Hikari HX8V Serles User manual

V1.00
系列
Serles
HX8V
超高速线张力自平衡电脑包缝机
COMPUTERIZED STEPPER DRIVE INTELLIGENT
SUPER - HIGH SPEED OVERLOCK SEWING MACHINE

-1-/31
目 录
一、显示及操作界面.............................................................................2~3
二、用户区参数的修改.............................................................................4
三、自动/半自动模式的修改....................................................................4
四、剪线模式的修改................................................................................. 4
五、抬压脚模式的修改.............................................................................4
六、转速的修改......................................................................................... 5
七、布料选择模式及光眼值校正.............................................................5
八、停针位选择......................................................................................... 5
九、快捷恢复参数................................................................. .. .................5
十、操作参数说明表................................................................. .......6~9
十一、电控相关的要求及操作使用注意事项……………………10~15

-2-/31
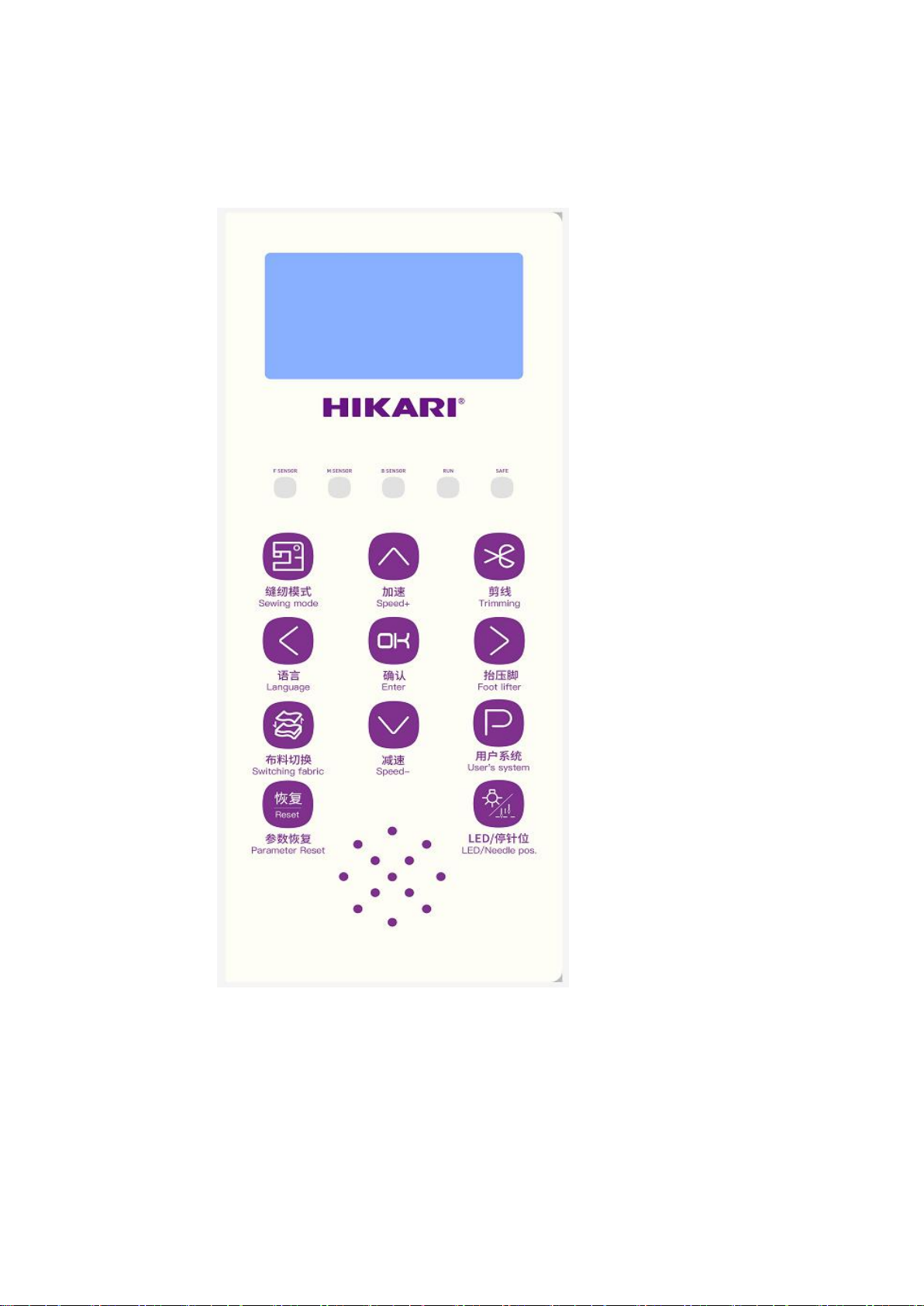
一、显示及操作界面
-3-/31
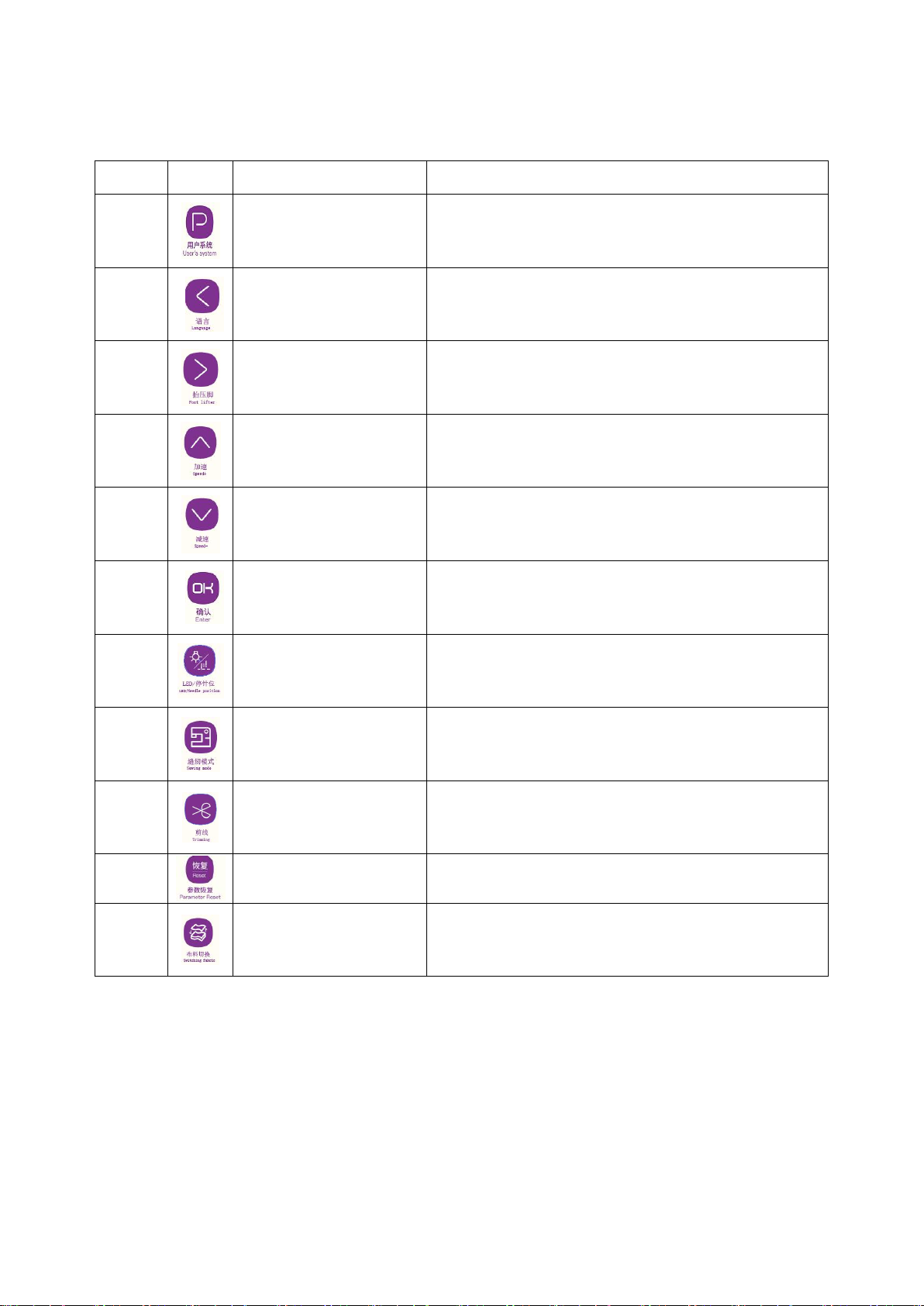
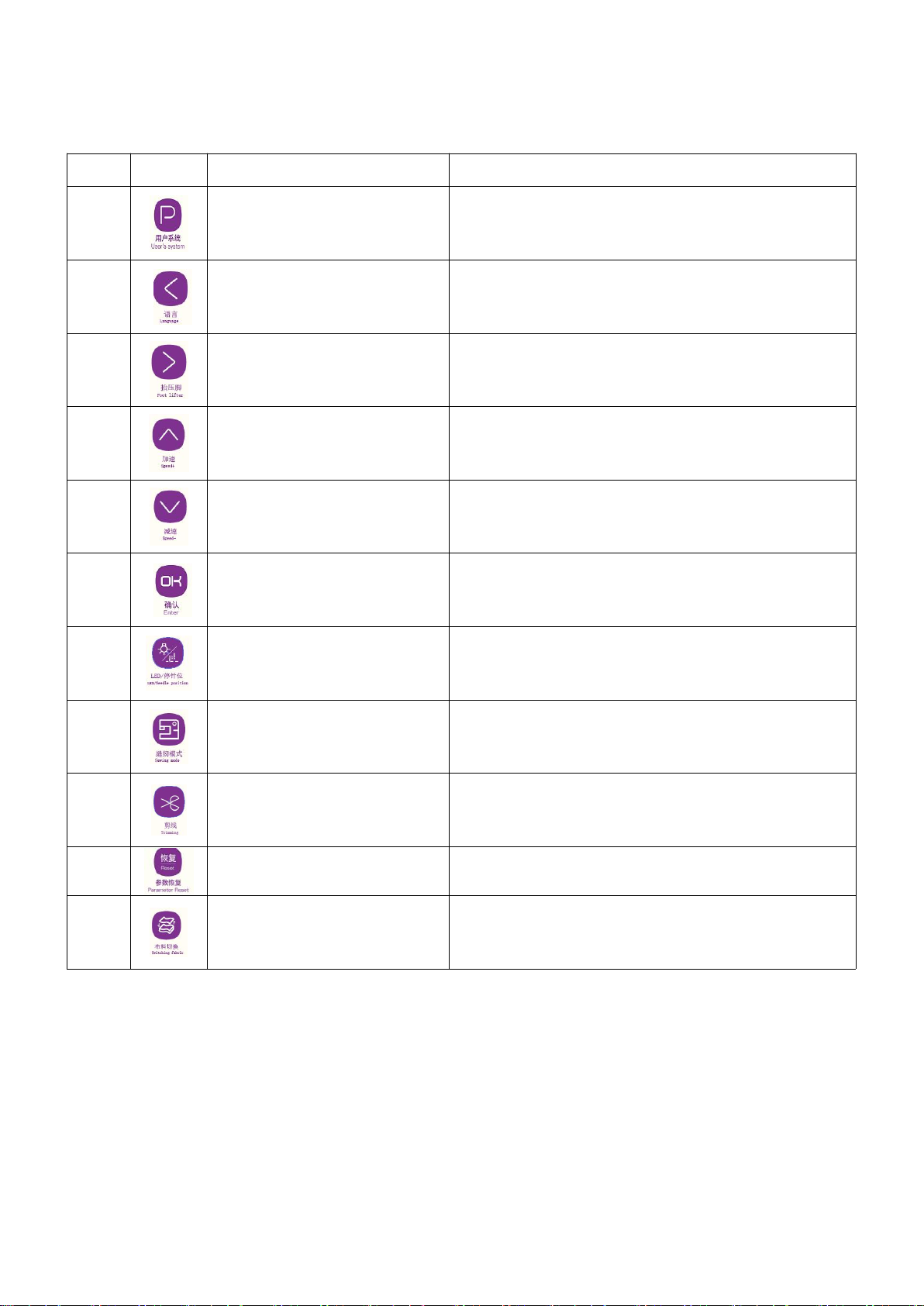
序号
图标
说明
备注
1
用户参数设定键
点按为退出参数的快揵;长按为设值参数的快揵
2
语言切换键和左移键
