Far Tools ML 400B User manual

114070-D-20120201 ©FAR GROUP EUROPE
www.fartools.com
FR
EN
Metal lathe( Original version translation )
Tour à métaux ( Version originale )
Professional Machine
ML 400B
114070-Manual-D.indd 1 24/02/12 8:58:07

©FAR GROUP EUROPE
Huile / Oil : SAE 30-50
Après 20 jours d’utilisation / After 20 days of using.
Ajout d’huile tous les six mois ( après nettoyage ) / Re-adding every 6 months ( must be
cleaned first )
L’adjonction d’huile ne doit pas dépasser les 2/3 de la jauge / The oil adding level
souldn’t be higher than 2/3 of the oil gauge.
TRANSPORT ET STOCKAGE
Faites attention durant le transport ou le levage de la machine, laissez cette activité à
du personnel qualifié.
Pendant le chargement / déchargement de la machine attention à ne pas coincer
quelqu’un avec la machine.
Ne pas passer en dessous de la machine lorsqu’elle est soulevée par une grue ou un
palan.
Protéger de l’humidité et des chocs.
La machine doit être stockée dans des températures comprises entre 5 °C et 45 °C.
LUBRIFICATION / LUBRIFICATION
01 17 16 15
18 14 03
114070-Manual-D.indd 2 24/02/12 8:58:08

©FAR GROUP EUROPE
LUBRIFICATION PAR GRAISSEUR À BILLE
A l’aide d’une burette à embout rigide, graissez régulièrement les points équipés d’un
graisseur à bille
LUBRIFICATION DES ZONES NON PROTÉGÉS
A l’aide d’un pinceau huilé, badigeonnez les zones telles que vis mère, glissières, banc
en fonte...
AVANT TOUTE UTILISATION
Laissez tourner le tour à vide pendant 5 à 10 minutes afin de permettre la lubrification
des pignonages de la boite de vitesse.
MAINTENANCE
Pendant l’emploi, le tour devra être soumis à un entretien périodique, afin de ne pas
compromettre son rendement ou sa durée de vie.
Après les 20 premiers jours d’exercice, il faudra vidanger l’huile de la boite ( s’effectue à
l’aide d’une seringue non fournie ). Le remplissage s’effectue la trappe 01 en haut de la
machine au dessus du moteur.
Le niveau visuel se trouve sous le mandrin ( il doit toujours être à la moitié )
La vidange devra ensuite être effectuée tous les trois mois environ ( suivant la fréquence
d’utilisation )
Avant de commencer une séance de travail, il faudra lubrifier la machine selon ses exi-
gences de lubrification.
ATTENTION:
Le niveau de l’huile dans la boite du mandrin doit être contrôlé régulièrement.
RÈGLES SPÉCIFIQUES DE SECURITÉ
1- Toujours enlever la clé du madrin,
2- N’utilisez pas de vêtement amples,
3- Utilisez toujours des lunettes de protection,
4- Avant de remplacer les outils de travail ou d’effectuer le changement de vitesse ou
d’avance, il faut arrêter le moteur, débrancher la fiche et attendre l’arrêt du mandrin,
5- Fixation de la pièce: fixer soigneusement la pièce avant de mettre le tour en marche,
6- Arrêt du tour: il faut arrêter le tour avant d’effectuer des mesures sur la pièce.
7- Freinage: le freinage de la pièce ou du mandrin est dangereux
8- Elimination des copeaux: il ne faut jamais éliminer les copeaux avec les mains, il faut
le faire à l’aide d’un crochet.
114070-Manual-D.indd 3 24/02/12 8:58:08

