7
8 Series
Maintenance
WARNING
!
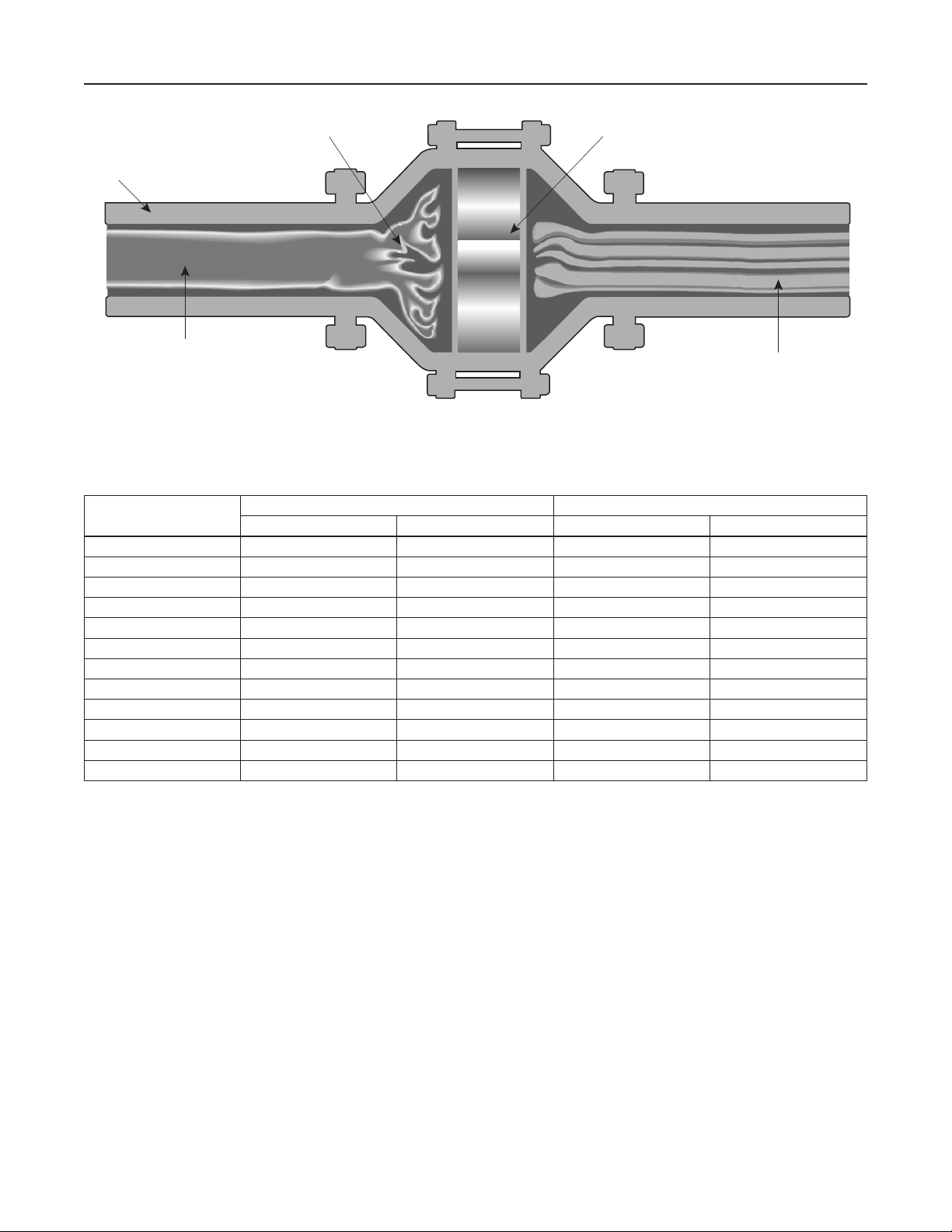
Flame cells must be inspected for
damage immediately following a
deagration and/or stabilized burn.
1. Carefully remove the element assembly from
the arrestor and place it on a soft surface such
as plywood.
2. Inspect the ame cell visually for any signs of
corrosion or other damage.