点按语言切换;左移动光标;
3
抬压脚快键和右移键
点按为压脚模式切换,长按为抬压脚参数调整;右移动
光标;
4
速度加速键和上移键
点按为速度加;参数项加和参数值加;
5
速度减速和下移键
点按为速度减;参数项减和参数值减;
6
确认键
修改参数值确认
7
LED 亮度调整和停针位
选择
点按为 LED 亮度加;长按为停针位选择
8
缝纫模式转换键
点按为缝纫模式切换键
9
剪线模式调整键
点按为剪线模式切换;长按为剪线参数调整
10
恢复键
长按 3秒恢复用户参数
11
布料切换键
点按为选择布料的快揵;双击为光眼值查看和粗调
-4-/31
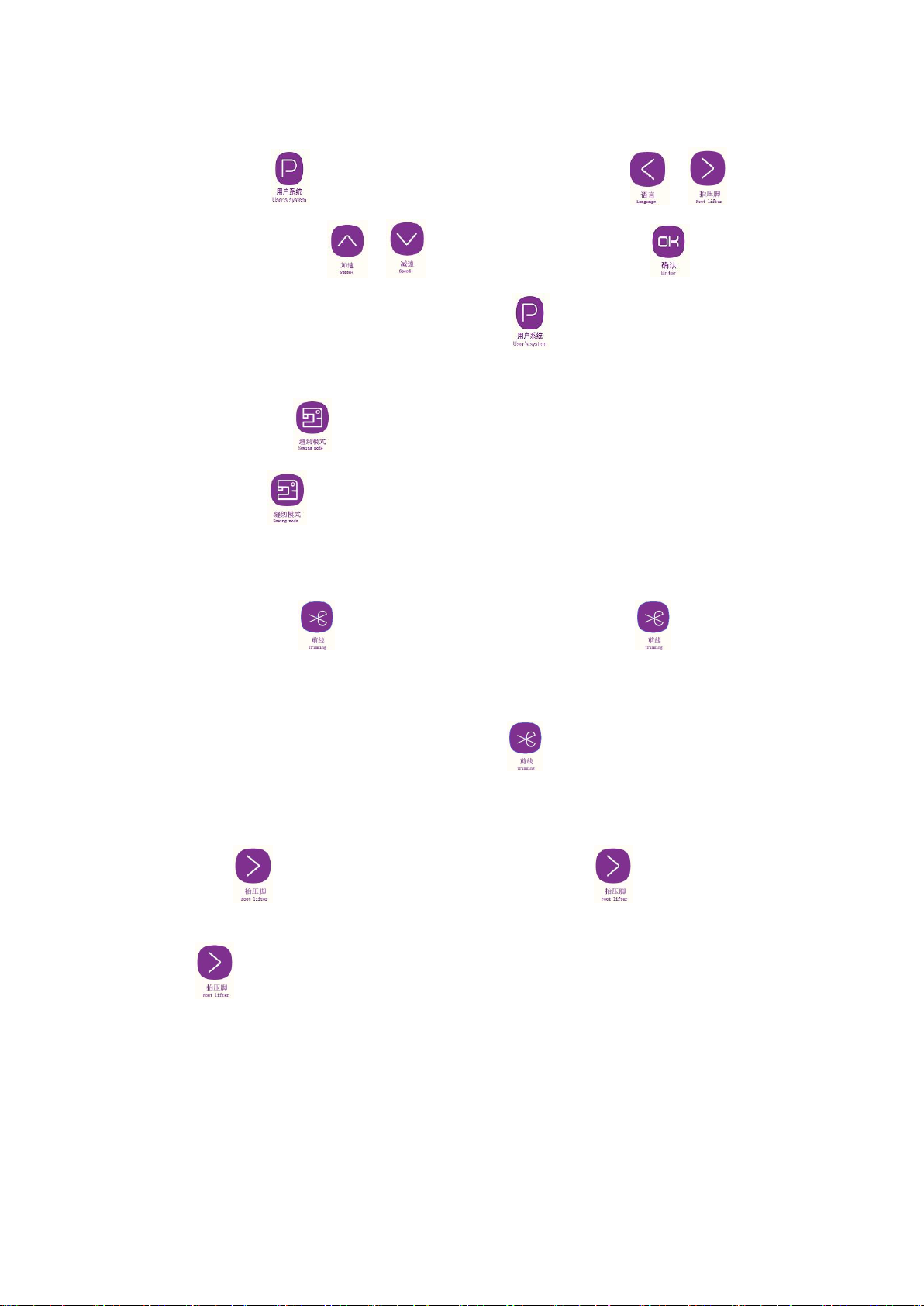
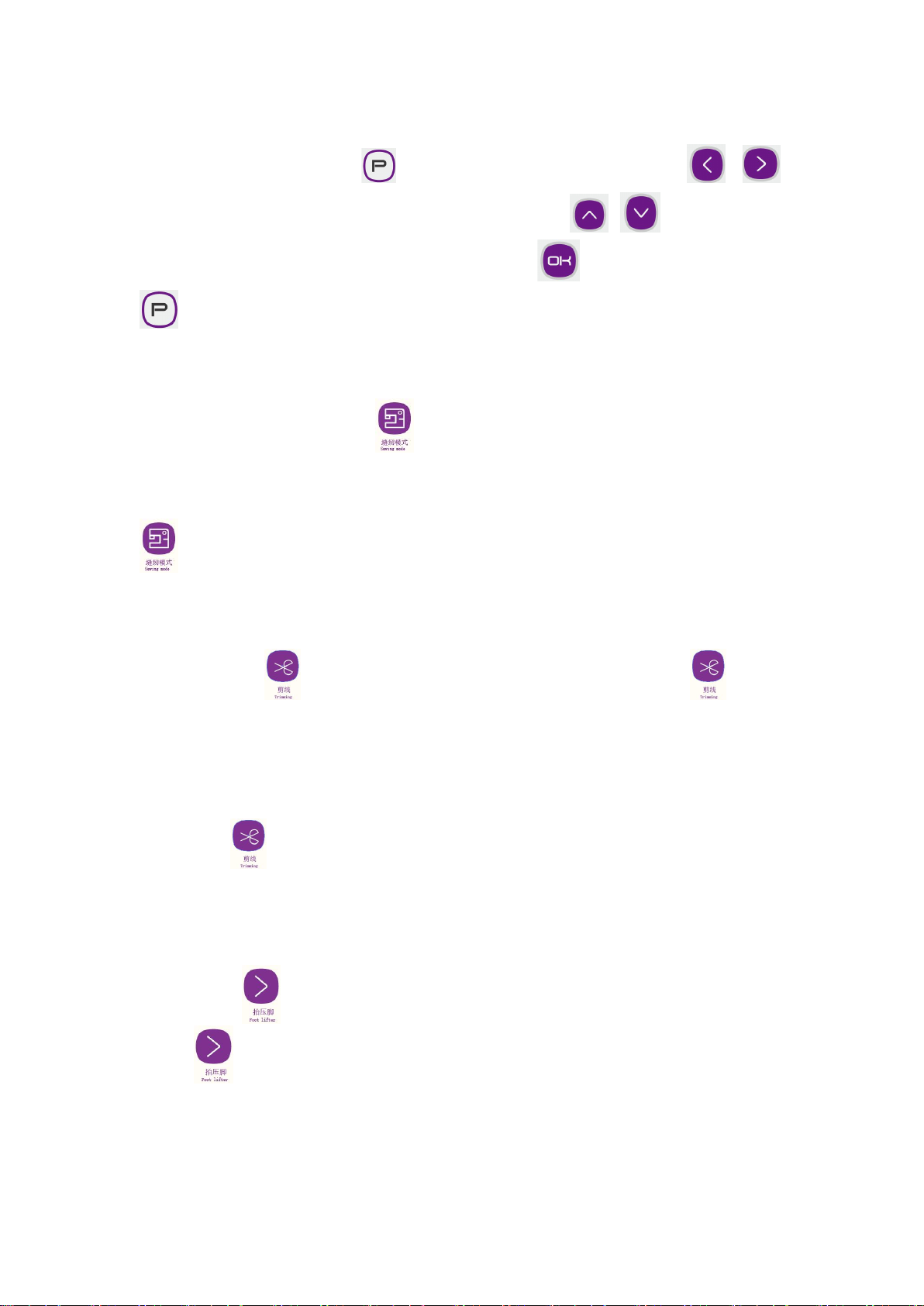
二、用户区参数的修改
当用户长按 键时,进入用户参数模式;通过点按键 或 修改对
应的参数号,通过点按 或 键修改对应的参数值,点按 键确认。显
示相应的参数序号及参数内容,当用户点按下 键,退回到主界面。
三、自动/半自动模式的修改
当用户点按下 键时,进入人工、半自动、自由缝和全自动模式的修改
状态,循环点按 键时,工作模式循环如以下四种状态:人工、半自动、自由
缝和全自动
四、剪线模式的修改
当用户点按下 键时,即可修改剪线模式。循环点按 键时,模式循
环如以下四种状态:前剪线开、后剪线开、前、后剪线开、前、后剪线关闭
(备注:当剪线模式打开或关闭时,吸气模式自动同步打开或关闭,如当前、后
剪线开时,前、后吸气同步自动打开);长按 键时,为剪线相关参数调整的
快揵键。
五、抬压脚模式的修改
当用户点按 键时,即可修改抬压脚模式。循环点按 键时,模式循环如
以下四种状态:前抬压脚开、后抬压脚开、前、后抬压脚开、前、后剪线关闭;
当长按 键时,为抬压脚相关参数调整的快揵键。
-5-/31
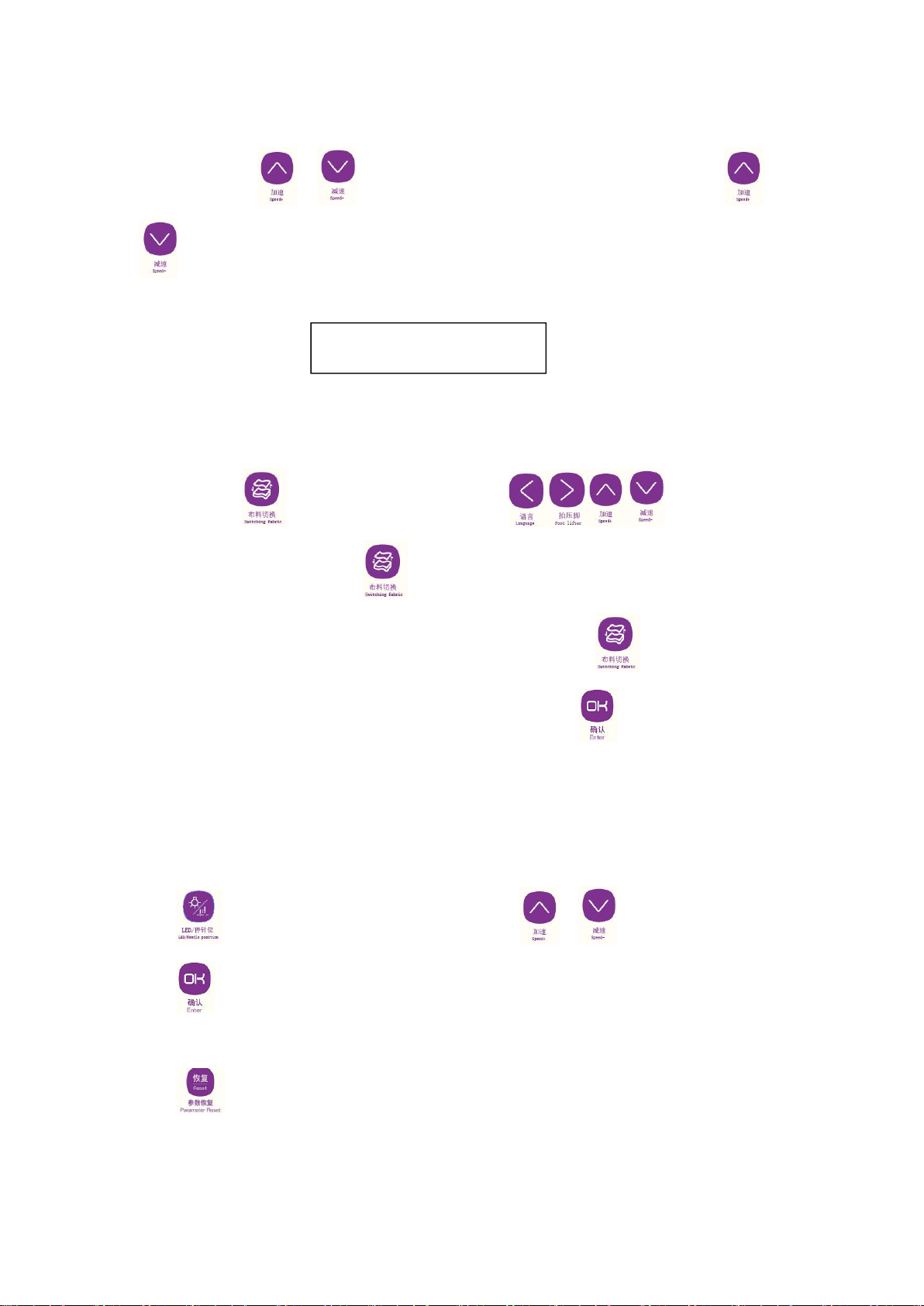
六、转速的修改
点按一下 或 键即可进入转速修改界面。循序点按或长按 或
可以修改相应速度,按一下递加或减 100rpm。显示如下:
最大速度 6200
七、布料选择模式及光眼值校正
1)首次点按 键时为布料选择模式,点按 键调整对应布
料模式,当前界面再次点按 键是查看光眼数值和手动微调光眼数值;
2)出厂默认为普通布料,当遇到不同布料时,请先点按 键,出现“布料
选择”界面时,根据不同的需求选择相应的布料,再按 键,系统自动校正光
眼值 ;
3)布料适用范围:A:厚料 B:普通 C:薄料 D:透明 E:大网 F:小网
备注:在选择布料时,请勿将布料遮挡光眼;在正常使用系统时,要及时清理光
眼上的布屑等。
八、停针位选择
长按 键 3 秒,会进入针位选择界面,点按 或 键调整所需停针位,
点按 键确认选择
九、一键恢复功能
长按 键 3s,会自动恢复出厂设置,当恢复界面跳回主界面时即恢复成功
-6-/31
十、操作参数说明表
序号
功能参数
默认值
设定范围
单位
参数说明
备注
U1
工作模式
0
0~1
