POMEMBNO
Ta navodila za uporabo so napisana za izkušene uporabnike. Pred uporabo aparata jih natančno
preberite. Če nimate dovolj znanja in izkušenj v zvezi s funkcijami in varno uporabo aparata, se
obrnite na našega strokovnjaka. Aparat lahko postavijo in vzdržujejo samo za to šolane osebe in
vsi, ki so ta navodila natančno prebrali in tudi razumeli. V primeru, da imate še vprašanja v zvezi s
postavitvijo ali uporabo, se obrnite na servisni oddelek proizvajalca.
OPOZORILO
Naprave za elektroobločno varjenje, ki so izdelek DAIHEN VARSTROJ, ustrezajo zahtevam standarda
ISO/ EN 60974-10 za elektromagnetno kompatibilnost (ta standard velja le za naprave za elktroobločno
varjenje). Uporabnik je dolžan napravo priključiti in uporabljati po navodilih proizvajalca. V primeru, da se
ugotovi, da varilna naprava povzroča elektromagnetne motnje, je uporabnik dolžan najti ustrezno tehnično
rešitev s pomočjo proizvajalca.
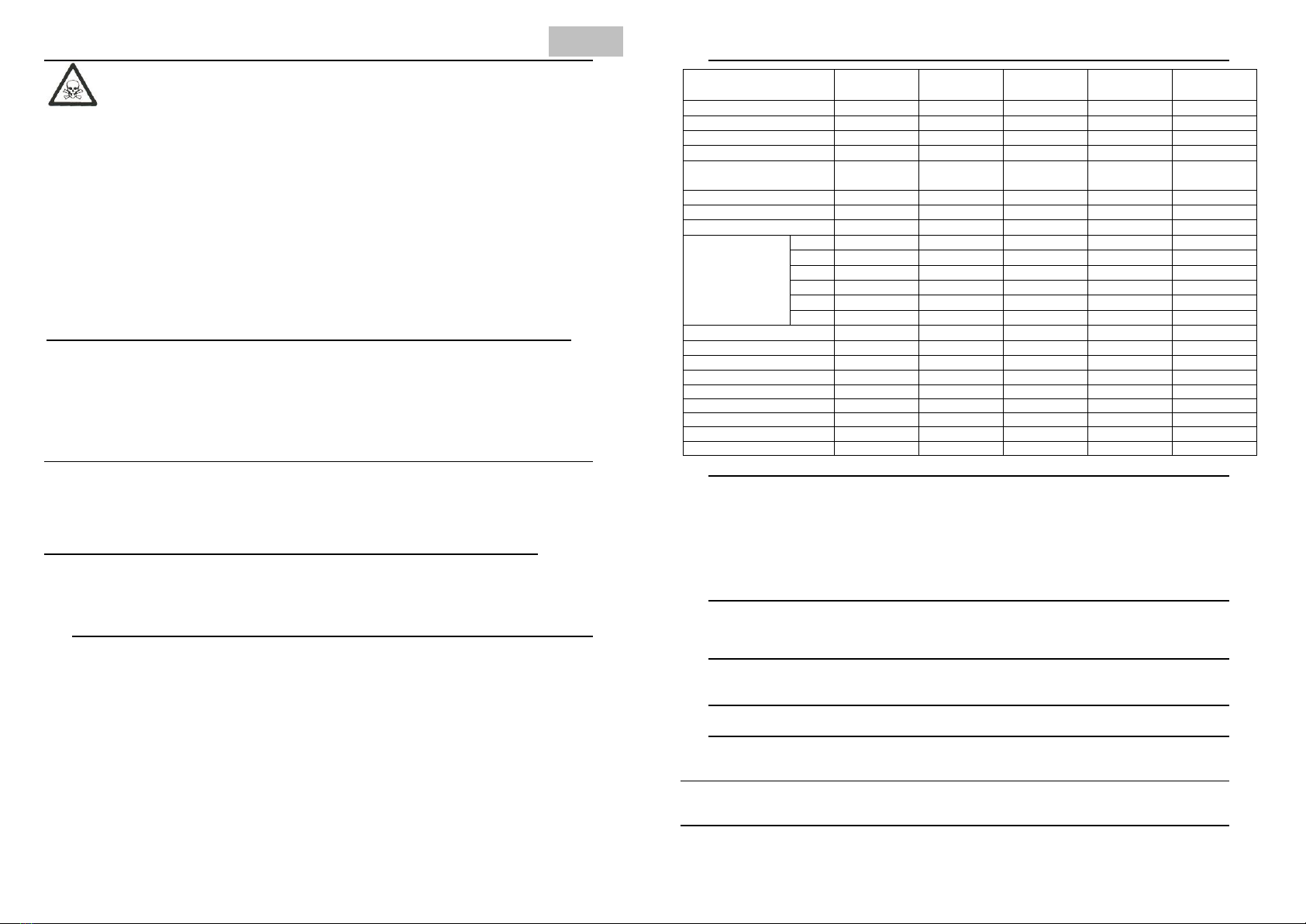
Napotki za ocenitev vpliva na okolico
Pred priključitvijo naprave mora uporabnik preveriti možne posledice elektromagnetnih motenj v
