is chattering
Feed too high
Slack in main bearing
Reduce feed
Adjust the main bearing
Center runs hot
Workpiece has expanded
Loosen tailstock center
Tool has a short edge
life
Cutting speed too high
Crossfeed too high
Insufficient cooling
Reduce cutting speed
Lower crossfeed(finishing allowance
should not exceed 0.5mm)
More coolant
Flank wear too high
Clearance angle too small
Tool tip not adjusted to center high
Increase clearance angle
Correct height adjustment of the tool
Cutting edge breaks off
Wedge angle too small (heat build-up)
Grinding crack due to wrong cooling
Excessive slack in the spindle bearing
Arrangement (vibrations)
Increase wedge angle
Cool uniformly
Adjust the slack in the spindle bearing
arrangement
Cut thread is wrong
Tool is clamped incorrectly or has
been started grinding the wrong way
Wrong pitch
Wrong diameter
Adjust too to the center
Grind angle correctly
Adjust the right pitch
Turn the workpiece to the correct
diameter
Spindle does not activate
Emergency stop switch activated
Unlock emergency stop switch
This manual suits for next models
1
Table of contents
Other CHESTER Lathe manuals

CHESTER
CHESTER Crusader User manual

CHESTER
CHESTER DB8VS User manual

CHESTER
CHESTER CONQUEST SUPER User manual

CHESTER
CHESTER DB11VS User manual

CHESTER
CHESTER DB8VS User manual

CHESTER
CHESTER CONQUEST SUPER LATHE User manual

CHESTER
CHESTER Craftsman User manual

CHESTER
CHESTER Crusader Deluxe Lathe User manual

CHESTER
CHESTER Centurion Series User manual

CHESTER
CHESTER 920 User manual






