0:半自动 1:全自动
U2
电眼选择
1
0~1
0:关闭 1:开启
U3
自动剪线
3
0~3
0:关闭剪线 1:前剪线开 2:后
剪线开 3:前、后剪线开
※※
自动剪线
2
0~3
0:关闭剪线 1:前剪线开 2:后
剪线开 3:前、后剪线开
83BL
U4
自动吸气
3
0~3
0:关闭吸气 1:前吸气开
2:后吸气开 3:前、后吸气开
※※
自动吸气
2
0~3
0:关闭吸气 1:前吸气开
2:后吸气开 3:前、后吸气开
83BL
U5※※
后踏吸线模式
2
0~2
0:关闭
1:普通模式 2:盖布长吸
83BL
U6
自动抬压脚
0
0~3
0:关闭自动抬压脚 1:前抬压脚 2:
后抬压脚 3:前、后抬压脚
※※
自动抬压脚
2
0~3
0:关闭自动抬压脚 1:前抬压脚 2:
后抬压脚 3:前、后抬压脚
83BL
U7※
松线开关
2
0~3
0:关闭 1:前松线开
2:后松线开 3:前、后松线开
KSC
※※
松线开关
3
0~3
0:关闭 1:前松线开
2:后松线开 3:前、后松线开
83BL
U8※※
吸线开关
3
0~3
0:关闭 1:前吸线开
2:后吸线开 3:前、后吸线开
83BL
U9
自由缝
1
0~1
0:关闭 1:开启
U10
半自动恒速剪线
0
0~2
0:关闭 1:前后恒速剪线,中途任意
加速;2:点动恒加速
U11
预留
U12
最高速度
6200
200~7000
RPM
根据客户需求适当自行做调整
U13
按键音
1
0~1
0:关闭 1:开启
U14
预留
U15
起缝速度
5500
200~6000
RPM
根据客户需求适当自行做调整
※※
起缝速度
3600
200~6000
RPM
根据客户需求适当自行做调整
83BL
U16※※
起缝针数
12
0~200
根据客户需求适当自行做调整
83BL
U17
预留
U18
中途吸气模式
0
0~2
0:关闭 1:间吸气 2:长吸气
U19
间歇吸气开启针数
25
0~1000
U20
间歇吸气关闭针数
25
0~1000
U21
两传感器间针数
20
0~99
根据要求客户可自行调整参数
U22
前剪线延迟针数
60
0~600
根据要求客户可自行调整参数
U23
后剪线延迟针数
114
0~600
根据要求客户可自行调整参数
※※
后剪线延迟针数
80
0~600
根据要求客户可自行调整参数
83BL
-7-/31
U24
前吸气开启针数
3
1~99
根据要求客户可自行调整参数
※
前吸气开启针数
1
1~99
根据要求客户可自行调整参数
KSC
U25
前吸气关闭针数
10
1~99
根据要求客户可自行调整参数
※
前吸气开启针数
14
1~99
根据要求客户可自行调整参数
KSC
U26
后吸气开启针数
3
1~99
根据要求客户可自行调整参数
※
前吸气开启针数
3
1~99
根据要求客户可自行调整参数
KSC
U27
后吸气关闭针数
120
10~9999ms
根据要求客户可自行调整参数
※
前吸气开启针数
260
1~99
根据要求客户可自行调整参数