©FAR GROUP EUROPE
114070-Manual-D.indd 4 24/02/12 8:58:09

©FAR GROUP EUROPE
DEPLACEMENT ET RÉGLAGE DU CHARIOT TRANSVERSAL
114070-Manual-D.indd 5 24/02/12 8:58:10

©FAR GROUP EUROPE
DEPLACEMENT ET RÉGLAGE DE LA CONTRE-POINTE
114070-Manual-D.indd 6 24/02/12 8:58:11

©FAR GROUP EUROPE
Matière / Material
Outil coupant / Cutting tool
Acier rapide /
Steel
Carbure / Carbide
Acier / Steel
Doux /Soft 30-40 daN/mm230-40 m.min-1 140-300 m.min-1
40-50 daN/mm228-34 m.min-1 130-280 m.min-1
Demi dur /
Half hard
50-60 daN/mm223-30 m.min-1 100-240 m.min-1
60-70 daN/mm220-25 m.min-1 85-200 m.min-1
Dur / Hard 70-80 daN/mm217-22 m.min-1 70-160 m.min-1
80 daN/mm2-> 12-15 m.min-1 60-120 m.min-1
Laiton / Brass 40-65 m.min-1 300-600 m.min-1
Bronze 26-33 m.min-1 270-500 m.min-1
Bronze phosphoreux / phosphorous 18-24 m.min-1 250-400 m.min-1
Aluminium / Aluminum 120-165 m.min-1 800-1300 m.min-1
Cuivre / Copper 90-125 m.min-1 600-900 m.min-1
Fonte / Cast iron 15-25 m.min-1 30-100 m.min-1
N = 1000 x V
π x D
N : Vitesse de rotation ( tr.min-1 ) / Rotation speed ( rpm ).
V : Vitesse de coupe ( m.min-1 ) / Cutting speed ( m.min-1 ).
D : Diametre de la pièce ( mm ) / Workpiece diameter ( mm ).
Expl : Alu ø 40 mm.
N = 1000 x 120
π x 40
N = 955
40 mm
CHOIx DES VITESSES / SPEED CHOOSING
Le choix de la profondeur de passe et de la vitesse d’avance doit être basée sur la matière
de la pièce, le type de l’outil et le niveau de l’opérateur.
The cutting depth and feeding speed choosing shoud be based on the workpiece, the
tool and the operate level of user.
En alésage, la vitesse doit être diminuée de 10 à 20 %
Speed using on hole cutting must be lowered from 10 to 20 %
114070-Manual-D.indd 7 24/02/12 8:58:12

©FAR GROUP EUROPE
Combinaison de pignons pour chariotage / filetage
Choix des vitesses d’entrainement
114070-Manual-D.indd 8 24/02/12 8:58:12

©FAR GROUP EUROPE
AFFUTAGE DES OUTILS
Note: Le touret à meuler est l’outil idéal pour cette opération. Le trouret à meuler peut
être équipé d’une meule verte ( carbure de silicium vert ) spécialement étudié pour af-
fûter les outils carbure.
Ne jamais chauffer le carbure et le faire refroidir régulièrement dans l’eau
Toujours détalonnner la partie support plaquette carbure sur une meule à ébarber.
Les carbures métalliques
ATTENTION: Toujours porter des lunettes de protection lors de l’affûtage.
( Agglomérés de cobalt, de tungstène, de titane, de bore )
Ces carbures, obtenus par un traitement thermique spécial appelé frittage, sont utilisés sous forme
de plaquettes ou «mises». Ces dernières sont rapportées sur le corps de l’outil et fixées par brasage
à l’aide d’une poudre spéciale à braser
OUTILS DE TOUR pastillés de carbure métallique
a, angle de dépouille.
Angles caractéristiques: b, pente d’affûtage.
(a+b+d=90°) d, angle tranchant.
Valeurs des angles a et b
Métaux et alliages à
usiner
Résistance R
kg/mm2
Angle de
dépouille a
Pente d’affûtage
b
Acier
jusqu’à 50 kg 6° 22 à 25°
50 à 60 kg 6° 18 à 20°
60 à 70 kg 6° 15 à 18°
70 à 80 kg 5° 12 à 15°
80 à 95 kg 5° 10 à 12°
Fonte grise 6° 8 à 10°
Bronzes divers 7° 5 à 6°
Aluminium 8° 25 à 30°
Brise copeaux ( Fig.2 ): Pour l’usinage des aciers seulement, on pratique, sur la face d’attaque de
l’outil un affûtage approprié. La longueur l du brise copeaux varie suivant la nature de l’acier et
suivant la charge de passe:
Pour acier jusqu’à 50 kg/mm2.............. l= 3,5 mm
Pour acier de 55 à 75 kg/mm2.............. l= 3,0 mm
Pour acier de 80 à 95 kg/mm2.............. l= 2,5 mm
Remarque. La profondeur ou hauteur du brise copeaux ne varie pas, elle est de 0,5 mm ( environ ).
114070-Manual-D.indd 9 24/02/12 8:58:14

