SETTING –UP PRODEDURE
1. Set the MIAN SWITCH to position “ON”.
2 .Press the button of START/STOP to make the
lamp light
3 .Set the SEAL TIMER .The digital readout 5
shows the value of the seal time (see page 5)
Press the choosing key the second time. 5 will
flash. Then using or to adjust the time to
suitable value. Pull the leading edge of the film
into the chamber and cross the sealing blade.
close the hood and check if the film cuts and
seals cleanly. If not , increase the setting of the
SEAL TIMER until a good seal and clean cut
are obtained. Always set this timer at lowest
value where good sealing occurs .
4 Set machine in “SEAL&SHRINK” mode .
the digital readout 5(see page 5)will show the
preset temperature .Press the choosing key the
first time ,5will flash ,Then using or to
adjust the temperature to suitable setting for
your
film-usually 03-05 for PVC film07-09for POF
films Operating experience will soon tell you
the optimum for the film you use.
You are told about the preset temperature as
following:
00- the temperature is 0℃
01- the temperature is 102℃
02- the temperature is 114℃
03- the temperature is 126℃
N- the temperature is 90+12×N℃
5. The digital readout5 (see page5)show the
preset magnet closed time. Press the choosing key
the fourth time,5 will flash , The using or to
adjust the time. Next, close the hood , the magnets
will clamp the hood whilst the fans circulate
heated air. The hood whilst the fans
circulate heated air. The hood will open
automatically when the sequence is finished.
Again, operating experience will quickly show
Whether longer or shorter magnet/shrink cycle
Times are required to successfully shrink wrap
Your produces.
6 Press the choosing key the third time
(see page5) 5 will flash, Then
using or to adjust the cooling time:
show:00 means :sealing and shrinking is
working at the same time.
show 0 1means :starting shrinking immediately
after sealing
show N (2≤N≤9)means: when the sealing is
finished, start shrinking after
(N-1) seconds(cooling time).Operating
experience will soon tell you the shrink
mode(cooling time) for the film you use
The REEL and FILM DIVIDING TABLE slide
forwards and backwards to suit the size of film
and product being used. The WIRE
PRODUCT TRAY can be raised or lowered
inside the chamber using the hooks at the
back and the 2 screws at the front. The tray
should normally be positioned so that the
seal appears about half-way up the side of
the product
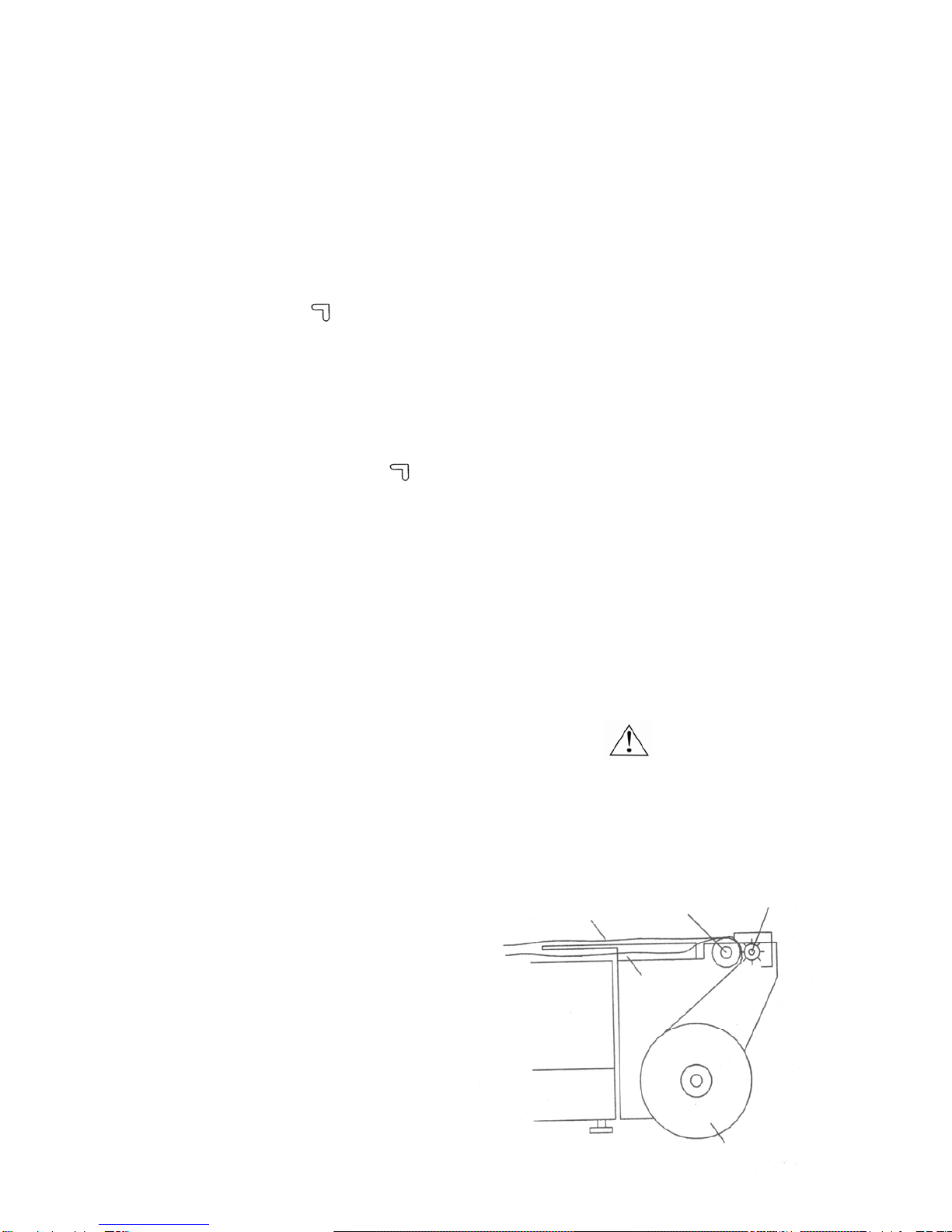
Micro Switch StrikerAdjustment
The adjustable pin which operates the
machine micro-switch has been pre-set and
its adjustment locked by means of two nylon
nuts. If for any reason this adjustment should
be lost or altered during operation then the
striker should be reset GENTLY to strike the
micro-switch, IF THE MICRO-SWITCH
STRICKER IS SET TOO LOW IT WILL
DAMAGE THE OPERATING
MICRO-SWITCH