KSC
U28
吸屑启动针数
0
0~99
预留
U29
吸屑关闭针数
0
0~99
预留
U30※
松线开启针数
120
0~99
根据要求客户可自行调整参数
KSC
U31※
松线关闭针数
360
0~5000
根据要求客户可自行调整参数
KSC
U32※
松线运行针数
10
0~99
0:为关闭手动剪功能;
KSC
U33※
松线运行速度
5000
200~6000
KSC
U34
预留
U35
间歇吸屑开启针数
5
2~99
预留
U36
间歇吸屑关闭针数
5
2~99
预留
U37
网布模式
0
0~1
0:关闭 1:开启
U38
预留
U39
停车延迟针数
10
1~200
根据要求客户可自行调整参数
※
停车延迟针数
35
1~200
根据要求客户可自行调整参数
KSC
※※
停车延迟针数
3
1~200
根据要求客户可自行调整参数
83BL
U40
前抬压脚延迟时间
0
0~6000
U41
前抬压脚保留时间
260
5~6000
MS
U42
后抬压脚启动时间
0
0~6000
U43
后抬压脚保留时间
500
0~9999
U44
半自动连续缝制
0
0-1
0:关闭 1:开启
U45
中途间歇吸屑停留
350
0~9999
预留
U46
自动切刀保留时间
10
5~500
根据要求客户可自行调整参数
U47
后踏吸气时间
500
50~9999
U48※
手动松线时间
280
0~5000
KSC
U49
手动吸气时间
260
10~5000
U50※
前踏吸气针数
0
0~5000
根据要求客户可自行调整参数
KSC
U51
后踏吸气开关
1
0~7
0全关;1 人工开;2 半自动开;3 全自动
开;4 人工和半自动开;5 半自动和全自
动开;6 人工全自动开;7 人工、半自动和
全自动开
U52
后踏剪线开关
1
0~7
0全关;1 人工开;2 半自动开;3 全自动
开;4 人工和半自动开;5 半自动全自动
开;6 人工和全自动开;7 人工半、半自动
和全自动开
-8-/31
U53
手动吸气开关
7
0~7
0全关;1 人工开;2 半自动开;3 全自动
开;4 人工和半自动开;5 半自动和全自
动开;6 人工全和自动开;7 人工、半自动
和全自动开
U54
手动切线开关
7
0~7
0全关;1 人工开;2 半自动开;3 全自动
开;4 人工和半自动开;5 半自动全自动
开;6 人工全自动开;7 人工半自动全自
动开
U55
手动切线动作有效
0
0~2
0无布时动作;1 有布时动作 ;2 随时
动作
U56※
手动松线动作有效
0
0~2
0无布时动作;1 有布时动作 ;2 随时
动作
KSC
U57
后踏切线动作有效
0
0~2
0无布时动作;1 有布时动作 ;2 随时
动作
U58※
后踏松线动作有效
0
0~2
0无布时动作;1 有布时动作 ;2 随时
动作
KSC
U59※
后踏松线开关
0
0~7
0全关;1 人工开;2 半自动开;3 全自动
开;4 人工和半自动开;5 半自动全自动
开;6 人工全自动开;7 人工半自动全自
动开