©FAR GROUP EUROPE
LES DIFFERENTES OPERATIONS DE TOURNAGE
a/ Consiste à enlever de la matière sur la face de la pièce,
b/ Serrer la pièce dans le mandrin, toujours prendre le même carré de serrage des mors.
Ne pas faire dépasser la pièce plus de 2 fois son diàmètre (tournage en l’air),
c/ Positionner la pointe de l’outil, parfaitement dans l’axe de la pièce (pour cela utiliser
des cales de tôles à placer sous le corps de l’outil),
d/ Mettre en marche la machine en ayant auparavant réglé le nombre de tours par mi-
nute.
e/ Tangenter l’outil sur la face de la pièce, reculer l’outil, prendre une profondeur de
passe de 0,5 à 1 mm maxi en tournant la manivelle 17 du chariot longitudinal, puis avan-
cer vers le centre de la pièce en tournant la manivelle 18 du chariot transversal d’une
allure régulière.
f/ Ne jamais démonter la pièce si elle doit faire l’objet d’une reprise,
g/ Si possible, lubrifier à l’aide d’une boite contenant de l’huile soluble et de l’eau à
l’aide d’un pinceau.
a/ il consiste à enlever de la matière sur le diamètre de la pièce,
b/ Utiliser un outil couteau, positionner la pointe de l’outil, parfaitement dans l’axe de
la pièce,
c/ Mettre en marche la machine pour une avance automatique en ayant auparavant ré-
glé le nombre de tours par minute et l’avance.
LE DRESSAGE
LE CHARIOTAGE
N = 1000 x V
π x D
N = 1000 x V
π x D
ATTENTION: Toujours porter des lunettes de protection et enlever les co-
peaux avec un crochet, jamais avec les mains
114070-Manual-D.indd 10 24/02/12 8:58:14