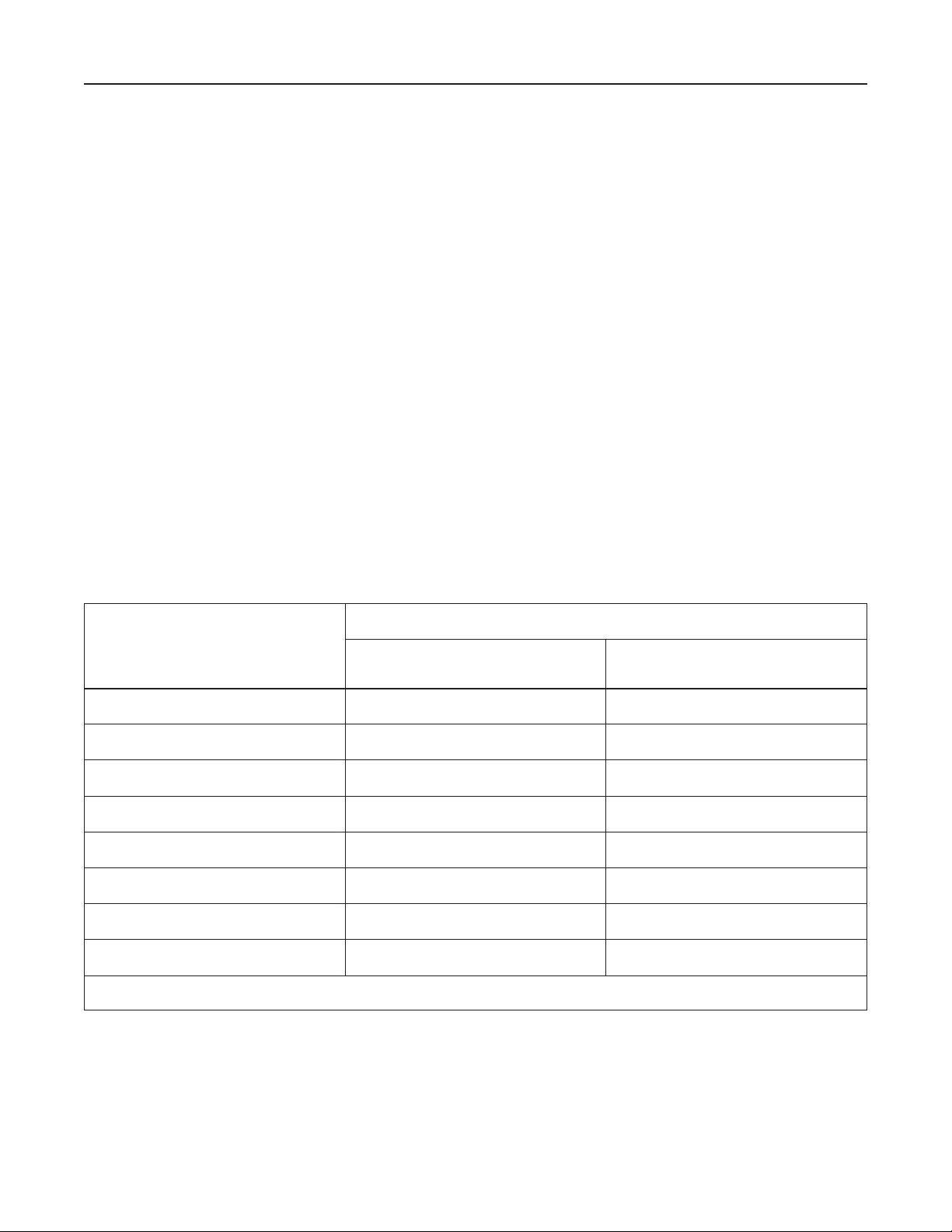
3. Inspect the ame cell with a calibrated pin gauge
to ensure maximum crimp size openings do not
exceed the following values for their respective
gas group:
• Explosion Group D – 0.062 in. / 1.57 mm
• Explosion Group C – 0.038 in. / 0.965 mm
• Explosion Group B – 0.017 in. / 0.432 mm
4. If any damage is noted, or crimp openings
exceed maximum size allowable, replace the
element assembly.
5. Keep the element openings clean to prevent
loss of efciency in absorbing heat. Remove the
element assembly and clean the elements to
prevent the openings from becoming clogged
with particulate matter. Clean the element with a
suitable cleaning media (solvent, soap, water, or
steam) then blow dry using compressed air. Be
careful not to damage or dent the cell openings
as this would hamper the effectiveness of the unit.
Do not clean the arrestor elements by rodding to
remove blockages, as this practice will damage
the elements and seriously impair the arrestor’s
performance. If the arrestor element cannot be
cleaned satisfactorily, replace it.
6. For best cleaning results, use a high pressure
sprayer with spray wand (1500 to 3000 psig /
103 to 207 bar) to clean the entire element
surface. Hold the spray nozzle perpendicular
to the surface being cleaned to maximize spray
media penetration into the element. Alternately
spray each side of the element surface until clean.
7. The cleaning interval should be governed by the
amount and type of particulate in the system to
which it is installed and must be determined by
the user. To determine the maintenance interval
the user should check the element in the rst few
months of operation to nd how quickly particulate
accumulates in the cells.
8. After cleaning, thoroughly inspect the element for
damage. If damaged, replace it.
Note
Under no circumstance should the
element bank be disassembled from its
shell for cleaning or replacement. The
element section must be replaced as a
complete assembly.
Cleaning of units equipped with this
system may be accomplished in several
ways including periodic cleaning using
manually operated valves, by use of
an automated cycle timing method,
or by having the cleaning operation
initiated whenever the pressure loss
across the arrestor element exceeds a
predetermined value.
Element Assembly, Disassembly and
Reassembly Instructions
WARNING
!
Isolate gas supply and bring system
to atmospheric pressure to prevent
ignitable gas from ashing while
performing maintenance.
1. Loosen all jacking (inside) nuts on tension studs
between conical sections of the ame arrestor.
2. Tighten the inside jacking nuts on the tension
studs forcing the two conical sections apart. When
the two ange faces have separated, remove the
tension studs that do not have inside jacking nuts,
so that the element assembly can be removed.
The inside jacking nuts are installed on all tension
studs that facilitate jacking the unit apart. The
inside jacking nuts are not installed on tension
studs that are taken out, for ease of removal.