KSC
U60※
手动松线开关
7
0~7
0全关;1 人工开;2 半自动开;3 全自动
开;4 人工和半自动开;5 半自动全自动
开;6 人工全自动开;7 人工半自动全自
动开
KSC
U61
侧吸切刀传动
0
0~1
0:电机传动 1:电磁铁传动
预留
U62
预留
U63
预留
※※
前松线开启针数
0
0~100
83BL
U64
预留
※※
前松线关闭针数
1
1~100
83BL
U65
预留
※※
后松线开启针数
0
0~100
83BL
U66
预留
※※
后松线关闭针数
800
5-9000
Ms
83BL
U67
预留
U68※
前松线开启针数
0
0~99
根据客户需求适当自行做调整
KSC
※※
前吸线开启针数
0
0~99
根据客户需求适当自行做调整
83BL
U69※
前松线关闭针数
05
0~99
根据客户需求适当自行做调整
KSC
※※
前吸线关闭针数
25
0~99
根据客户需求适当自行做调整
83BL
U70※※
后吸线开启时间
300
0~359
83BL
U71※※
后吸线关闭时间
680
0~9000
83BL
U72※※
后踏吸气时间
580
0~9000
83BL
U73※※
速度调控
4000
200~6000
83BL
-9-/31
U74
前放压脚模式
0
0-1
0:关闭 1:开启
U75
刹车针杆位置
0
0~1
0:缝制中途上针位,缝制结束停上针
位1:缝制中途下针位,缝制结束停
上针位;
U76
U77
前通道响应时间
30
30~500
U78
中通道响应时间
20
20~200
U79
后通道响应时间
5
2~200
U80
前通道灵敏度
65
0~99
此款系统禁止调整,请在快捷键选择布
料自动校正
U81
中通道灵敏度
60
0~99
此款系统禁止调整,请在快捷键选择布
料自动校正
U82
后通道灵敏度
40
0~99
此款系统禁止调整,请在快捷键选择布
料自动校正
U83
前通道响应值
30
5~120
此款系统禁止调整,请在快捷键选择布
料自动校正
U84
中通道响应值
40
5~120
此款系统禁止调整,请在快捷键选择布
料自动校正
U85
后通道响应值
40
5~120
此款系统禁止调整,请在快捷键选择布
料自动校正
U86
安全开关
3
0~3
0全关;1 压脚安全开关关闭;2 缝台安全
开关关掉;3 压脚、缝台安全开关全开
U87
压脚安全开关电平
0
0~1
0:开启 1:取消开关
预留
U88
缝台安全开关电平
0
0~1
0:开启 1:取消开关
预留
U89
压脚保护时间
10
5~9999s
U90
界面恢复时间
120
0~9999
0~~9999:
U91
背光对比度
18
6~45
U92
背光亮度
10
0~10
U93
机头灯亮度
3
0~5
U94
参数密码
0~9999
U95
恢复出厂设置
0
0~9999
U96
语言
0
0~1
0:中文 1:英文
U97
软件版本 1
0~9999
SA78XX 为面板
※※
软件版本 1
0~9999
PA85XX 为面板