©FAR GROUP EUROPE
Exemple:
Avance de 0,2 mm par tour: Pignon A=24, B=120, D=60, levier N° 3 sur position II,
d/ Tangenter l’outil sur le diamètre de la pièce. Reculer l’outil vers la droite afin d’echap-
per à la pièce. Prendre une profondeur de pénétration de 0,5 mm.
10 divisions au vernier = 1 mm de diamètre.
Embrayer l’avance AUTO à l’aide du levier N° 3 .
e/ Debrayer au moment voulu (longueur désirée). Attention tenir compte de l’inertie.
f/ Reculer l’outil et le dégager vers la droite,
g/ Arrêter la machine et prendre la côte.
Opération nécessaire avant de faire un alésage. Elle s’effectue à l’aide d’un forêt. Il y a
deux types de forets comme décrits ci-dessous. Se reporter au tableau pour des explica-
tions plus détaillées.
Cylindre ou conique:
- Cylindre: pour les forets de diamètre allant de 0,5 à 13 mm et se fixant dans un mandrin
autoserrant.(option 111482)
- Conique: pour les forets de gros diamètre et se fixant directement dans le cône morse
de la poupée mobile,
a/ Positionner le foret conique dans le cône de la poupée mobile, s’assurer auparavant
que le foret est bien affuté,
b/ Mettre en marche la machine après avoir réglé le nombre de tours par minute,
c/ Rapprocher la contre pointe de la pièce, bloquer celle-ci (levier 16),
d/ Puis avancer le foret en tournant la manivelle 15 de façon régulière.
ATTENTION: Veillez à ne pas taper l’outil dans les mors.
Si la pièce et trop longue, il est necessaire de mettre la contre pointe équi-
pée d’une pointe tournante.
Le port des lunettes est obligatoire.
Enlever les copeaux toujours avec un crochet, jamais avec les mains
ATTENTION: Il est conseillé de lubrifier avec de l’huile soluble et de me-
langer avec de l’eau à l’aide d’un pinceau. Pour les perçages de grande
longueur, il est conseillé de débourrer de temps en temps. Avant tout per-
çage faire un centre à l’aide d’un foret à centrer monté dans le mandrin
auto serrant.
LE PERCAGE
114070-Manual-D.indd 11 24/02/12 8:58:15
©FAR GROUP EUROPE
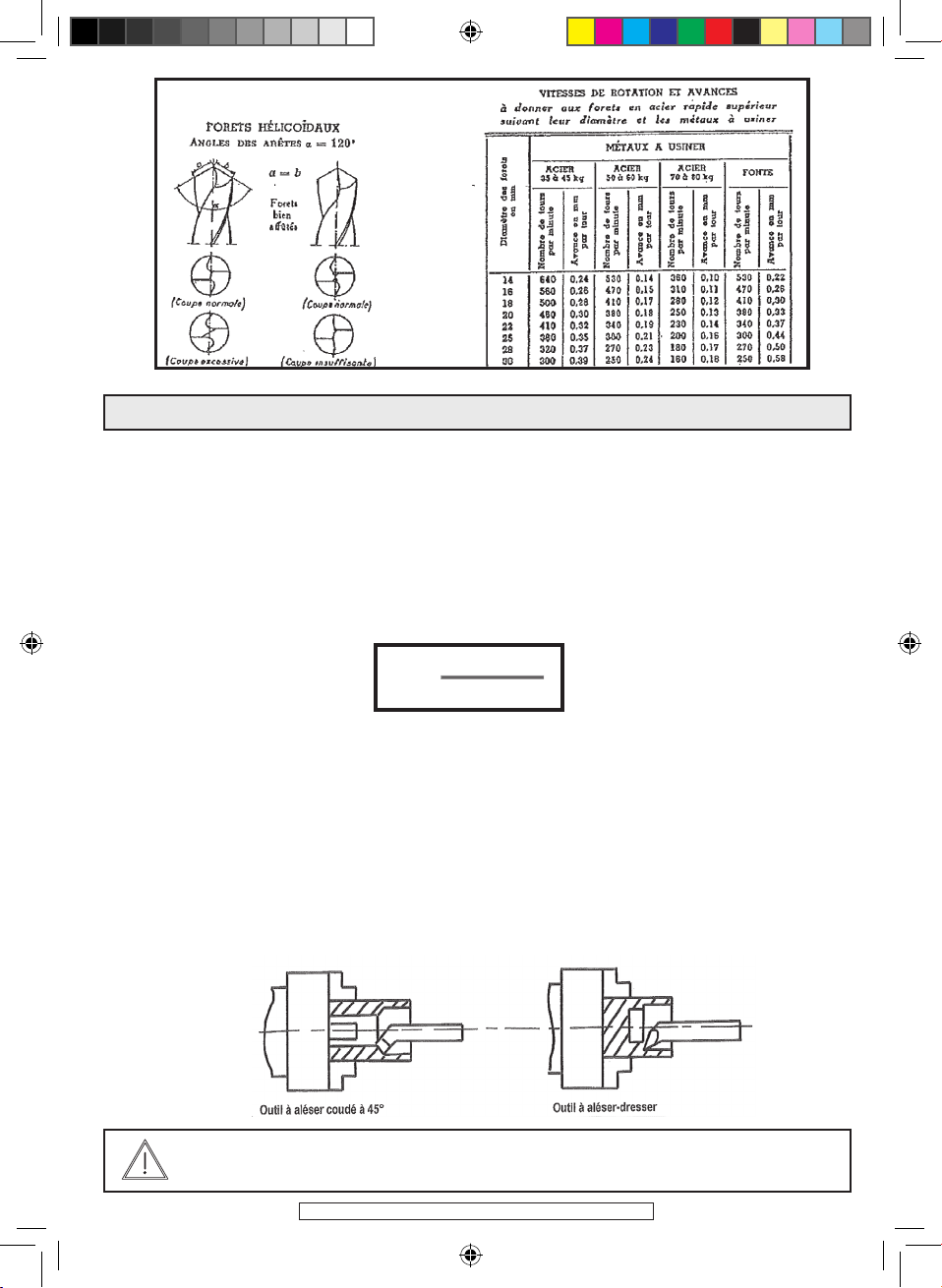
L’ ALESAGE
a/ Consiste à enlever de la matière dans un trou pour agrandir celui ci afin d’obtenir un
bon etat de surface,
b/ Utiliser un outil à aléser coudé à 45° pour un alésage d’un trou débouchant ou execu-
ter un chamfrein ou encore utiliser un outil à aléser-dresser pour un alésage d’un trou
borgne, mettre l’outil à hauteur (toujours à l’aide de cales) de l’axe ou un peu au dessus
du centre de la pièce,
c/ Mettre en marche la machine pour une avance automatique, en ayant auparavant
réglé le nombre de tours par minute et l’avance.
Exemple:
Avance de 0,25 mm/ tour: Pignon A=30, B=120, D=60, Levier 3 sur la position II,
d/ Tangenter l’outil sur la face de la pièce en tournant la manivelle 17. faire un repère sur
le vernier, puis tangenter à l’intérieur du trou de la pièce en tournant la manivelle 14.
ATTENTION au sens anti horaire, faites un repère sur le vernier.
e/ Dégager l’outil de la pièce à l’aide de la manivelle17. prendre une profondeur de
passe de 1 mm au diamètre (10 divisions du vernier de la manivelle 14), puis avancer
régulièrement à l’aide de la manivelle 17 ou en automatique en actionnant le levier 2.
Dans le cas d’un alésage débouchant (pour aléser une longueur de 10 mm), faites faire
10 tours au vernier de la manivelle 17 à partir de l’endroit ou vous avez fait un repère.
f/ Dégager l’outil puis prendre la côte.
N = 1000 x V
π x D
ATTENTION: Toujours porter des lunettes de protection et enlever les co-
peaux avec un crochet, jamais avec les mains
114070-Manual-D.indd 12 24/02/12 8:58:15

