General Information
Introduction .....................................................................1
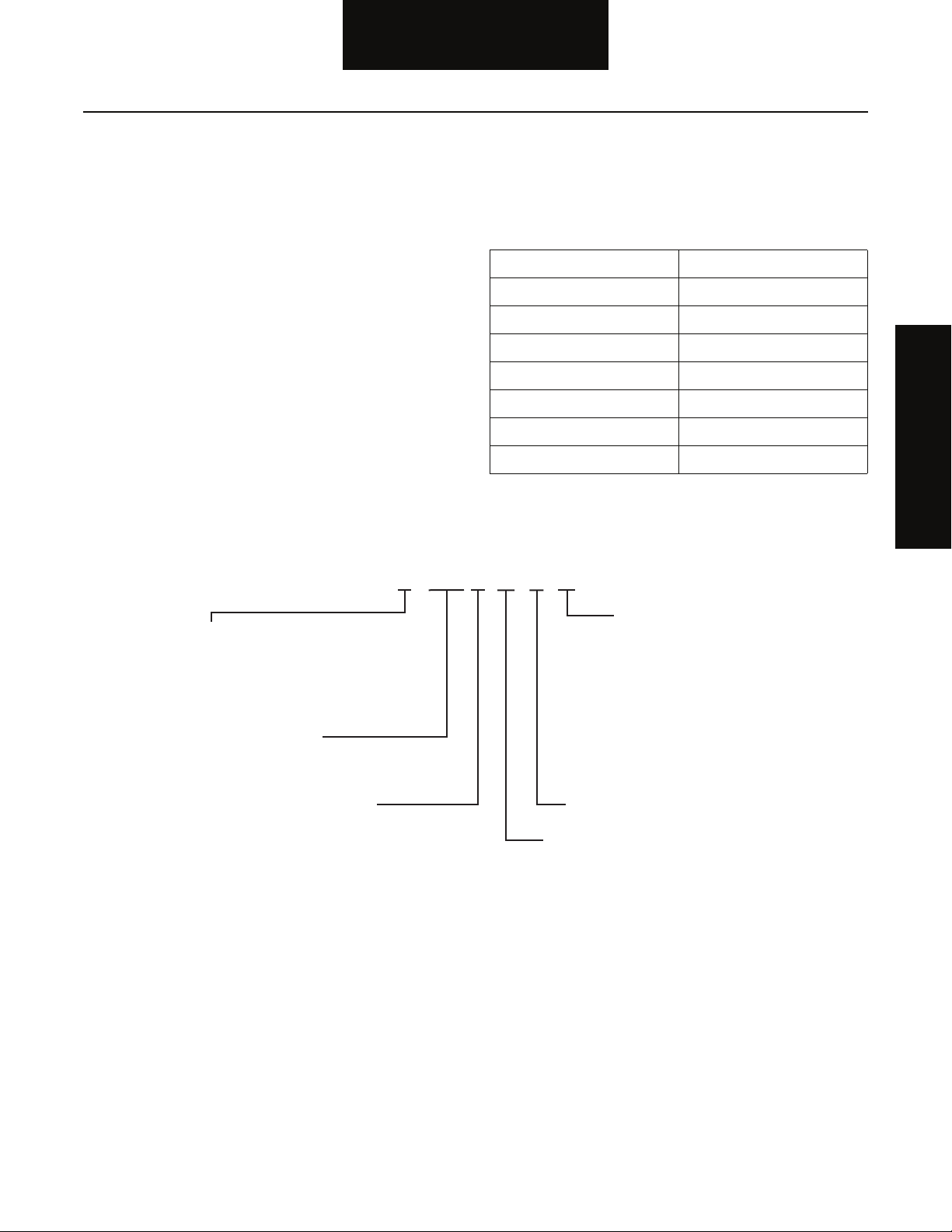
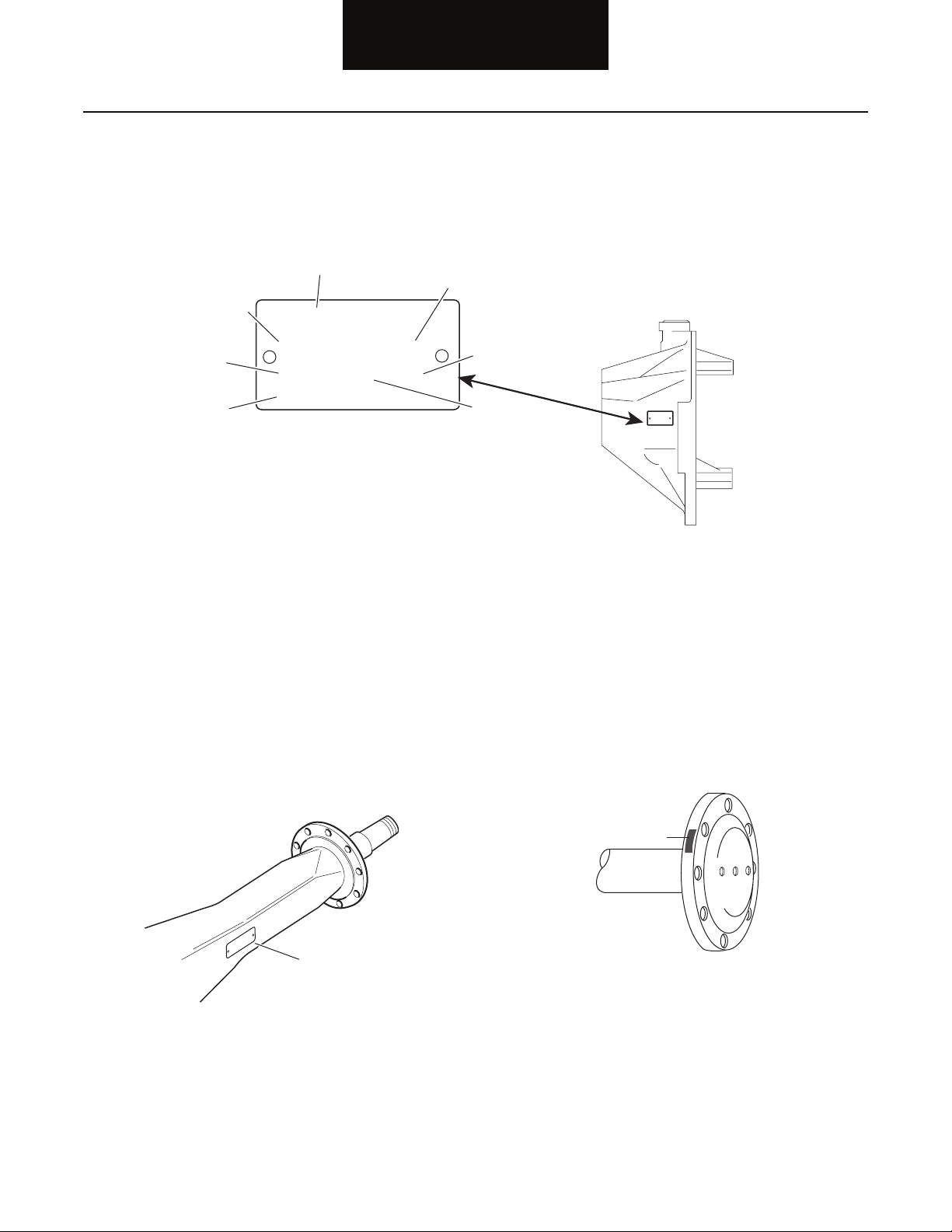
Model Identification ..................................................... 2-3
Failure Analysis ...........................................................4-5
Inspection........................................................................6
Differential Carrier Assembly - Parts................................7
Remove Differential Carrier..........................................8-9
Install Differential Carrier...............................................10
Remove Wheel Differential (All Standard Models) ..........11
Pinion Removal .........................................................12-13
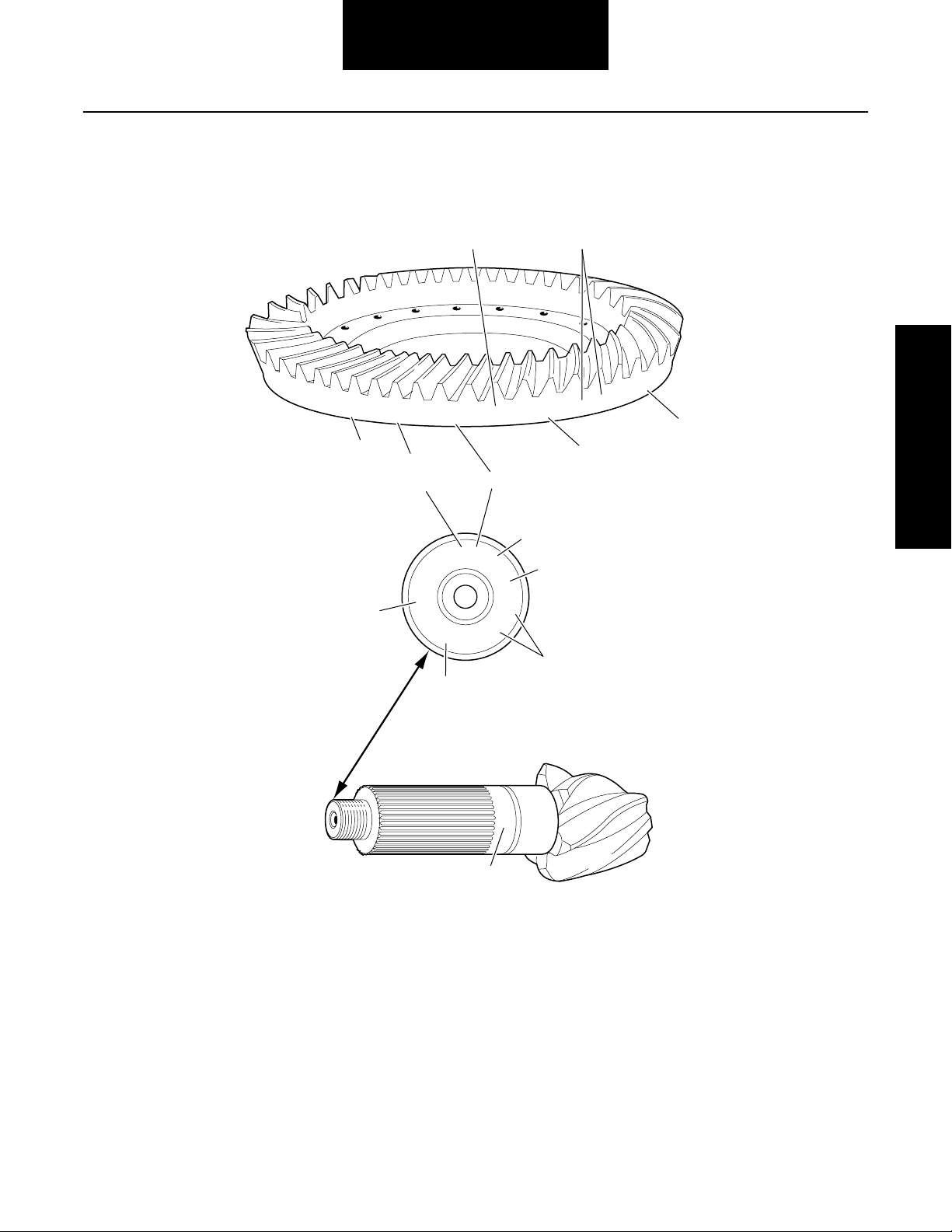
Pinion Assembly - Parts Exploded View .........................14
Drive Pinion Overhaul and Assembly.........................15-19
Wheel Differential - Parts Exploded View...................... 20
Wheel Differential Disassembly - Before July 2013
Forward Carrier Assembly .................................. 21-22
Wheel Differential Assembly -
Forward Carrier Assembly .................................. 23-24