83BL
U98
软件版本 2
0~9999
SC68XX 为主板
※※
软件版本 2
0~9999
PC85XX 为主板
83BL
U99
软件版本 3
0~9999
PB78XX 为主板端口程序
UA0
语音音量
20
0~30
根据要求客户可自行调整参数
- 10 - /31
十一、 电控相关的要求及操作使用注意事项
0.主要技术数据
供电电压范围:AC220V±15%
供电电源频率:50Hz/60Hz
1、 安全注意事项
1.1 使用范围
本伺服控制器是为工业缝纫机开发设计的,如果在其它方面使用,请注意使
用者的安全。
1.2 工作环境
1.2.1 电源电压请遵照电控电压±15%范围内。
1.2.2 请远离高频电磁波发射器等,以免所产生的电磁波干扰本控制器
而发生错误动作。
1.2.3 温湿度:
a.请在室温 5°C以上、 45°C以下的场所操作。
b.禁止在日光直接照射的场所或室外运作。
c.请不要过于接近暖气 (电热器)旁运作。
d.请保持 30 % ~ 95 % 相对湿度(无凝露)。
1.2.4 请不要在可燃气体或爆炸物附近操作。
1.3 安装
1.3.1 控制器请遵照说明书进行正确安装。
1.3.2 安装前请先关闭电源并拔掉电源线插头,然后进行安装。
1.3.3 装钉电源线时请避免靠近会转动部件,最少要离开3公分以上。
1.3.4 为防止噪声干扰或触电事故,请将缝纫机、控制箱接地。
1.3.5 打开电源之前,确定此供应电压必须符合电控指定电压±15%范围内。
1.4 保养维修的规定
1.4.1 在操作保养或维修动作前,请先关闭电源。
1.4.2 当翻抬机头,更换机针或穿线时,请确认电源已关闭。
1.4.3 控制箱里面有危险高压电,所以关闭电源后要等 5分钟以上方可打开控
制箱。
1.4.4 修理及保养的作业,要请经过训练的技术人员执行。
1.4.5 不能在电机及控制箱运转的狀态下进行保养或维修。
1.4.6 所有维修用的零件,须由本公司提供或认可,方可使用。
- 11 - /31
1.5 危险提示
这个标示符号表示机器在安装时,安全上需要
特别加以注意的事项,忽视此标记而进行错误操作
可能会导致人员或是机器损伤。
1.6 其它安全规定
1.6.1、在第一次接通电源后,请先以低速操作缝纫机并检查转动方向是否正确。
1.6.2、缝纫机运转时,请不要去触摸手轮、机针等会动作的部位。
1.6.3、所有可动作的部份,必须以所提供的防护装置加以隔离,防
止身体接触,请勿在装置内塞入其它物品。
1.6.4、请不要在拆下电机护罩及其它安全装置的情形下操作。
1.6.5、不要使电机或控制箱掉在地上。
1.6.6、不要让茶水等液态物体流入控制箱或电机内部。
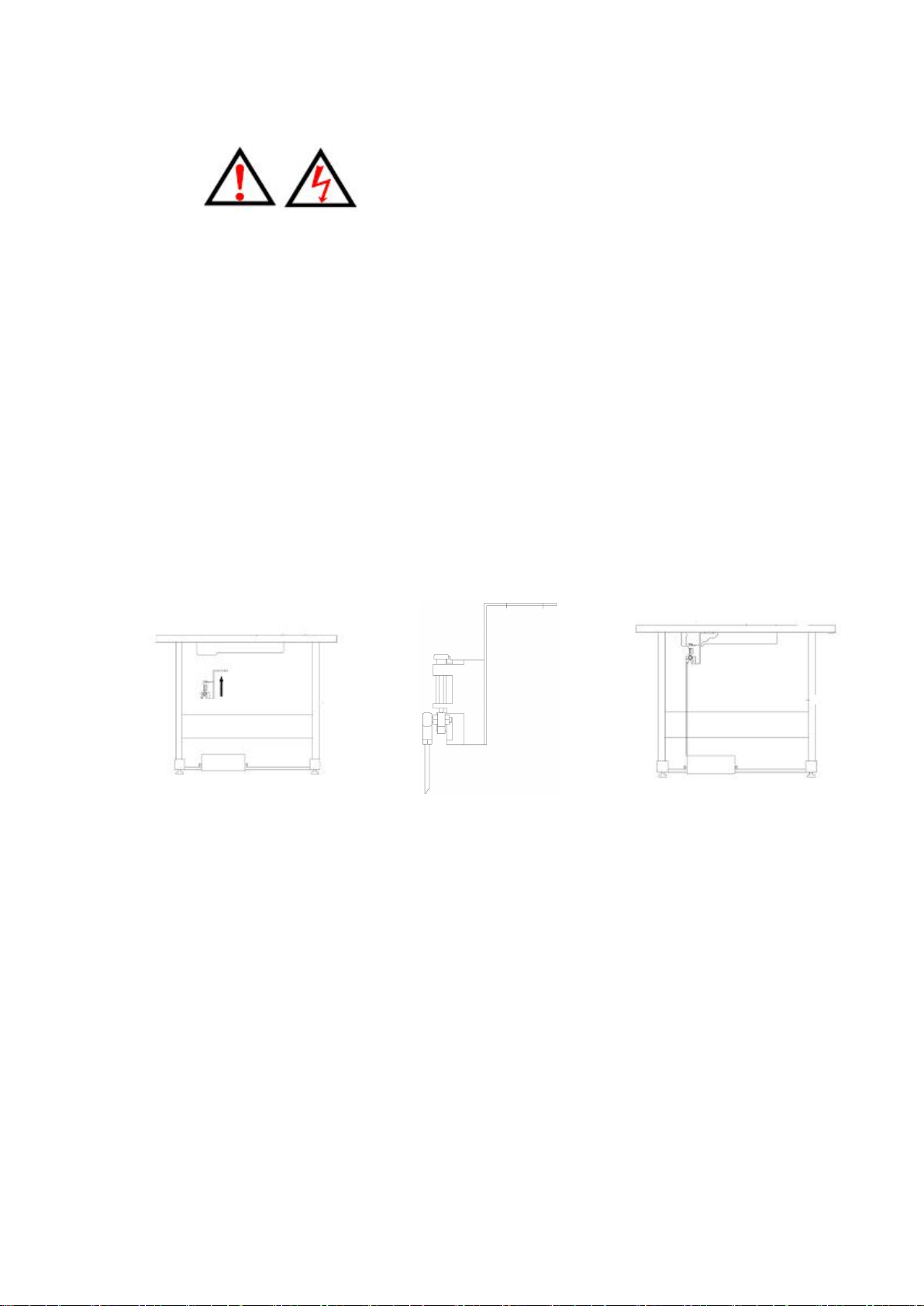
2. 安装与调整
2.1 控速器的安装
1).将脚踏控速器安装于台板下方 2). 将踏板与控速器安装连结 3).安装后示
意图
2.2 停针位的调整
2.2.1、 由专业的技术人员通过操作界面的学习界面,可调整到合理的停针位置;