©FAR GROUP EUROPE
LE TRONÇONNAGE
LE FILETAGE EXTERIEUR ET INTERIEUR
a/ Consiste à couper une pièce qui à déjà été perçée et alé-
sée pour en obtenir une entretoise ou rondelle,
b/ Utiliser un outil à tronçonner. Mettre la pointe de l’outil
à hauteur de l’axe (toujours à l’aide de câles) ou un peu en
dessous du centre de la pièce,
c/ Mettre en marche la machine en ayant auparavant réglé
le nombre de tours par minute,
d/ Décaler votre outil vers la gauche (manivelle 17) en contrôlant au réglet la distance
entre la face de la pièce et le coté droit de votre outil. S’arrêter dès que vous obtenez la
distance désirée et ajouter à celle ci 1 mm pour effectuer une reprise de la face.
e/ Avancer manuellement et régulièrement l’outil à l’aide de la manivelle 14. Il est
conseillé de lubrifier (huile soluble et eau) à l’aide d’un pinceau. Dès que l’outil débou-
che dans l’alésage, reculer et dégager vers la droite.
Désignation: Les filetages sont désignés par le symbole M, suivi du diamètre et du pas en
mm, séparé par le signe de la multiplication.
Exemple: M 30 x 3,5 ou M 30 pour un filatage de diamètre 30 au pas de 3,5 mm
Les filetages normalisés sont:
Le filetage exterieur:
L’angle d’affutage du profil de l’outil, pour un filetage métrique, est de 60°,
L’angle d’affûtage du profil de l’outil pour un filetage WHITWORTH ( pas anglais ) est
de 55°,
PRATIQUE DU FILETAGE TRIANGULAIRE
Pénétration des outils
Pénétration normale (Fig. ci-dessous).
L’orientation des outils et l’angle d’affûtage de leur pro-
fil 60° ou 55° sont réalisés à l’aide de calibres d’angle.
Position des outils en hauteur. Rigoureusement dans
l’axe des pointes (axe de la pièce).
Diamètre nominal M Pas usuel P (mm)
M 3 0,6
M 4 0,7
M 5 0,8
M 6 1
M 8 1,25
M 10 1,50
M 12 1,75
M 14 2
M 16 2
M 18 2,5
M 20 2,5
M 22 2,5
M 24 3
M 27 3
M 30 3,5
N = 1000 x V
π x D
114070-Manual-D.indd 13 24/02/12 8:58:15