Install Wheel Differential Assembly -
Forward Carrier Assembly .................................. 25-29
Wheel Differential Disassembly - After July 2013
Forward Carrier Assembly .................................. 30-31
Wheel Differential Assembly -
Forward Carrier Assembly .................................. 32-34
Install Wheel Differential Assembly -
Forward Carrier Assembly .................................. 35-37
Adjust Tooth Contact Position ..................................38-39
Wheel Differential Lock - Parts Exploded View.............. 40
Install and Adjust Wheel Differential Lock ......................41
Housing and Output Shaft Assembly -
Parts Exploded View.................................................42
Replace Seal............................................................43-44
Service Kit.................................................................... 45
Housing Breather.......................................................... 46
Wheel End Seal - Parts Exploded View ..........................47
Remove and Overhaul Wheel End Seal.......................... 48
Adjust Wheel Bearing...............................................49-50
Verify Wheel Endplay Procedure ....................................51
Lubricate Wheel End................................................ 52-53
General Lubrication Information.................................... 54
Lube Change Intervals .................................................. 55
Change Lube ................................................................ 56
Standpipes .............................................................. 57-58
Proper Vehicle Towing....................................................59
Power Divider Operation
(Power Flow and Torque Distribution) .................60-61
Operate Wheel Differential Assembly.............................62
Direct Driver-Controlled System.................................... 63
Wheel Differential Lock............................................64-65
Pinion Assembly - Parts Exploded View ........................ 66
Wheel Differential -
Parts Exploded Views ...............................................67
Wheel Differential Lock Assembly -
Parts Exploded Views .............................................. 68
Housing and Output Shaft Assembly -
Parts Exploded View................................................ 69
Fastener Torque Specifications ......................................70