- 12 - /31
2.3 脚踏板后踏力量的调整
调整需求
调 整 结 果
踏板后踏力量的调整
当螺栓愈向下时,则后踏力量愈重。当螺栓愈向上时,则后踏力量愈轻。
3. 接线与接地
3.1 电源线的接法
本控制器适用于AC220V单相电源,电压输入范围为电控电压±15%。
注意:
黄/绿色电源线为接地线,为了人员安全及设备可靠工作,一定要
做好系统的接地工程。
- 13 - /31
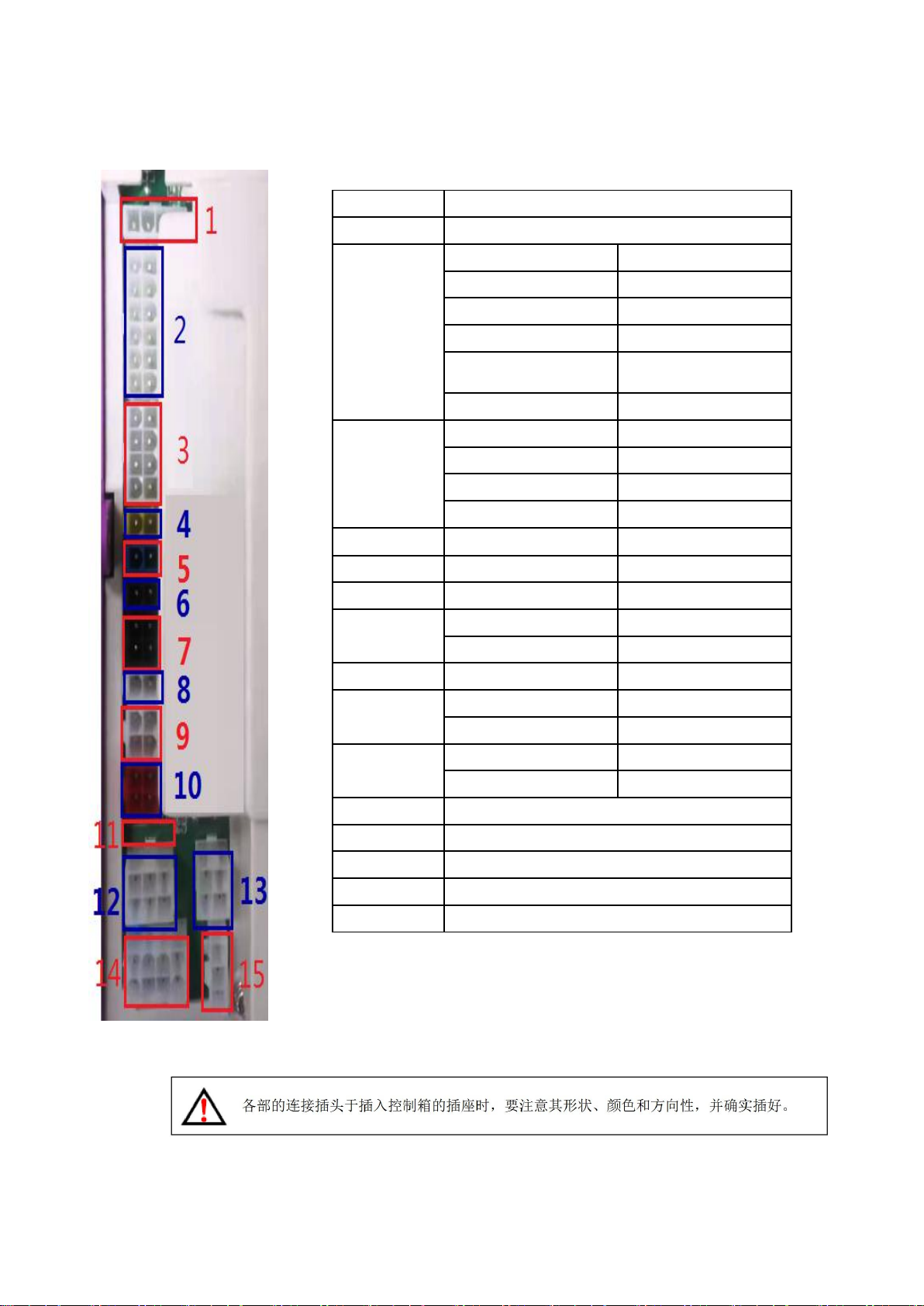
3.2 控制器接线端子图:如下图
序号
端口名称
1
电控电源端口
2
34V
松线(KSC)
预留
预留
34V
吸风
预留
预留
34V
倒回缝(吸线头)
34V
倒回缝(松线)
3
机灯
中光眼发射
12V
前光眼发射
5V
手动剪线
5V
后光眼发射
4
5V
前光眼接收
5
5V
中光眼接收
6
5V
后光眼接收
7
5V
GND
压脚霍尔
预留
8
5V
缝台安全开关
9
5V
预留
GND
NET31-1
10
5V
RXD
GND
TXD
11
主程序升级端口
12
步进电机编码器端口
13
步进电机电源端口
14
电机编码器端口
15
电机电源端口
- 14 - /31
4. 故障分析和故障表
故障显
示代码
故障描述
故障原因
故障排除方法
Er01
找不到停针位
电机信号线端子头接触不良
断电后检查电机信号线是否松动,然后重新上电,如果还不
能解决,请联系售后服务人员
Er02
控速器信号错误
1:开机时没插调速器
2:控速器线接触不良
3:后踩住控速器开机
断电后检查控速器连接或插头是否接触不良,然后重新上
电,如果还不能解决,请联系售后服务人员
Er03
电机相位信号错误
电机信号线插头接触不良
断电后检查电机信号线是否松动,然后重新上电,如果还不
能解决,请联系售后服务人员
Er04
电机堵转保护
1:缝纫机过重或堵死
2:电机过载
3:电机 4 线驱动线没连接好或插反
断电后检查:
1、请检查机头是否被卡住
2、请检查电机是否被卡住
3、电机电源端子脱落或松动
然后重新上电,如果还不能解决,请联系售后服务人员
Er05
硬件过流保护
1:缝纫机过重或堵死
2:电机过载
3:电机相位信号线没连接好
断电后检查:
1、请检查机头是否被卡住
2、请检查电机是否被卡住
3、电机电源端子脱落或松动
然后重新上电,如果还不能解决,请联系售后服务人员
Er07
示屏和主板通讯超时
1:显示屏连接主板线连接不良
2:主板芯片损坏
1:检查显示屏与控制器连接线
2:检查控制器是否还可运行,如不能运行就是控制器损坏
3:检查机器旁是否有高频机器干扰
4:更换显示屏
Er09
存储器不良
主板存储器损坏或不良
控制器损坏,请联系售后服务人员
Er10
光眼控制线路故障
显示屏连接光眼线路不良
1:显示屏损坏
2:显示屏背部光眼连接线接触不良,请联系售后服务人员
Er12
编码器故障
联系售后服务人员
Er16
过压
电压超出限制范围
请检查输入电源电压是否在额定范围内(AC260V),若上述
无法解决,请联系技术人员
Er17
A 相电流检测故障
请联系售后服务人员
Er18
B 相电流检测故障
请联系售后服务人员
Er19
AB 相电流检测故障
请联系售后服务人员
- 15 - /31
Er20
欠压故障
电压低于限制范围
请检查输入电源电压是否在额定范围内(AC 180V),若上
述无法解决,请联系请联系技术人员
Er22
控速器故障
1.前踩控速器开机
2.控速器数值不对
1.重新前踏控速器解除
2.按 P 键+剪刀剪进入维护参数,再按 OK 键查看(200±
15%),数值大于则更换控速器
ER-35
步进电机硬件过流保护
1:检查步进电机信号线是否松动;
2:检查步进电机电源线是否松动
若不能解决,请联系售后服务人员
ER-37
步进电机相 A 电流检测故障
主板芯片损坏
请联系售后服务人员
ER-38
步进电机相 B 电流检测故障
主板芯片损坏
请联系售后服务人员
ER-39
步进电机相 AB 电流检测故障
主板芯片损坏
请联系售后服务人员
ER-45
步进电机编码器故障
检查步进电机信号线是否松动
若不能解决,请联系售后服务人员
5.此说明书仅作参考,如有更改恕不另作通知。