©FAR GROUP EUROPE
L’alignement de l’outil par rapport à la pièce s’effectue à l’aide d’un calibre d’angle ap-
pelé aussi sardine.
Ce calibre d’angle est utile pour contrôler l’affûtage de l’outil.
1/ Une fois l’outil correctement affûté et aligné, régler le nombre de tours par minute,
qui va être beaucoup moins rapide que le nombre de tours théorique, (50% moins vite
environ )
Exemple:
Pour un M 20 x 2,5 , acier demi-dur=30
Pour un filetage on tournera à 220 tr/min
2/ Puis on va régler le pas en changeant les pignons. Pour un pas de 2,5 mm on va choisir
en A=60dents, en B=120 dents et en D=24 dents et on va positionner le levier 3 en I ,
3/ Avant de commencer l’usinage, il faut calculer la profondeur de pénétration de l’outil
en utilisant cette formule:
Exemple:
Pour un pas de 2,5 mm: 0,61x2,5=1,525 mm au rayon
4/ Sortir suffisamment la pièce du mandrin lors de l’exécution d’un filetage afin d’em-
pêcher une collision entre l’outils à fileter et les mors du mandrin ( le mandrin n’etant
pas freiné ).
La technique pour arrêter le filetage est tout d’abord de couper le moteur et de dégager
l’outil rapidement.
5/ Mettre en marche. Tangenter l’outil sur la pièce. Celle-ci est au diamètre nominal 20.
Pour un filetage de M 20x2,5mm, faire une marque au crayon sur le vernier. Dégager
l’outil à droite au sortant de la pièce.
- Prendre une profondeur de passe de 0,5 mm ( pour la première passe seulement ), soit
10 divisions au vernier. Arrêter la machine. Enclencher le levier 2 ( Embrayage de la vis
mère ),
- Lubrifier la pièce avec de l’huile de coupe.
- Démarrer et mettre une main sur la manivelle 14 pour dégager l’outil lorsque celui-ci
est arrivé à la longueur voulue du filetage, puis placer l’autre main sur le bouton d’arrêt
du moteur.
Faire une marche arrière pour reculer l’outil en position de départ, et reprendre une
passe de 0,25 (5 divisions au vernier en plus des 10 divisions prises lors de la 1ère passe),
- Recommencer l’opération 6 fois pour arriver à la profondeur de passe théorique de
1,525.
- Après la passe finale, refaire une passe à vide pour récupérer la flexion outil pièce,
- Reculer la contre pointe et essayer le filetage avec un ecrou de 20 pas de 2,5.
Pdp = 0,61 x P
N = 1000 x 30 = 477 tr/ min
π x 20
ATTENTION: Ne pas debrayer le levier 2 car on risque de ne plus retomber
dans le pas lors de la passe suivante.
114070-Manual-D.indd 14 24/02/12 8:58:15

©FAR GROUP EUROPE
Filetage intérieur:
- Pour le filetage intérieur, la vitesse reste la même pour un diamètre équivalent,
- Le réglage des pignons est le même. Toutefois, il faut calculer le diamètre d’alésage et
la profondeur de pénétration. Pour celà il faut utiliser les formules suivantes:
L’autre main reste placée sur le bouton d’arrêt de la machine.
Serrer la pièce dans le mandrin
Aléser au diamètre de 17,3 mm,
Monter et positionner rigoureusement l’outil en le sortant de 2 fois la longueur à usiner,
car là aussi il n’y a pas de frein à pied,
Mettre en marche, tangenter l’outil sur l’alésage,
Dégager l’outil vers la droite en sortant de la pièce,
Prendre une profondeur de passe de 0,5 mm, ( pour la première passe seulement ) soit
10 divisions au vernier,
Arrêter la machine, enclencher le levier 2 ( Embrayage de la vis mère ),
Lubrifier la pièce avec de l’huile de coupe,
Démarrer et mettre une main sur la manivelle 14 pour dégager l’outil ( une fois arrivé à
la longueur voulue du filetage ou à la sortie de l’alésage pour un filetage débouchant
).
DIAMETRE D’ALESAGE POUR UN FILETAGE DE:
M 20 X 2,5 =
D - ( 1,08 x P ) =
20 - ( 1,08 x 2,5 ) = 17,3
PROFONDEUR DE PENETRATION POUR UN PAS
DE 2,5 MM:
0,577 X P
0,577 X 2,5 = 1,3925 au rayon
ATTENTION: Pour dégager l’outil tourner la manivelle dans le sens horaire
pour un filetage interieur.
114070-Manual-D.indd 15 24/02/12 8:58:15

©FAR GROUP EUROPE
ATTENTION: Ne jamais débrayer le levier 2 tant que le filetage n’est pas
terminé.
Pour recaler l’outil en position de départ, on inverse le sens du mandrin et on recom-
mence plusieurs passes de 0,25 mm afin d’arriver à la cote finale de 1,3925 mm,
Essayer la vis M 20 x 2,5 avant de débrayer la vis mère levier 2.
On utilise le montage mixte quand la pièce, serrée dans le mandrin sort de celui-ci de
plus de 2 fois son diamètre.
Serrer la pièce dans le mandrin
Exécuter un trou de centre à l’aide d’un foret à centrer,
Puis mettre la contre pointe (114317), le montage est rigide et on peut usiner en toute
sécurité.
On utilise le montage entre pointes pour exécuter des axes nécessitant une parfaite
concentricité entre tous les diamètres. Pour celà il est necessaire de percer un trou de
centre aux deux extrémités de l’axe à usiner.
Ensuite, il faut démonter le mandrin et monter la pointe sèche et placer la pièce à usiner
entre la pointe sèche et la pointe tournante (114317). L’entrainement se fera à l’aide
d’un toc
MONTAGE MIXTE
MONTAGE ENTRE POINTE
LES AUTRES MODES DE TOURNAGE
114070-Manual-D.indd 16 24/02/12 8:58:16