okolici in posebej paziti na:
Druge električne vodnike, telekomunikacijske vodnike, ki se nahajajo pod, nad ali poleg naprave
Avdio-vizualne naprave (radio, TV, itn…)
Računalnike in druge tehnične naprave
Varnostne naprave in sisteme
Zdravje prisotnih ljudi, npr. osebe s srčnimi spodbujevalniki, osebe s slušnimi aparati,…
Naprave za kalibriranje in merjenje
Na odpornost na motnje pri ostalih napravah v okolici. Uporabnik se mora prepričati, da so tudi
ostale naprave, ki se uporabljajo v okolici elektromagnetno kompatibilne, sicer so potrebni dodatni
zaščitni ukrepi.
Dele dneva, ko se uporablja varilna naprava
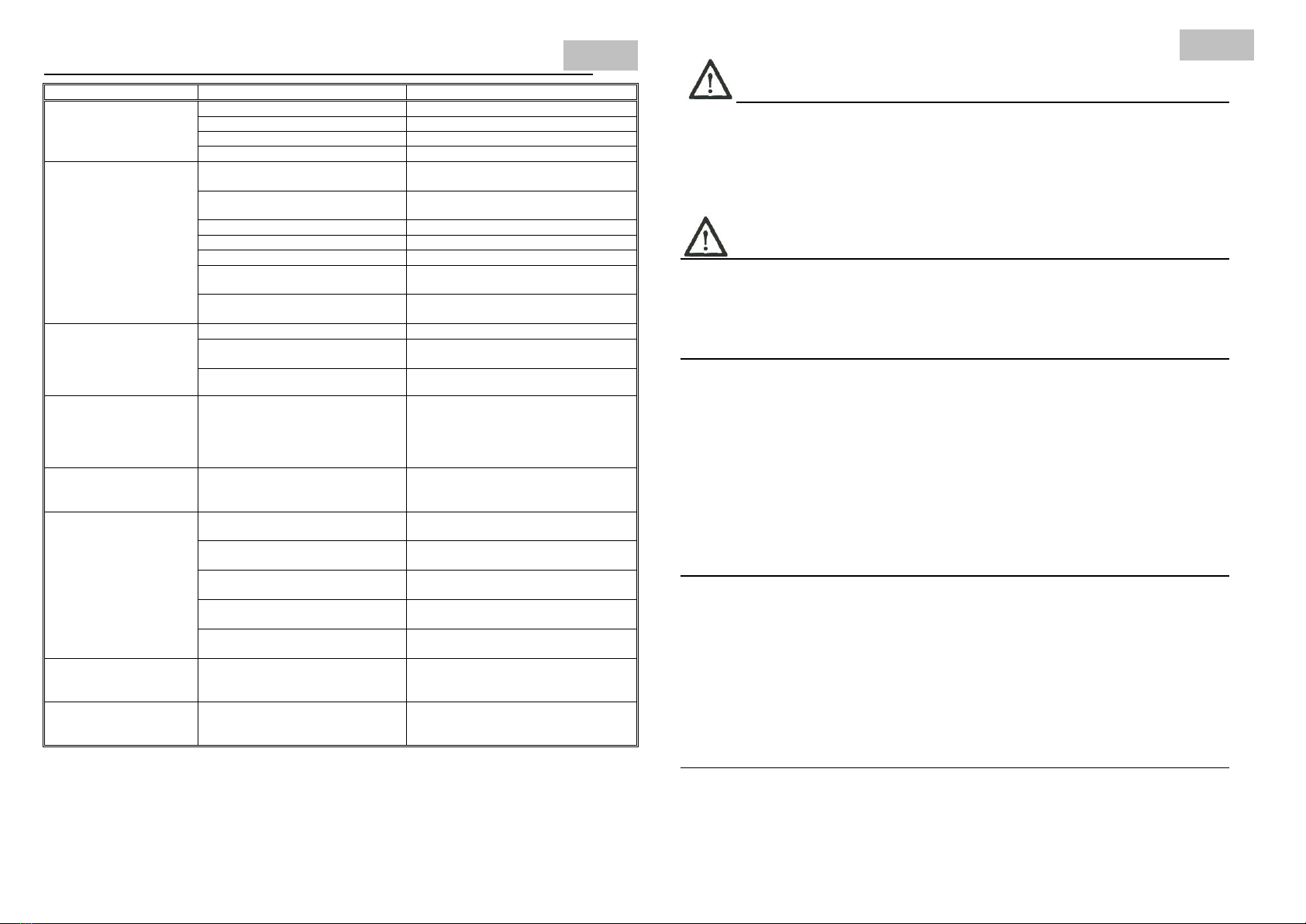
Priporočila za zmanjšanje vpliva na okolico
Vgradnja filtra na napajalni vodnik varilne naprave
Uporaba napajalnih kablov z zaščitnim opletom
Redno vzdrževanje varilne naprave
Ohišje varilnega aparata mora biti med uporabo zaprto (stranice in pokrovi morajo biti nameščeni in
privijačeni)
Varilni kabli morajo biti čim krajši
Ozemljitev varjenca
1. PREDPISI ZA PREPREČEVANJE NESREČ