- 16 - /31
Contents
1、Display and operation panel................................................. - 2 -18
2、Modification of user parameters................................................. 19
3、Modification of auto & semi-auto mode.....................................19
4、Modification of the trimming mode............................................19
5、Modification of the mode for lifting presser foot..................19-20
6、Modification of the speed............................................................20
7、Cloth select mode and sensor value correction ......................20
8、Needle position selection ...................................................... 20
9、Quick reset parameter ...................................................... 21
10、Form of the operation parameters.......................................21~25
11 、Electrical control related requirements and operating
precautions..............................................................................25~31
- 17 - /31
1、Display and operation panel
- 18 - /31
序号
图标
说明
备注
1
User parameter setting key
Hot key to exit the parameter when tap it; Hot
key to set the parameter when long press it.
2
Language switching key
and left switching key
Tap to switch language , left switch the cursor
3
Presser foot hot key and
right switching key
Tap to switch language , left switch the cursor
4
Speed increase key and up
switching key
Tap to increase speed. Parameter items and
value increase
5
Speed decrease key and
down switching key
Tap to decrease the speed, parameter item and
value decrease
6
Confirm key
Value modification confirm
7
LED adjustment and needle
posotion
Tap to increase the LED light, long press it to
choose the needle position
8
Sewing mode switching key
Tap to switch the sewing mode.
9
Trimmer mode select
Tap to switch the trimmer mode, long press it to
change the trimming value.
10
Reset key
Long press it 3 secs to reset to the user
parameter
11
Fabric switching key
Hot key for choosing fabric when tapping it.
Sensor value review and brief adjustment while
double clicking it.
- 19 - /31
2、Modification of user parameters
When the user long press , enter the user parameter mode;Through ,
modify the corresponding parameter number; Through , modify the
corresponding parameter number; Confirm with ;When the user clicks
,it will return to the main page .
3、Modification of auto & semi-auto mode
When the user clicks , enter the manual, semi-automatic and fully
automatic mode of modification; When the keys are cycled, the modes are circulated
in the following three states: manual, semi-automatic and fully automatic;Long press
,related parameters to adjust the shortcut keys.
4、Trimming mode select
Press then to select the trimming mode. Repeating pressing key to
have the for modes: front trimer on, rear trimmer on, front& rear trimer on, front&rear
trimmer off.
( Note: When the trimming mode is on or off, suction mode simultaneously on or off,
when the front&rear trimmer is on,front&rear suction is on)
Long press key to enter the hot key mode of trimming parameter adjusting)
5、Press foot mode select
Tap the
key to select the presser foot mode. Repeating press
the
key to have four modes: front foot on, rear foot on, front&rear foot
on, front&reat foot off.
Table of contents
Other Hikari Sewing Machine manuals

Hikari
Hikari HK2900 User manual

Hikari
Hikari H8800E User manual

Hikari
Hikari H9990 User manual

Hikari
Hikari HXT6800T User manual

Hikari
Hikari HW740TA Owner's manual

Hikari
Hikari H93SF-7D User manual

Hikari
Hikari HX68S Series User manual

Hikari
Hikari HX6800TD User manual

Hikari
Hikari H9199 Product guide

Hikari
Hikari H99S User manual





