©FAR GROUP EUROPE
On utilise la lunette à suivre pour l’usinage d’axes de grande longueur et quand il est
possible d’utiliser la contre pointe. La lunette à suivre se fixe sur le chariot longitudinal et
les patins en laiton ou roulement à bille se positionnent à l’opposé de l’outil. Celà evite
les vibrations ( donc bonne qualité d’usinage ).
On utilise la lunette fixe pour l’usinage d’axes de grande longueur et ou l’on ne peut pas
utiliser la contre pointe ( alésage, filetage )
La lunette fixe est fixé sur le banc entre le mandrin et le chariot porte outil.
MONTAGE AVEC LUNETTE A SUIVRE ( OPTION 114300)
MONTAGE AVEC LUNETTE FIXE ( OPTION 114320)
114070-Manual-D.indd 17 24/02/12 8:58:16

©FAR GROUP EUROPE
X
Lire les instructions avant usage : Внимательно прочитайте следующие инструкции :
X
Read the instructions before use : Kullanmadan talimatlari okuyunuz :
Vor Einsatz des Geräts Anweisung lesen : Pozorně si přečtěte následující pokyny :
Léase las instrucciones antes de usar : Pred použitím si precítajte pokyny :
Leggere le istruzioni prima dell’uso : יפוליח םרז
Ler as instruções antes da utilização : .مادختسالا لبق تاميلعتلا أرقا
Lees voor het gebruik de instructies : használat elott olvassuk el az utasítást :
: Pred uporabo preberite ustrezna navodila :
Zapoznać sięz instrukcją przed użyciem : Прочетете указанията за употреба :
Lue ohjeet ennen käyttöä : Enne kasutamist lugege instruktsiooni
Läs anvisningarna före användning : Prieš naudojimą perskaityti instrukciją
læs instruktionerne før brug izlasīt instrukcijas pirms lietošanas
Înainte de utilizare, cititi instructiunile :
Conformité européenne соответствие европейским стандартам:
X
Conforms to EC standards : Avrupa uygunluk :
CE-Konformität : evropská shoda :
Cumple con las directivas CE : európska dohoda :
Conforme alle norme CE : םייפוריאהםינקתל המאתה
Conforme às normas CE : .ةيبوروألا تافصاوملل قباطم
Voldoet aan de EG-normen : evropska ustreznost :
európai megfelelőség :
Zgodność z normami CE : Съответствие с европейските норми :
EU-standardien mukainen : Euroopa Liidu vastavusmärk
EU-standardien mukainen : Europinių normų atitikima
Overholder EU standarderne : Atbilstība Eiropas standartiem
Conform cu normele europene:
Danger : Опасно :
X
Danger : Tehlike :
Gefahr : Nebezpečí :
Peligro : Nebezpečenstvo :
Pericolo : .הנכס
Perigo : .رطخ
Gevaar : Veszély :
: Nevarnost:
Niebezpieczńestwo : Опасност :
Vaara : Oht
Fara : Pavojus
Fare : Bīstamība
Pericol :
114070-Manual-D.indd 18 24/02/12 8:58:17