Uporaba varilnih aparatov in varjenje samo ogroža uporabnikovo, in tudi zdravje drugih oseb.
Vsak uporabnik aparata mora zato brezpogojno prebrati in si zapomniti predpise za preprečevanje
nesreč. Radi bi Vas opozorili, da premišljena in strokovna uporaba aparata ob upoštevanju vseh
predpisov nudi največjo varnost proti vsem vrstam nesreč. Pri priključitvi in uporabi aparata je
potrebno upoštevati naslednje predpise:
1.1. Priključitev varilnega aparata
V ta namen upoštevajte naslednje:
1. Priključitev in vzdrževanje aparata se mora izvesti v skladu s predpisi za preprečevanje nesreč, ki
veljajo v uporabnikovi državi.
2. Stanje priključnega kabla in dovod do vtičnice preglejte in morebitne poškodbe odstranite.
Električne naprave preglejte v rednih presledkih. Uporabljajte kable z zadostnim presekom.
3. Kabel za maso pritrdite na varjenec čim bliže delovnemu območju. Njegova priključitev na nosilec
gradbene konstrukcije ali daleč od delovnega območja vodi do izgube energije in eventualno do
razelektrenja. Uporabljeni kabli ne smejo ležati v bližini verige, dvižne vrvi, električnih vodov ali jih
križati.