©FAR GROUP EUROPE
Porter une protection auditive: наденьте средства звуковой защиты:
X
Wear hearing protective equipment: İşitsel koruma aleti takın:
Gehörschutz tragen: Používejte ochranu sluchu:
Llevar puesta una protección auditiva: Noste ochranné slúchadlá:
Portare una protezione uditiva: העימש תנגה ביכרה ל שי
Utilizar uma protecção auditiva: .جيجضلا ضض ةذوخ سبل
Draag gehoorbeschermers: Viseljen fülvédőt
Nositi zašito ušes:
Zakładać słuchawki ochronne Да се използва слухови защитни средства:
Käytä kuulosuojaimia: Kandke kõrvakaitset
Bär hörselskydd: Nešioti apsaugą nuo triukšmo
Der skal benyttes høreværn: valkāt dzirdes aizsarglīdzekli
Purtaţi căşti de protecţie auz:
Porter un masque anti-poussière: Наденьте респиратор :
X
Wear a dust mask : Toza karşı maske takın :
Staubschutzmaske tragen : Používejte masku proti prachu :
Llevar puesta una careta de protección contra el polvo : Noste ochrannú masku proti prachu :
Indossare una mascherina anti-polvere : נא לחבוש מסכה נגד אבק.
Utilizar uma máscara anti-poeira : .رابغلل ضاضم عانق سبل
Draag een stofmasker : Viseljen porvédő maszkot
χρήση προστατευτική µάσκα :Nositi zaščitno masko proti prahu:
Zakładać maskę przeciwpyłową Да се използва защитна маска :
Käytä pölysuojust : Kandke tolmumaski.
Bär mask mot damm : Dėvėti respiratorių
Der skal benyttes beskyttelsesmaske mod støv: Valkāt aizsarg masku pret putekļiem
Purtaţi mască anti-praf :
Porter des lunettes de sécurité : Наденьте защитные очки :
X
Wear protective eyewear : Güvenlik gözlükleri takın :
Schutzbrille tragen : Používejte bezpečnostní brýle :
Llevar puestas gafas protectoras : Noste ochranné okuliare :
Portare de gli occhiali di sicurezza : נא להרכיב משקפי בטיחות.
Utilizar óculos de segurança : .ةياقو تاراظن لَمح
Draag een veiligheidsbril : Viseljen védőszemüveget :
: Nositi zaščitna očala :
Zakładać okulary ochronne :Да се използват защитни очила :
Käytä suojalaseja : Kandke kaitseprille
Använd skyddsglasögon :Nešioti apsauginius akinius
Der skal benyttes sikkerhedsbriller : Valkāt aizsargbrilles
Purtaţi ochelari de protecţie :
114070-Manual-D.indd 19 24/02/12 8:58:18

©FAR GROUP EUROPE
Niveau de puissance acoustique : уровень мощности звука :
117 dB (A)
Acoustic power level : Akustik basınç seviyesi :
Schallleistungspegel : Hladina zvukového výkonu:
Nivel de potencia acústica : Hladina zvukového výkonu:
Livello di potenza acustica: .יטסוקא חוכ תמר
Nível de potência acústica: .جيجضلا ىوتسم
Niveau akoestisch vermogen : a hangnyomás szintje :
: Nivo akustične jakosti :
Poziom mocy akustycznej : Равнище на вибрации :
Käytä suojalaseja : Helivõimsuse nivoo
Ljudstyrkenivå : Triukšmo lygis
Lydstyrke : Akustiskās jaudas līmenis
Nivel putere acustică :
NIVEAU SONORE D’EMISSION: A VIDE
Pression acoustique LpA poste opérateur 103 dB
Incertitude 3
Puissance acoustique LWA 117 dB
Incertitude 3
Valeurs déterminées suivant le code d’essai de l’annexe B de la norme EN 61029-1 avec emploi des normes de base ISO 11201 et ISO
3744.
Les niveaux de pression acoustique obtenus in situ dépendent:
- Des niveaux réels de la machine considérées, en prenant en compte les incertitudes déclarées;
- Du local et de l’installation de la machine. Préférez une pièce dont l’acoustique est plus feutrée. Evitez les pièces vide à grande réson-
nance. Placez vous auprès d’une fenètre le cas échéant.
- Des outils montés, des pièces travaillées, des réglages choisis,...
Niveau de pression acoustique : Уровень акустического давления. :
103 dB (A)
Acoustic pressure level : Akustik basınç seviyesi :
Schalldruckpegel : Hladina akustického tlaku :
Nivel de presión acústica : Hladina akustického tlaku :
Livello di pressione acustica : .יטסוקא ץחל תמר
Nível de pressão acústica : .يعمسلا طغضلا ىوتسم
Niveau akoestische druk : A hangnyomás szintje :
: Nivo akustičnega pritiska:
Poziom mocy akustycznej : Равнище на акустично налягане :
Käytä kuulosuojaimia: Helirõhu nivoo
Ljudtrycksnivå : Akustinio spaudimo lygis
Lydtryk : Akustiskā spiediena līmenis
Nivel presiune acustică :
114070-Manual-D.indd 20 24/02/12 8:58:18
Table of contents
Other Far Tools Lathe manuals







Popular Lathe manuals by other brands

Jet
Jet JWL-1640EVS Operating instructions and parts manual

Grizzly
Grizzly G0492 owner's manual

CHESTER U.K.
CHESTER U.K. Cobra instruction manual

Mestra
Mestra R-100277 manual

Central Machinery
Central Machinery CENTRAL MACHINERY 65345 Set up and operating instructions

Clarke
Clarke CWL460 Operation & maintenance instructions