4. Izogibajte se uporabi aparata v mokrih prostorih. Okolica delovnega območja, kakor tudi drugi
aparati v njem in aparat sam, morajo biti suhi. Morebitno izlitje vode takoj odpravite. Ne škropite
aparata z vodo ali s kakšno drugo tekočino.
5. Preprečite direkten ročni dotik ali dotik mokrega oblačila s kovinskimi deli, ki so pod napetostjo.
Prepričajte se, da so rokavice in varnostna oblačila suha!
6. Pri delu v vlažnih prostorih ali na kovinski površini uporabljajte izolacijske rokavice in varnostne
čevlje (z gumijastim podplatom).
7. Aparat pri vsaki prekinitvi, tudi pri nenadnem izpadu elektrike, izklopite. Nenamerni masni kontakt
lahko povzroči nevarnost požara s pregretjem. Vklopljen aparat ne puščajte brez nadzora.
1.2 Zaščita oseb
S primernimi ukrepi je osebna zaščita varilca in tretjih oseb pred žarki (UV), hrupom, vročino in
plinskimi škodljivimi snovmi, nastalimi pri varjenju, zagotovljena. Ne izpostavljajte se brez maske
in primerne obleke vplivom obloka in žareče kovine. Varilna dela, ki se izvajajo brez upoštevanja
teh predpisov, lahko povzročijo resne zdravstvene posledice.
1. Nosite naslednjo zaščitno obleko: delovne rokavice - odporne proti ognju; debelo srajco z dolgimi
rokavi; dolge hlače brez zavihkov in visoke zaprte čevlje. To varuje kožo pred oblokom in pred
žarečo kovino. Razen tega je obvezna tudi uporaba kape ali čelade (za zaščito las).
2. Oči zavarujte z zaščitno masko z zadostno zaščitno stopnjo (vsaj NR10 ali višja). Ustrezno
velja za obraz, ušesa in vrat. Osebe, ki so v prostoru kjer se vari, je treba seznaniti s škodljivimi vplivi
varjenja na zdravje ljudi.
3. V delovnem območju nosite naušnike za zaščito pred hrupom, ki se širi pri varjenju.
4. Predvsem za ročno ali mehansko odstranjevanje žlindre so priporočena zaščitna očala s stranskimi
loputami. Žlindra je ponavadi zelo vroča in pri odbijanju daleč odleti. Pri tem je treba paziti tudi na
zaščito oseb v delovnem območju.
5. Varilno območje je potrebno zavarovati z negorečim zidom, saj lahko žarčenje, iskrice in žlindra
ogrožajo osebe v bližini. V neposredni bližini varilnega mesta ne sme biti lahko vnetljivih snovi,
hlapljivih tekočin ali plinov. Prostor v katerem varimo naj ima odsesovalne in/ali prezračevalne
naprave za odvajanje varilnih plinov.
1.3 Preprečevanje požara in žlindre
Žareča žlindra in iskrice (pršeča talina) predstavljajo požarne vzroke. Požare
in eksplozije lahko preprečimo, če se držimo naslednjih predpisov:
Odstranite vnetljive predmete oz. jih pokrijte z negorljivim materialom. K tem vnetljivim
predmetom spadajo: les, žagovina, oblačila, laki in topila, bencin, kurilno olje, zemeljski plin,
acetilen, propan in podobne vnetljive snovi.
1. Tudi po tem, ko se zbiralniki in vodi temeljito izpraznijo, je previdnost pri varjenju zelo priporočena.
2. Za preprečevanje požarov imejte pripravljeno gasilno opremo, npr. gasilni aparat, vodo, pesek, itd.
3. Ne varite ali režite na zaprtih posodah ali cevnih vodih.
4. Ne varite na odprtih posodah ali cevnih vodih, ki še vsebujejo snovi ali ostanke, ki pod vplivom
visokih temperatur predstavljajo požarno nevarnost.